
利用壓縮空氣作(zuò)為傳遞動力或信號的工作介質, 將機械、液壓、電氣(qì)、電子(zǐ)( 含(hán)PLC 控製器和(hé)微電腦) 等綜合構成控製回路(lù), 配合氣動(dòng)元件, 按生產工(gōng)藝要求的順序、條件動作的自動化技術, 稱為氣(qì)動自(zì)動化控製(zhì)技(jì)術.
氣動自動化係統最終以氣動執行(háng)元件驅動各種機構完成特定的動作. 氣動執行元件和各種常用機械機構組成的氣動組合機構能實現各種平麵或(huò)空間(jiān)的、直線或回轉的、連續或間隙的(de)運動. XST 型氣動(dòng)分(fèn)度(dù)盤就是基(jī)於上述開發(fā)思路並參閱相關文獻(xiàn)資料[ 1, 2] 而設計的新穎自動間隙回轉裝置.
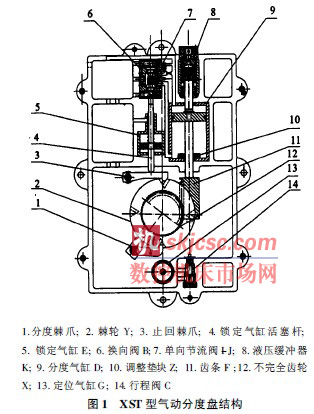
1 XST 型氣(qì)動分度盤結構原理(lǐ)
旋轉分度是傳送工件的主要形式之一. 在(zài)旋(xuán)轉分度盤上, 隻需將工件進行一次定位和裝卸, 就可(kě)以完(wán)成兩個以上、直至20 多(duō)個加工操作, 可使整個加工工序的(de)進給功能減少到最小. 作為加工設備集成化的基本單元, 旋轉分度裝置在工業生產中得到了(le)廣泛的(de)應用, 且能適應電力、液壓、氣壓、機械傳動等多種動力驅動方式. XST 型氣動分(fèn)度盤(pán)就是將氣壓驅動與機械機構傳動巧妙組合、完成回轉(zhuǎn)分(fèn)度功能的一種進給裝置, 它特別適用於(yú)自動裝配線和包裝機械中需間隙分度的場合, 其結構如圖1 所示.
1. 1 總體結構
由圖1 可見, 分度裝置殼體中內置下列氣動元(yuán)件: 分(fèn)度氣缸D、鎖定氣缸E、行程閥C、換向閥B、液壓緩衝器(qì)K、單向節流閥I-J. 齒條F 與缸D 活塞(sāi)杆一體,F 與不(bú)完全齒輪X 相齧合, X 與棘輪Y 處於同一回轉中心但分別支承在軸承的(de)內外圈上, 分(fèn)度盤固聯在棘輪(lún)Y 上. 此外, 在分度裝置中嵌裝了一個定位氣缸G.
1. 2 動作原理
圖1 所示的為分(fèn)度盤初始狀態, 二位四通閥B未接收到輸入脈衝信號, 工作(zuò)氣壓(yā)經閥B 下位至氣缸D 下腔, 活塞杆( 齒條) 處於向上抬起位(wèi)置.若閥B 接收(shōu)到輸入信號, B 換(huàn)向( 上位) , 氣(qì)缸D下腔中的氣經閥B 上(shàng)位排出; 同時, 工作氣壓(yā)經(jīng)B上位打開單向(xiàng)節流(liú)閥中的單向閥I 後(hòu)分3 路: 一路進入單作用氣缸E 上腔, 使E 的活塞杆(gǎn)鎖(suǒ)定棘爪3,也即鎖定分度盤; 一路進入雙作用氣缸D 的上腔,使D 的活塞帶動齒條F 向下移動直至壓(yā)下行程閥(fá)C頂杆, C 打開( 上位) ; 此時經閥B 後的工作氣壓另一路(lù)經C( 上位) 至B 的下控製腔, 使閥B 複位( 下位) .這樣, 雙作用氣(qì)缸D 上腔氣體經節流閥(fá)J 從(cóng)閥B( 下位) 排出, 缸E 對(duì)棘爪3 的鎖定解除, 經閥B( 下位(wèi))進入缸D 下腔的工(gōng)作氣壓使活(huó)塞帶動齒條F 上移,棘輪( 回轉盤) 轉動, 完成一個分(fèn)度動作.
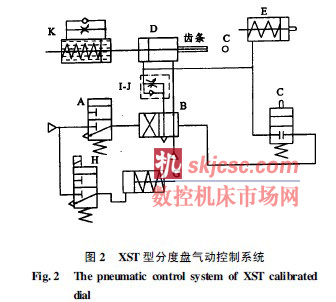
單向節流閥中的節流閥J 用於控製分度時缸D上腔的排氣速度(dù), 也即控(kòng)製分度速度. 液壓(yā)緩衝器K與缸D 串聯, 保證分度動作平穩, 無剛性衝擊. 定位缸G 利用帶錐麵的(de)插銷保證分度盤分度後的定位精度, 插拔銷動作由一個電(diàn)磁換向(xiàng)閥H 控製( 見圖2) .
1. 3 氣動控製係統
圖2 所(suǒ)示為該分度裝置的氣動控製係(xì)統. 圖2中二位三通閥A 和H 是(shì)安裝在裝(zhuāng)置殼體之外的. 閥A 的閥(fá)芯工作位置由輸入的脈(mò)衝信號控(kòng)製, 該閥是用於控製閥B 的工作位置的. 其它(tā)各元件作用均已(yǐ)在上述分度盤動作原理中闡明.
2 XST 型(xíng)氣動分度盤結(jié)構特點
XST 型氣動分度盤結構(gòu)新穎、緊湊、巧妙(miào), 具體體現(xiàn)在3 個方(fāng)麵.
2. 1 嵌入式(shì)氣動元件(jiàn)的集合
由圖(tú)1 可見, 絕大部分氣(qì)動(dòng)元件如分度氣缸D、鎖定(dìng)氣缸E、定位氣缸G、液壓緩(huǎn)衝器K、行程閥C、換向閥B、單向節(jiē)流閥(fá)I-J, 安裝形式均采用嵌入式,且都置於裝(zhuāng)置的同一殼體內. 部分通氣管路也置於殼體內. 這樣(yàng), 既使整(zhěng)個裝置結構緊(jǐn)湊(còu), 也有利於密封、防泄(xiè)漏和減少壓力損失. 雖然(rán)這給裝置的殼(ké)體加工帶來複(fù)雜(zá)性, 但目前內腔加工工藝(yì)十分成熟,不會給加工(gōng)帶來多大困難, 且(qiě)能保證加工質量.
2. 2 氣(qì)動元件與機械機構的巧妙(miào)組合
1) 分度缸D 的活塞杆下部即為齒條F, 通過該齒條(tiáo)與齒(chǐ)輪X 的齧合(hé)帶動棘輪Y 回(huí)轉, 實現分度盤的分度動作, 即由氣動執行元件驅(qū)動機械傳動機構. 分度量由齒(chǐ)條( 即活塞杆) 行程決(jué)定.
2) 由(yóu)於齒條F 隨活塞上下移動, 不完全齒(chǐ)輪X隨之正反向旋轉, 而棘輪Y 的(de)分度動作隻能是單向 ( 逆時針) 轉動, 故設置了止(zhǐ)回棘爪3. 該(gāi)棘爪(zhǎo)是由(yóu)單作用缸E 活塞杆的下壓(yā)起鎖定作用的, 即(jí)由氣動鎖(suǒ)定. 這點與一(yī)般機(jī)械(xiè)上的棘輪機構(gòu)也明顯不同.
3) 行程閥C 用於控製換向閥B 的換向, 而(ér)行程閥C 的開啟由齒條F 下行( 輔助運動, 上行才是分度運動) 至行程終了時壓(yā)合完成; 而齒條的(de)運動又由氣缸D 完成(chéng), 故這一(yī)過程中實現了氣壓與機械之(zhī)間多次的(de)控製轉換和能量(liàng)轉換.
在設計中把氣動元(yuán)件與機械機構、氣壓傳動與機械傳動巧妙組合(hé), 能使機構設計簡化、結構(gòu)輕巧,能很好地完成各種特(tè)定動作, 實現各(gè)種功能. 2. 3 分度(dù)角度( 分度數(shù)) 的調節(jiē)和分度(dù)定位棘輪Y 一次回轉的角度由齒條F 的行程, 即缸D 活塞的行程決定(dìng), 而活(huó)塞行程通過調整或更換缸D 內(nèi)的墊塊Z 來實現( Z 由(yóu)兩半圓柱(zhù)麵組成) . 所以,該裝置配(pèi)合更換(huàn)部(bù)分零(líng)件不僅能進行標準分度數4的分度, 而且能實現標準分度和專用多重分度點數之間的互換.
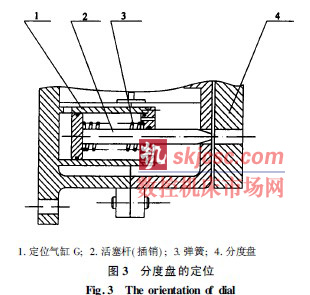
為了使分度後(hòu)順利、準確定位, 設置了一單作用定位氣缸G. 見圖3, 活塞杆2 的運動配合分度缸D 活塞的運動, 在分(fèn)度前讓定位銷從分度盤4 中拔出, 分度(dù)完成後(hòu)插入; 銷子前(qián)端製成錐形, 這樣不僅(jǐn)有利於插拔銷動(dòng)作(zuò), 且(qiě)能保證定(dìng)位(wèi)精度.
3 主要設計參數的確(què)定
根(gēn)據(jù)工作情(qíng)況, 設定工作(zuò)氣壓為0. 6 MPa. 實(shí)際工作中, 在氣缸直徑(jìng)一定的情況下, 往往通過調整工作氣壓來適應負載的變化, 故該(gāi)處的0. 6 MPa 隻是適合一般供氣壓力(lì)的(de)一設計(jì)參數(shù).
3. 1 雙作用氣缸D( 分(fèn)度缸) 的設計計算
取分度(dù)齒輪的齒(chǐ)數z 1 = 28, 模數m = 2. 5 mm,則齒輪分度圓直徑d 1 = m z 1 = 70 mm; 設(shè)需(xū)傳遞的(de)扭矩M = 50 Nm, 則氣缸上(shàng)的工作負載F = 2M/ d1= 1 428. 57 N.
根據活塞受力平衡(héng)條件, 氣缸上的工作(zuò)負載為
F = [ pP( D2 - d2) / 4] – Fz
式(shì)中: Fz ) 總阻力( 由運動部件慣性力、背壓阻力、密封處摩擦阻力等構(gòu)成) ; D ) 缸內直徑; d ) 活塞杆直徑; p ) 氣缸工(gōng)作壓力.一般Fz 可以總阻力損失係數G 的形式計入公式, 則(zé)
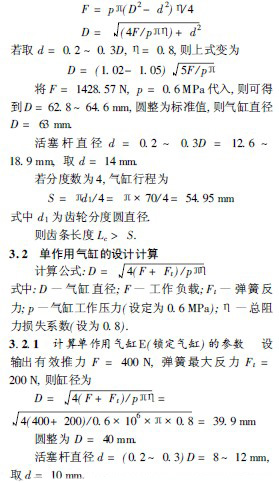
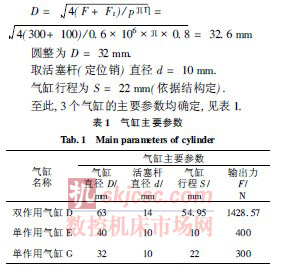
氣缸行(háng)程(chéng)為S = 10 mm( 依據結構定) .
3. 2. 2 計算單作用氣缸G( 定位氣缸) 的參(cān)數
設輸出有效推力F = 300 N, 彈簧最大反力Ft =100 N, 則缸徑為
4 分度(dù)精度(dù)的保證和提高
各種(zhǒng)類型、各種驅動和控製方式的分度盤的關(guān)鍵技術之一(yī)是提高和保證分度精(jīng)度, 這樣才可能進(jìn)入需要精密分度(dù)的應用領域, 提高產品的價值和生命力; 對精密分度技術(shù)的研究和應用開發(fā)在國內外都是熱點. 然而, 由於空氣的可壓縮性, 較難實(shí)現分度運動(dòng)的平穩性, 故氣動分度精度的提高有一定難度, 也(yě)限製了它(tā)的應用範(fàn)圍.
本分度盤的設計中, 設置了定位氣缸G 且采用(yòng)錐形定(dìng)位(wèi)銷(xiāo), 又由液壓(yā)緩衝器保證分度動作(zuò)的平穩, 實現(xiàn)了± 0. 03 mm 的定位精(jīng)度(dù)要求.要進一步提高分度精度, 提升分度裝置的應用(yòng)價值, 對照國內(nèi)外精密分度技術, 除了一些常規技術手段以外, 關鍵是解決(jué)終端位置的精確檢(jiǎn)測和控製. 在(zài)傳(chuán)感(gǎn)技術成熟發(fā)展(zhǎn)的今(jīn)天, 結合氣動技術, 可采用各種(zhǒng)非(fēi)接觸式氣動傳感器( 如背壓式(shì)傳感器、反射式傳感器和遮斷式傳感器) 來(lái)作位置檢測, 其輸出信(xìn)號可直接或經(jīng)放大驅動控(kòng)製(zhì)元件和對誤差進行實時修正(zhèng). 應用高精度(dù)的氣動伺服(fú)定位係統也是研究開發的方向.
5 緩衝方式(shì)的選(xuǎn)擇和比較
本分度裝置采用與分(fèn)度氣缸(gāng)D 串聯安(ān)裝的液壓緩衝器K 來實現緩衝. 在氣缸D 活塞帶動齒條向上運動時, 液壓阻尼器K 發(fā)生(shēng)作用, 阻尼(ní)器活塞上的單(dān)向閥關閉, 液流從內部的節流閥(fá)通過; 同時彈簧亦吸收部分動能, 從而保證了缸D 活塞帶齒條在無剛性衝擊下緩緩上移, 分度盤平穩回轉完成分度動作.常見的緩衝方式(shì)有4 種.
5. 1 內部緩衝
內部緩衝是在(zài)氣缸內部(bù)設(shè)置緩衝裝置. 活塞頭部帶有緩衝凸台, 氣缸端部內置凹腔. 當活塞(sāi)行程至(zhì)凸台進入凹腔時, 氣缸右腔的氣隻能通過凹凸(tū)間的空隙排(pái)出, 活塞就開始減(jiǎn)速( 參見圖7) . 這(zhè)種緩衝方(fāng)式在某些標準氣缸上也能見到(dào). 緩衝效果與合適的間隙(xì)量有關.
5. 2 外部緩衝
外部緩衝是在機構上加彈簧緩衝器、液壓緩衝器等. 彈簧緩衝器是利用彈簧壓縮產生的彈力來吸收機械能, 其(qí)結構簡單, 但緩衝效果較差, 可用於低(dī)速、輕(qīng)載場合. 有時在機構行程終端加厚的橡膠彈性墊, 其原(yuán)理與彈簧緩衝(chōng)器工作原理(lǐ)一樣. 液壓緩衝器能承受高速衝擊且緩衝性能好, 故應(yīng)用較多,其形式雖有多種, 但原理都是靠小(xiǎo)孔(kǒng)產生阻尼及彈簧吸收能量.
圖4 所示是一種多孔固定式液壓緩衝器. 當負載撞(zhuàng)上緩衝器(qì)活塞杆時, 活(huó)塞向(xiàng)左運動, 活塞左腔高壓油經小孔流向活塞右腔. 外力去除後, 活(huó)塞在油壓力和(hé)彈簧力作用下(xià)返回右端. 這類緩衝器(qì)也可做成可調式的(de), 內部設置調節杆用以調節小孔節(jiē)流麵(miàn)積, 從而改變緩衝能力(lì). XST 型氣動分(fèn)度盤采用(yòng)的緩衝(chōng)裝置基本(běn)屬於這一種.
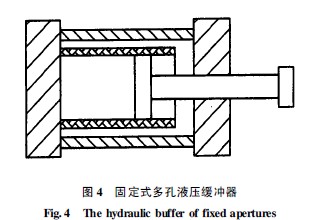
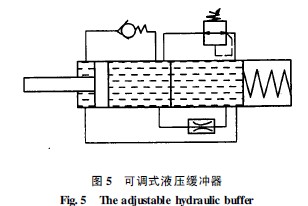
圖5 所示為另一種類的可(kě)調液壓緩衝器, 調節(jiē)壓力控製閥的(de)開度(dù)就可以(yǐ)控製(zhì)缸右腔液體(tǐ)流動阻尼的大小, 從而調節緩衝能(néng)力(lì).
5. 3 回路緩衝
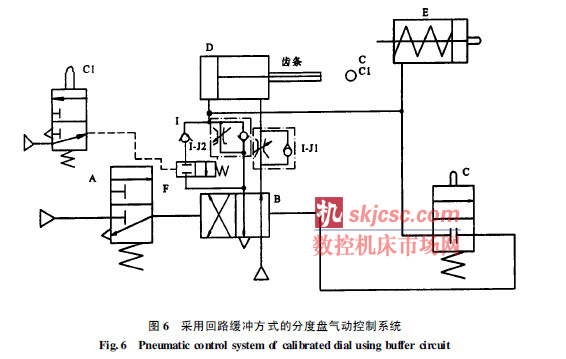
回路(lù)緩衝是(shì)在氣動係(xì)統中采用緩衝回路, 使工作(zuò)氣缸活塞行(háng)程到位前(qián)減速(sù), 從而避免衝擊. 這種借助回路實現緩衝的方法不增加氣缸設計和機構設計的複雜性, 隻要是對緩衝沒(méi)有特殊要求的場(chǎng)合均能采用. 圖6 即是采用(yòng)回路緩衝方式的分度盤氣動控製係統.
與圖2 相比, 在該控製係統中增加了二位三通行程閥C1、二位二通單氣控閥F、單向閥I 及單向節流閥I-J1. 其(qí)緩衝原理為: 齒條上行( 分度) 的速度由進氣路上的I-J1 調節, 分度氣缸D 上腔( 左腔) 的氣(qì)可經單向閥I、閥F 右位( 因此時C1 是壓合位置) 、再經(jīng)閥B 右位排出; 當(dāng)行程快到位時, 因C1 已放開, 控製氣壓經C1 下位(wèi)至閥F, 使F 以左位接入,此時氣缸D 上腔( 左腔) 的氣隻能(néng)通(tōng)過(guò)I-J2 中的節流閥、再經閥B 右位排出, 故排氣阻力(lì)增加, 實現減速緩衝. 此外, 因為采用了回路緩衝方式(shì), 故去掉了液壓緩(huǎn)衝器K.
5. 4 聯合(hé)緩(huǎn)衝
為了增大緩衝(chōng)效果, 可以既在工作氣缸內部設置緩衝(chōng)、又在機構外部安裝緩衝器. 圖7 所示的氣動直線送料機構即采用了此種緩衝形式. 送料氣缸1內部設置了緩衝裝置, 當活塞上的緩(huǎn)衝套2 進入緩衝凹腔時, 排氣阻力增大, 活塞速度變慢, 實現第(dì)一步緩衝(chōng); 在行程終端設置(zhì)了(le)外部緩衝裝置, 擋(dǎng)塊6 進行粗略定位調整(zhěng), 擋塊7 按精確定位要求(qiú)調整好與6 的位置後(hòu)用螺母5 鎖緊, 當行(háng)程接近送料長度時,送(sòng)料塊4 壓著外部緩(huǎn)衝(chōng)氣缸9 的活塞杆8, 使(shǐ)它退回, 直至精確定位擋塊7, 實現第二步緩(huǎn)衝和送料的準確定位.
聯合緩衝方式適用於對執行(háng)元件( 如氣缸) 的動作平穩性要求(qiú)特別(bié)高及要求精確定(dìng)位的機(jī)構中.
6 結 語(yǔ)
QST 型氣(qì)動分度盤采用氣動控(kòng)製技術(shù), 將氣動執行元件和常用機械傳動機構(gòu)巧妙組合, 實現了間隙回轉分度的功能, 該設計作為一新穎實(shí)用(yòng)技術在生產實際中得到了應(yīng)用.
該產品的後續研究開發重點(diǎn)是: 應(yīng)用精密分度技術, 大幅提高分度精度和實(shí)現抗幹擾的平穩分(fèn)度; 為實(shí)現標準化和滿足互換性要求, 安(ān)裝可互換的分度板或擋塊, 使它能(néng)實現若幹個標準分度步數 ( 3, 4, 6, 8, 12, 24) , 也可實現多重分(fèn)度點數的分度.隻有這樣, 才能增加產(chǎn)品的科技含量, 提升其應用價值, 拓展應用領域, 實現產品真正意義上的更新換代.
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎(yíng)聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com






")

