
高邁特(tè)作為鑽孔、鏜削、鉸削和螺紋(wén)加工等高精度金屬切削領域的專(zhuān)家,其產(chǎn)品成功應用於發動機加工領域。近年來(lái),隨著機床技術的突(tū)破和先(xiān)進高效刀具的推廣應用,發動機孔加工的工藝裝備也發生了很(hěn)大的變化。在發動(dòng)機自製件的機加工工藝中,尤其是缸體和缸蓋兩個箱體類(lèi)零件中,孔加(jiā)工占據了相當大的比例, 比較典型的孔加工工藝還有凸輪軸孔、曲軸孔、缸(gāng)孔、氣(qì)門導管和閥座孔(kǒng)等。不斷提高(gāo)孔係(xì)加工(gōng)的效率(lǜ)和降低加工成本,是每個生產企業和設(shè)備廠商必須考慮的。
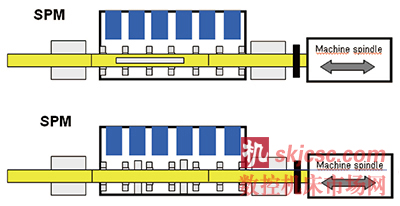
曲軸孔,凸輪(lún)軸孔加工示意圖
在大型柴油機行業的曲軸孔和(hé)凸(tū)輪軸孔的加工有著獨特的優勢和技術能力,由於大型柴油機和缸體需要高效率和高精度加工,所以高邁特在處理此類問題時采用了高(gāo)精度的線(xiàn)鏜刀加工,這種加工能有效(xiào)保證同軸度。高(gāo)邁特曾經給國內某知名柴油機企業提供過刀具長度長達2m的線鏜刀,並且使用效果穩(wěn)定可靠。

使用線鏜刀從(cóng)兩邊粗加(jiā)工凸輪軸和曲軸孔
有兩種方案可選:標準臥式加工中心及專機線。
在(zài)發動機閥座孔及其導管孔刀(dāo)具(jù)方麵,高邁特可根(gēn)據客戶不同的需求提供不同的解決方案(àn),由於閥座加工在發動機加工中也是屬於比較難(nán)加工的內容(róng)之一,此處三個角度的加工要求很高,並且和導管孔的同軸要求也非常高。所以需要在同一把刀上來(lái)完成這些加工內容。由於導管孔的材(cái)料也在變化,原來以銅合金為(wéi)主,目前市(shì)場上(shàng)有粉末冶金的,此類材料也屬於難加工材(cái)料,對於鉸刀的(de)材料也是一種(zhǒng)挑戰。高邁特對於鉸刀的塗層(céng)和(hé)材料方麵有著豐富的(de)經驗,旗下Dihart品牌源於瑞士,有著幾十(shí)年鉸刀製造經(jīng)驗。以下者三種圖片是高(gāo)邁特在不(bú)同大小型號和不同要求的情(qíng)況下三種方案。
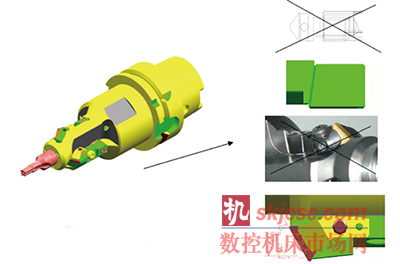
a,固定的可調非標刀具
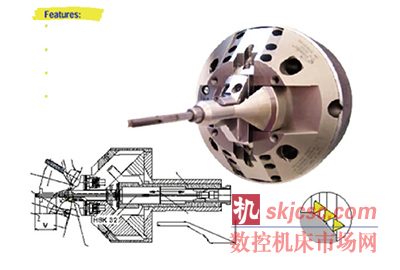
b,帶滑(huá)車配合專機的Facing Head
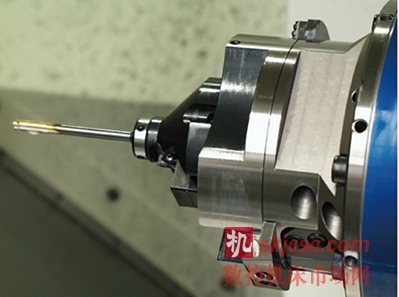
c,U 軸刀具可與加工中(zhōng)心配合帶滑車功能
在傳(chuán)統(tǒng)刀具(jù)細節(jiē)方麵,高邁特的產品(pǐn)也有著獨(dú)特的優勢,例如:刀片式深孔鑽頭可至9倍D:直徑(jìng)20-155都有標準產(chǎn)品,此類鑽頭有兩個特點:1)中心鑽定心(xīn)-防(fáng)止鑽偏;2)有導向塊支撐-防止徑向力過大(dà)容易損壞刀片和刀(dāo)體,也可在鑽穿(chuān)孔時防(fáng)止衝擊力量過大導致刀片崩刃。
在此基礎上高邁特在AMB展覽會上推出了(le)另外(wài)一種跟(gēn)此類(lèi)刀(dāo)具相似的,方形刀片不帶導向塊的鑽頭。更加的強壯和適合更複雜的工況,會在近期推向市場,相信這款刀具將更加增加客戶的信任。

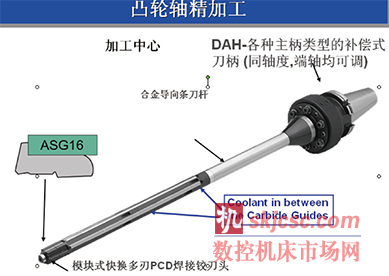
帶補(bǔ)償刀柄和導條(tiáo)的凸輪軸加工鉸刀,這種刀柄可以補償機床的主軸跳動,對加工質量(liàng)和刀具壽命都有很大的提高和改善。特別是(shì)鉸刀這種高精密加工刀(dāo)具,都需要較好的徑向齒跳一般要求5um以內。
如果您有機床行業、企業(yè)相關(guān)新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








