
機床導軌直線度的檢驗(yàn), 必(bì)須真實反映機床工作區內承載溜板相對工件運動軌(guǐ)跡(jì)的規律性要求, 故機床導軌的檢驗, 應該是準確度好、精密度高。誤(wù)差分離技術( EST ) 自20世紀80年代引入測(cè)量領域來,在測量精(jīng)度及自動化程度上都具有明顯的優勢, 其特(tè)點(diǎn)是檢測工件直線度時不需要高精度的標準導軌, 檢測導軌直線度時不需要高精度的標(biāo)準芯棒, 並且還可以實現誤差補(bǔ)償加工。作者著重研究時域EST 法(fǎ)測量機床導軌直線度的誤差, 並進行誤差分析與探討。
1 雙測(cè)頭誤差分離法測量原理(lǐ)
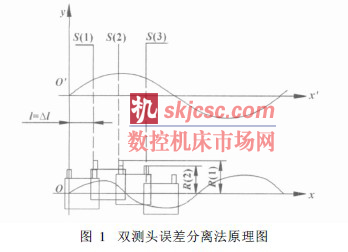
采用雙測頭誤差分離法(fǎ)進行測量, 誤差分離原理如圖1所示。
如圖1所示, 兩長導軌X、Xc同向安置, 兩(liǎng)個測(cè)頭(tóu)V1、V2 安裝在同一個測座上, 調整兩個測(cè)頭之間(jiān)的距離為l, 測座沿導軌X移動以測量Xc導軌直線(xiàn)度誤差。
建立xOy 坐(zuò)標係(xì)為測量基準坐標係, xOy 坐標(biāo)係固結於機床導軌(guǐ)測量(基準) 上, xcOcyc坐標係為被測量坐標(biāo)係, 固結於被測導軌的理想軸線上。兩個位移傳感器V1、V2 沿被(bèi)測導軌素線方向安裝, 彼此平行且在同一個測量麵上, 測頭V1、V2 之間的距離為(wéi)l。當沿Ox 移動(dòng)x 時, 測頭V1、V2 就會有一組信號輸(shū)出。設V1 ( x )、V2 ( x )為(wéi)它們(men)所代表的讀數信號,顯然是一組混合信號, 其中既包含了被測導軌直線度誤差, 也(yě)包含了基準的直(zhí)行運動誤差。
設移動距離x 時, 被測導軌直(zhí)線度偏差在(zài)測頭輸出(chū)信號( 采樣(yàng)數據) 中反映(yìng)出(chū)的誤差分量分別為S ( x )、S (x + l); 拖板直(zhí)行運動誤差在測頭輸出信號中反映的誤差分量分別為R (x )、R ( x + l)。由此(cǐ)可以建立(lì)兩個測(cè)頭V1、V2 的輸出信號與(yǔ)被(bèi)測導軌直線度偏差和拖板(bǎn)的直行運動誤差之間的等式關係:

式( 1) 稱為雙測頭(tóu)誤差分離法基本方程[ 1] 。在(zài)實際測量中是等間隔采樣, 通常選擇有(yǒu)限個采樣點, 因此要對連續變化的信號進行離散化處理。根據采樣定理, 選取采樣點數為N, 采樣長度為L, 滿足快速傅裏葉變換(基2FFT ) 要求, 進行(háng)離散(sàn)化處理後, 可得:
![]()
式( 2) 稱為離散化後的雙測頭誤差分離法(fǎ)EST基本(běn)方程。
式(shì)( 2) 整理(lǐ)計算後(hòu), 得(dé)時域(yù)雙測頭(tóu)誤差分離法EST 遞推公(gōng)式:

式( 3) 為時域雙測頭誤差分離(lí)法求解被測導軌直線(xiàn)度誤差函數的遞(dì)推公式; 式( 4) 為時域雙測頭誤差分離法求解拖板直行運動誤差中平移誤(wù)差函數的(de)遞推(tuī)公式[ 2]。
測量開始時, 取測量起(qǐ)始點(diǎn)為測量基準坐標中的基準點, 定義為0, 即xOy 坐標係中的原點, 假定拖(tuō)板直行運動誤差中平移誤(wù)差(chà)數值為(wéi)0, 即(jí)R ( 0) = 0。
將R ( 0) = 0代入式( 2), 即在起始位置, 被測導軌的直線度偏差(chà)離(lí)散值為:
![]()
代入公式( 3)、( 4) 依次求得被測導軌和拖板的直線度偏差的一係列離散值。
2 誤差分析
采用時域雙測(cè)頭誤差分離法測量導軌, 測量原理(lǐ)如圖1所示, 測量時(shí), 被測導軌不動, 在測量裝(zhuāng)置上裝上傳感器(qì)A、B兩測頭(tóu), 兩測頭之間的間(jiān)距等於(yú)節距長度, 測(cè)量(liàng)架沿同一方向每移動1個距離, 在兩測頭上分(fèn)別讀出兩個數值(zhí); 數據采集卡有16個模擬輸入量通道(dào), 可選擇兩個通(tōng)道進行模數轉換, 把(bǎ)連續的模擬量轉換成離散的數字量, 然後傳送給計算機。測量過程中, 檢(jiǎn)測方法、傳感器自身及安裝(zhuāng)、測量環境都會引起誤差, 由於(yú)這些誤差的存在, 對數據處理會產(chǎn)生影響(xiǎng), 處理後的結(jié)果將直接(jiē)影響(xiǎng)到導軌的位置變化。
2.1 傳感器及其安裝引起的誤差
2.1.1 傳感器誤差(chà)
傳感器的(de)誤差, 用於測量結果的精確度評定。對於使用的Bi1, 5-EG08-LU 電感式傳感器, 其線(xiàn)性誤差滿量程? 013%; 重複精度小於等於1%, 30 m in升溫期後其小於(yú)等於015%; 溫度(dù)漂移(yí)? 0106% /e ;時間穩定性誤差011% /4 h。
就電感式傳感器而言, 在一(yī)般情況下, 線性度和(hé)溫度影響誤差為係統誤差, 即進行多次測量過程中,其特(tè)性曲線(xiàn)的形狀基(jī)本保持不變; 溫度影響誤差, 隨著傳感器的升溫, 其誤差逐漸減(jiǎn)小。重複性誤差則屬(shǔ)於離散分布並且服(fú)從統計規律的隨機誤差; 隨時(shí)間變化的穩定性, 若其呈現的曲線形狀和方(fāng)向已知, 可以(yǐ)作為係統誤差處理, 否則將其作為隨機誤差處理較合理。故此傳感器的(de)綜合(hé)誤差為:

此處的Sc ( k + l)和Sc ( k )分別(bié)是存在和不存在傳感器對準誤差時分離出(chū)來的結果。對齊誤差$1 的影響結果, 就是使每(měi)個采樣點的坐標位置都產生了移動, 且移動距離與各采樣(yàng)點離采(cǎi)樣原點的距離成(chéng)正比, 也就是線(xiàn)性移動。按照這種(zhǒng)方式, 一條直線移動後仍然是一條直線, 隻(zhī)是斜率發生變(biàn)化; 一條曲線移動後, 曲線上各點到最小二乘中線(或(huò)曲線的首尾連線) 的距離仍(réng)然(rán)保持不變, 由此(cǐ)可知, 傳(chuán)感器的對齊誤差(chà)並不影響兩點(diǎn)法中曲(qǔ)線的直線度評定。可見誤差分離方法中傳(chuán)感(gǎn)器對準誤差是線性累積的, 對於分離結果直線度評價(jià)不產生影響(xiǎng)。
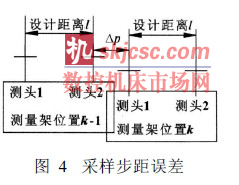
2.1.3 測頭(tóu)間距誤差
如圖3所示, 測頭間距誤差是由於測頭在安裝時, 在測量方向(xiàng)上未滿足設計距離要求而造成(chéng)的, 其產生的原因是測頭間距調整不準確及測頭傾斜(xié)而致。它影響傾斜測頭的(de)采樣數據。
在時域雙測頭誤差分離法中, 假(jiǎ)設l 為采樣間距, 但由於$l的存在。測量中, 假定(dìng)不V1 受影響,由式( 2) 得(dé):
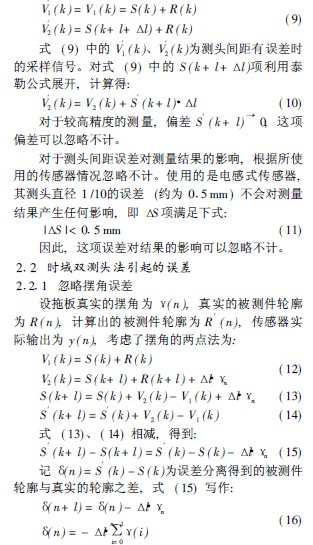
由此可以看出, 忽略擺角分離出的被測件輪廓誤差是擺角誤差的$l倍(bèi)累積。在超精密測量中, 擺(bǎi)角誤差(chà)一般比較小, 當$l= 15 mm 時(shí), 1d對應的分離誤差為01072 7 Lm。而當測量使用(yòng)的導軌(guǐ)較差, 或C( n)的符號保持不變時, 其累積和(hé)就可能(néng)較(jiào)大, 導致較大的測量誤差[ 4]。
該次實驗測量時, 被測車床為7級精度, $l=20 mm, 誤差為011 Lm。
2.2.2 采樣步距誤差(chà)采樣步距誤差是(shì)測量架沿測量方向進給時不按采樣間隔采樣(yàng)而產生的誤差, 假設測頭間距等於采樣間距l, 那麽這種誤差就是由測(cè)量架沿測量方向進給步距與(yǔ)測頭的間距不同而產(chǎn)生的。如果測量架以含有這種步距誤差的采樣步距依次進給運動, 則會產生不同於精確(què)進給的累積誤差(chà)。設測量架沿被測(cè)導軌方向移動一個采樣步距(jù)l,所產生的步距(jù)誤差為$p,如圖4所示。
若測量架以這種誤差走下去, 當(dāng)測到第( k + 1)點時(即移動k 個采樣步距時) 測頭偏離其理想位置的距離就是采樣步距(jù)誤差的k 個累積。即
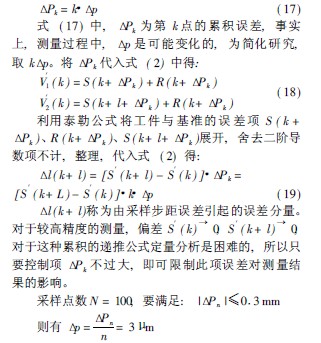
即在采樣測量(liàng)中, 每次采樣步距的誤差不大於3 Lm, 在較為精密的機床上進行(háng)測量時, 可以保證這樣的步進精度。
2.3 測量環境引起的誤差
測(cè)量中, 由於(yú)工廠存在各種各樣的機械幹擾和電噪聲, 使測量係(xì)統的(de)穩定性受到幹擾, 影響測量結果。
測量係統采用了穩壓電源, 可以消除電源電(diàn)壓波動(dòng)時對係統穩定(dìng)性的影響。若選用質量好(hǎo)、抗幹擾信號, 可增強測量係統的穩定性。
此外, 測量過程(chéng)可以對被測工件多次重複采樣,盡可能減少隨機(jī)誤差的影響。
2.4 誤差計算
根據分析結果, 傳感器自身精度誤差5 Lm, 傳感器測量誤差為112 Lm, 重複性測量誤差為2137 Lm, 測量方法(fǎ)忽略(luè)擺角誤差為011 Lm, 采樣步距誤(wù)差(chà)為3 Lm。傳(chuán)感器初始對準誤差和測頭(tóu)間距誤差(chà), 對誤差分離結果沒有影響。
4 結論
( 1) 傳感器初始對準誤差在時域雙測(cè)頭(tóu)法是線性累積, 對直線度測量與評價沒有影響。
( 2) 在超精密測量中(zhōng), 忽略溜板的擺角進行雙測頭法誤(wù)差分離, 在溜板擺角的累積和較小時(shí), 方法誤差較小(xiǎo)。
( 3) 對於確定工件, 采樣長度(dù)一定時, 采樣(yàng)點數越多, 采樣(yàng)間隔越短, 測(cè)量精度越高。
( 4) 采用雙測頭法測量直線度誤差(chà)實用可靠、計算簡單、數(shù)據處理時間短, 對於大型(xíng)機床的測量能夠滿足測(cè)量精度的要求。
( 5) 對誤差分離技術(shù)應用於直線(xiàn)度誤差測量(liàng)進行有益的探討, 很容易(yì)將其推廣應用於平(píng)麵度、線輪廓度、麵輪廓度誤(wù)差測量, 進而為三坐(zuò)標數控加工機床上對空間曲麵進行在線測量、補償加工提供依據。
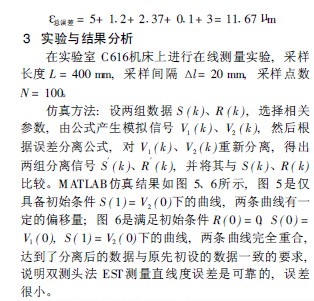
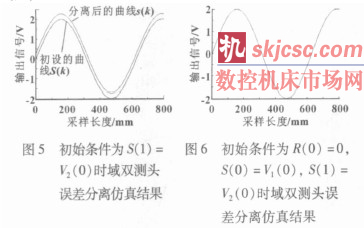
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com








