
某公司在(zài)沒有現成加工鼓形齒設備的情況下,為滿足(zú)臨時加(jiā)工一鼓形齒齒輪的生產急需,基於YW3180 型(xíng)滾齒機的仿形功能(néng),特(tè)設計了一種靠模來加工鼓形齒齒輪(lún),以節約成本、縮短周期。
1 鼓形齒的加(jiā)工原理
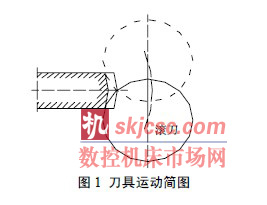
鼓形齒滾(gǔn)切是由刀具軸向進給運(yùn)動和仿形機構的徑向進給(gěi)運動複合而成。在加工過程中,刀架滑板帶動靠模樣(yàng)板移動(dòng),仿形機構的傳感(gǎn)器觸頭始終與靠模樣板接觸,通過靠模樣板鼓形的軸向變化使傳感器不斷發出信號,使仿形閥頻繁地激磁和去磁,帶動工作台不斷移動,改變切削深度達(dá)到鼓形(xíng)齒的加工。滾刀運動(dòng)如圖1 所示.
2 靠模設計
2.1 靠模凸度半徑計算
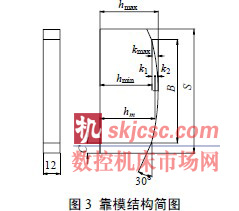
圖2 為靠模凸度(dù)設計原理簡圖,靠模結(jié)構簡圖如圖3 所示。
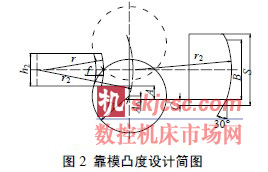
根據文獻(xiàn)[1],工件凸度半徑為:
![]()
其中:k 為鼓形齒齒輪的鼓形量;h2 為工件寬度。
由圖2 可知,靠模凸(tū)度(dù)半徑為:
![]()
2.2 靠(kào)模高度計算
根據圖2,由作圖法可得靠模(mó)的最小高度為:
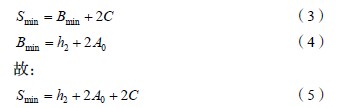
其中:C 為觸頭保護行程;A0 為靠模切入邊和離開邊的超(chāo)程量。
根據文獻[1]、[2]和鼓形齒加工原理得:
為了在靠(kào)模的切入邊和離開邊使工件得到更為完整的滾切(qiē),一般(bān)實際設計中可將A0 取得比理論尺寸稍大一些,如果取值為A,那(nà)麽靠模的總高度為:
S = h + 2A+ 2C (8)
2.3 靠(kào)模寬度計算
由於靠模是裝在機床的凹形槽中,機床自身(shēn)結構決定了從(cóng)靠模(mó)底麵至圓弧中間寬度的距離hm及鼓形(xíng)量k。針對YW3180 型滾(gǔn)齒機,hm 為56 mm,最(zuì)大鼓形量kmax 為10 mm,其中k1、k2 為鼓形量的一半(bàn),即k1=k2。在實際加工中k1、k2 由工件的(de)鼓形量決定。
由圖3 可知,靠模最大(dà)寬(kuān)度、最小寬度分別為(wéi)

靠模厚度由機床的凹形槽寬度決定,此處取靠模厚度為12 mm。
3 靠模的應用(yòng)
對某鼓形齒齒輪進行加工(gōng),基本參數(shù)見表1。
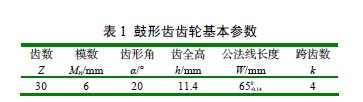
由產品設計圖紙可知,該鼓形齒的凸度半徑為r=94.8 mm,工件寬度(dù)h2=50 mm。若鼓形齒單側削薄量0.33 mm,則k1=k2=0.33/2=0.155。加工(gōng)工件采用的滾刀外徑r1=53 mm。由式(2)、式(8)和式(9)得靠(kào)模凸度半徑r2=135.44 mm、靠模最大寬度hmax=56.15 mm、最(zuì)小(xiǎo)寬度hmin=55.85 mm。對采用靠模加工出的鼓形齒齒輪進行(háng)檢測,結果為:工件齒寬的中間部(bù)位公法線長W=64.86 mm,齒寬兩端部位(wèi)的(de)公法線長分別為W1=64.52 mm, W2=64.51 mm,滾切後的鼓形齒齒輪滿足圖紙要求。
4 結束語
基於YW3180 型滾齒機設(shè)計的鼓形齒齒輪加工靠模,經生產運用(yòng),能夠加工出(chū)合格的產品。
如果您有機床行業、企(qǐ)業(yè)相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯(lián)係本網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com








