
超精密加工是機械製造發展的主要方向之一。超精密加工(gōng)在(zài)元器件製造中是關鍵性技(jì)術。在20 世紀60 年代, 通過使用(yòng)當時(shí)適用(yòng)的精密機床,開始開(kāi)發用於生產高質量的專用機(jī)械或光學元件的技術。整個(gè)70 年代, 該技術用於生產具有高精度、多功能及較低的製造成本的光學元件。到了80 年代, 該技術就更加廣泛地用於(yú)工業(yè)生產, 如製造鋁製掃描鏡和計算機存儲盤的鋁製基片等。超(chāo)精密加工最近的應用是生產光學元(yuán)件, 這種元件具有複雜的形狀, 極高的幾何(hé)精度及表麵質(zhì)量。用鋁基襯片磨光(guāng)X 射線望遠鏡中的鏡麵是對非傳統鏡片坐(zuò)標精度(0. 2 拌m ) 的特殊需求: 直徑在1. s m 以下(xià)時, 圓度要求2 拌m ; 粗糙(cāo)度要求5 n m 。另一個例子是對用於同步加速器軌道發射(S O R )的橢圓(yuán)形鏡麵進行快速切削, 結果是在長度為幾十至上百毫米的高導無氧銅(O F H C co pPe r )上的加工精度為0. 13 拜m 、粗糙度為0. 0 43 拌(bàn)m 。在易碎材料的鏡麵修整方麵, 超精密加工也得到(dào)了極為廣泛的應用。
超精(jīng)密加工的發展依賴於超精密機床, 因而超精密機床的關鍵部分—精密定位測量係統始終為研(yán)究人員所重視。
1 激光測量係統及其發展
研製超精密機床, 需要有高精度的測量係統做保證, 特別是(shì)工作台的精密位移(yí)監測對機床加工精度有很大的(de)影響。對於要求微量進給分(fèn)辨率為0. 01 拌m 的刀架溜板來說, 其位移測量(liàng)精度也要達到相應的數量級(jí), 否(fǒu)則刀(dāo)架溜板的(de)進給量無法觀察、控製, 其進(jìn)給的高分辨率(lǜ)也(yě)就失去了意義。要完(wán)成高精度工作台位移測量, 需要解決(jué)測量原理和測量方法問題。
作為現代高(gāo)精度位移測量技術, 雙頻激光幹涉儀可以達到納米級的測量分辨(biàn)率, 是理想的(de)高精(jīng)度位移測量係統。
從(cóng)1 9 60 年激光器出現以來(lái), 由於它的(de)單色性好, 空間相幹性好, 方向性好和光強大等特點, 很快就成了精密測長的理想光(guāng)源。1 9 6 2 年美(měi)國國家標準局開始利用H e 一N e 激光器作光源進行(háng)測長(zhǎng)試驗。1 9 6 5 年年底至1 9 6 6 年初, 美國國家標準局正式使用激光(guāng)幹涉(shè)儀作為(wéi)l m 刻尺的日常鑒定工具。1 9 6 5 年英國(guó)國家物理實驗室製成1 台H e -N e 激光幹涉儀, 頻率穩定性達到2 又10 一“ , 測(cè)量(liàng)精度(dù)為0. 25 拜m , 在15 m in 內就能自動檢完毫米間隔的標準米尺。1 9 6 5 年8 月, 美國T o ling a ndPr od uc ti on 雜誌報道激光幹涉儀(yí)開始投入現場,量程(chéng)達s m , 精度為0. 5 產m 。
1 9 6 5 年, 繼Z e e m a n 雙頻激光問世之後, Pol an yi 等人首(shǒu)先(xiān)提出了雙頻激光(guāng)幹涉儀— 交流幹涉儀。 由於(yú)雙頻激光幹涉(shè)儀是采用外差幹涉測量原理, 把(bǎ)被測的位移信息加在一(yī)個交(jiāo)流載波上, 因此光(guāng)電接收(shōu)器接收到的是一個交(jiāo)流載波信號(hào), 信噪比高。而接收的信號由單(dān)頻激光(guāng)器調幅信(xìn)號變成了(le)調頻信號, 故可實現高分辨率測量。
隨著激光測長技術的不(bú)斷發展(zhǎn), 1 9 6 9 年《菲利浦技術期刊》上最早介(jiè)紹了雙頻激(jī)光幹涉儀, 到1 9 7 0 年H ew le tt 一P a e k a r d 公司相繼生產了雙頻的5 5 0 0 A型和5 5 2 5 A 型激光幹涉儀, 投入市(shì)場。該產品采用外差法和(hé)多普勒效應計算條紋, 是(shì)一(yī)般的單頻(pín)幹涉儀的進一步發展。20 多年來各國都在研製開發雙(shuāng)頻激(jī)光幹涉測量係統, 美、英、日等國都有了(le)自己的產品。
產水平和技術指(zhǐ)標還有待進一(yī)步提高(gāo)。
2 單頻和雙頻激光測量係統(tǒng)性(xìng)能的比較
雙(shuāng)頻(pín)激光測量與單頻激光測量的不同處在(zài)於(yú), 雙頻激光測量是交流係統而不是直流係統, 因而(ér)可以從根本上解決影響(xiǎng)測量係統可靠性的直流漂移問題。雙頻(pín)測量係統抗振性強, 不需要預熱時間, 不怕空氣湍流的幹擾, 而空(kōng)氣湍流幹擾正是造成(chéng)激光幹涉儀不良性能(néng)的最普遍的(de)原因。
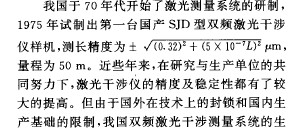
圖ia 表示當可動反光鏡移動時, 單頻直流測量係統光電接收器的輸(shū)出。這時光強(qiáng)環繞著計數器的觸發電平起伏變(biàn)化。如果光束強度的變化(huà)不(bú)正常或電源強度發生(shēng)變化, 光電(diàn)接收器的輸出就有可能(néng)超(chāo)越不過觸發電平, 如圖lb 所示。因此, 強度的變化可以使計數器的工作停止, 直到觸發電平調整以(yǐ)後, 計數器才能恢複工作。上述強度變化的原因, 一是激光器的衰老, 但更為常見的原因是空氣湍流的幹擾, 使光束偏移或使其波麵扭曲。對於時限較長的(de)強度變化, 可以用調整觸發電平的辦法去克(kè)服(fú), 但在現場(chǎng)使用的不利大(dà)氣條件下, 光束強度的迅速變化, 任何觸發電平調整的自動化都解決不了問(wèn)題。
雙頻係統的優越性在於其距離信號(hào)是(shì)由(yóu)交(jiāo)流載波傳遞而不是由直流波型傳遞的。交流放大器不同於(yú)直流(liú)放(fàng)大器, 它不(bú)受輸入直流電平變化的影響。雙頻激光測量無須進行周期性(xìng)的電平調整,不存在調整光強和觸發閩的問題。
另外, 單頻激光測量隻(zhī)允許50 % 的信號(hào)損失, 雙頻激光測量則可允許信號損失達95 %。
3 超精密(mì)機床激(jī)光測量係統
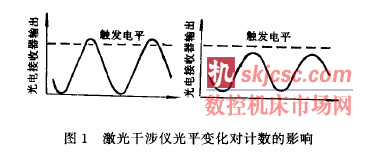
高精度的激光幹涉測量係統(tǒng)是精(jīng)密(mì)位移測量的決定因素。為(wéi)了滿足超精密機床定位測量精(jīng)度(dù)的要求, 各國都在研究激光幹涉測量係統(tǒng)的精度影響(xiǎng)因素, 以及如(rú)何(hé)保證激光幹涉(shè)測量係統在超精密機床的位移監測中達到固有的精度指標。目前, 在超精密機床研製方麵水平最高的是美國, 美國L L N L 國家實(shí)驗室、M or e 、V ni on C ar-bid e 、Pn e u m o Pr e e ision 等公司(sī)均在超精密機床研製與開發方麵做出了卓有成效的工作。美國國防部高等研(yán)究計劃(huá)局(jú)(D A R PA )投(tóu)資1 30 0 萬美元由(yóu)L L N L 實驗(yàn)室於1 9 8 3 年7 月研製成功的L O D T M 大型(xíng)超精密機床, 其激光(guāng)幹涉測(cè)量係統見圖2 [ , 〕, 可加(jiā)工小i 6 2 5 m m 義s o o m m 、重1 36 o k g 的工件。該機(jī)床采用高壓液體靜壓主軸, 剛度大, 動態性能好。為實現超精密位(wèi)置的(de)確定,采用了精(jīng)密數字伺服方式, 控製部分為內(nèi)裝式C N C 裝置和幹涉測量係統, 以保證隨機(jī)測量定(dìng)位。為了實現刀具的微量進給, 在IX 二伺服機構內裝有壓(yā)電式(shì)微位移機構, 可實現(xiàn)納米級微(wēi)位移(yí)。該機床采用恒溫油淋浴係統(tǒng), 油溫控製在20 士(shì)S X l o 一喀℃ , 消除了加工(gōng)的熱變形。還采用(yòng)了壓電晶體誤差補償技術, 使加工精度達到0. 0 25拜m。該機床可(kě)用於加工激光核聚變工程的零件、紅(hóng)外(wài)線裝(zhuāng)置用零件以及(jí)大型天體望遠鏡(jìng)零件, 可加工平麵、球麵及非球麵, 是世界公認的當今最高水平的超精密車床。
英國G IT 技術學院所屬的CU P E 精密工程研(yán)究所以其紮實的基(jī)礎技術(shù)研究、卓越的研究成果(guǒ)和超群(qún)的開發能力(lì)而享有較(jiào)高的(de)聲譽, 它是當今世界上精密工(gōng)程的研究中心之一。
C U P E 成(chéng)立於1 9 68 年, 在成立初期到70 年代末期, 該所主要從事精密加工機床、精密(mì)測量儀器(qì)及相關基(jī)礎技、術的研究、設計和發(fā)展。進(jìn)入80 年代後, 該所以其在70 年代積累起(qǐ)來的基礎研究成(chéng)果和設備, 對超精密加(jiā)工、超精密測量技術進行了大量(liàng)研究和開發。今天(tiān)C U PE 主要從事納米技術、超精密計量技(jì)術(shù)及相關的機器子係統的(de)基(jī)礎研究(jiū)。為了將(jiāng)C U PE 的研究(jiū)成果迅速轉化成(chéng)商品, 滿足世界各地用(yòng)戶對(duì)C U PE 產品日益增長的需求, 1 9 8 7 年在(zài)CU PE 的基礎上成立了C PE 精密工程有限公司,它擁有一個當今世界上最現代化的安裝與測試實驗室。除擁有各種先(xiān)進設備外, 該實驗室為恒溫控製, 且為全封閉式, 7 天內(nèi)室溫變化可控(kòng)製在(zài)1 ℃內。另外, C P E 還有一個超精密加工實驗室, 為超淨室, 其室溫被控製在士0. 1 ℃ 內。這個實驗室裝備(bèi)有多台超精密金剛石車(chē)床, 其中(zhōng)一台用於(yú)加工大型非常(cháng)規光學零件的車床是世界上3 台精度最高的超精密機床之一。
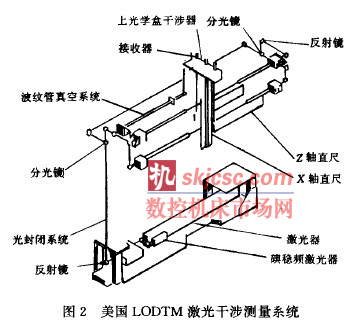
日本近年來花費大量人力物(wù)力, 開發、研究並生產超精密機床。日本光學、豐田工機、東芝機械、日立精工等公司在中(zhōng)小(xiǎo)型超精(jīng)密機床方(fāng)麵已達(dá)到很高水平。但在大型超精密機床方麵落後(hòu)於歐美,有關方麵正疾(jí)呼以期趕超歐美(měi)。圖3 為日本光學公司的L of so r 一G T M 型機床測量係(xì)統示意圖。
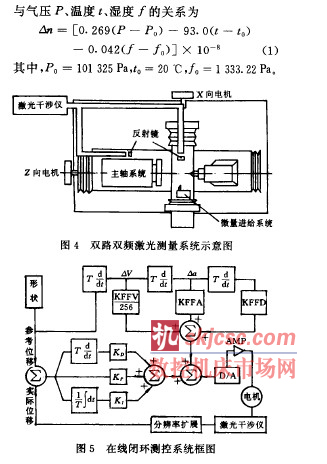
上述超精密機床中最重要的問題(tí)是超精密位置的確(què)定技術。實現精密定位測量任務的測量方法首推(tuī)雙頻激光測量係統。為了實現機床縱(zòng)向和橫向進(jìn)給的(de)同時監測, 在我們新研製的超精密機床上采用了雙路雙頻激光測量係統, 如圖4 所
示(shì)[’]。這一方案(àn)的提出, 在我國尚屬首次。該係統的測控(kòng)結構如圖5 所示。由(yóu)雙頻激光的多普勒效應獲得的交流(liú)信號轉換成脈衝後, 通過74 F 1 93集成電路轉換成並行量, 經數據(jù)處理(lǐ)後, 實現電機的閉環控製。
因(yīn)為雙頻激光測量是以光波長為基準進行的, 所以對波長的穩定性要求很高。環境(jìng)空氣的波動, 氣壓、溫度、濕度的變(biàn)化均影(yǐng)響空氣(qì)折射率, 即影響光的波長穩定性。折射率的變化量(liàng)
據此, 我們設計了一套波長(zhǎng)補償係統(tǒng), 實現自動(dòng)補償(cháng), 以保證檢測係統的分辨率為0. 01 拜m。為使係統(tǒng)硬件擴充(chōng)和更換方便, 采用了模塊式結構,級板聯接(jiē)為S T D 標準總線。同時(shí)采用多層(céng)布線以使機械結構緊湊, 布局合理。數據(jù)采集係統采用通用G P 一IB 總線與主(zhǔ)機通(tōng)訊, 使檢測係統的(de)接口實現標準化。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








