
現今,鋁(lǚ)合金材高效高速數控加工機床技術已相當成熟,並得到了廣泛應用。隨著鈦合金材整體構件在大(dà)型飛機上的應用增多,其切削加工的低效已成為大(dà)型飛機快速製造的瓶頸,配置有高功率(lǜ)高轉矩主軸的鈦合金材高速數(shù)控MC機床已成為許多航宇製造業用戶特別關注和優先考慮的現代化先進關鍵製造裝備之一。所有這些,促使工(gōng)業界更加關注鈦合金材HEM-HSM加工技術及其裝備的發展與工業應用。世界許多著名數控機床和主軸製造商也都加強了對該技術領域的開發研究力(lì)度,一些機床製造商甚至還成立專(zhuān)門的研發中心,積極為航宇製造業推出(chū)了多種類型用於大型複雜鈦合金材整體結構件HEM-HSM加工應用的(de)數控加工機床。
眾所周知,直到目前為止(zhǐ)工業界對高速加工(gōng)技術HSM還未有一種統一、明確、權威和公認的定義。實際上,HSM 技術中“高速”是為一種相對性概念(niàn),對不同工件材料或不同切削工藝類型其HSM定義的“高速(sù)”速度範圍則是不同的。鈦合金材相對(duì)材料可(kě)加工性Kr僅(jǐn)為0.22~0.35,屬很難切削加工之金屬材,其高速切削速度範圍(wéi)(100~1,200m/min)遠低於鋁合金材(cái)(2,500~7,500m/min)。比如一把直徑50mm刀具,在(zài)主軸轉速(sù)4,000r/min時其(qí)切削(xuē)速度為628m/min,對鋁合金材而言,這挨不上高速的邊,但對鈦合金材而言,這已是較高速了。顯然,用(yòng)於鈦(tài)合金材HEM-HSM加(jiā)工應用的高速(sù)數控加工機床明顯不(bú)同於鋁合金材場合,簡單地講,對鋁合金(jīn)材(cái)需要高功率高轉速主軸的數控加工機床,對鈦合金材則需要高功率高轉矩主軸的數控加工機床。
鈦(tài)合金材為何難切削加工
鈦合金材具有高強度(dù)、高硬度和低密(mì)度材料特(tè)性,如鈦合(hé)金(jīn)Ti-6Al-4V(簡稱Ti-6-4)抗拉強度達900MPa,硬度為250∼375HB,密度4.42 g/cm3,使得鈦合金材整體(tǐ)結構件除在現(xiàn)代軍用飛機上得到廣泛應(yīng)用外,在現代大型客機上也得(dé)到了越來越多(duō)的應用,其用材(cái)重量占飛機結構(gòu)總重量百分比數呈現快速上升趨勢,並已開始超過(guò)了鋼結構件。因此,實現鈦合金材(cái)結構件高效率切削加工已成為大型飛機製造生產之(zhī)關鍵。然而,和鋁合金(jīn)材相比,鈦合金材(cái)屬很難加工金屬材,其切削加工的難點主要表現在如下若幹方麵:
大切削力
眾所周知,通常金屬(shǔ)材料的硬度和強度越高,則(zé)其切削加工所需要的切削力(lì)就越大,切削溫度就越高,刀具磨損就越快,故相對可加工性也就越差。如鋁(lǚ)合金材相對可(kě)加工性係數Kr為2.0∼7.5,高強度鋼Kr為0.3∼0.7,鈦合金Kr為0.22∼0.35,而航(háng)空高強度高溫合金Kr僅0.07∼0.3。因此,和切削(xuē)加工鋁合金等輕金屬材相比,鈦合金材切削加工需要更大切削力,通常需近1,000∼數千牛(Newton,N),是普通鋼(gāng)材(cái)的2∼4倍,是鋁合金材的10∼40倍。如用一把4齒直徑32mm的端銑刀,切深19mm,以20 cm3/min金屬切(qiē)除率切削加工(gōng)鈦合金材時將會產生4,445N (1,000 lbs)負載(zǎi)力,若刀具磨損50%,負載力將增(zēng)加至8,890N。因此,加工鈦合金等硬合(hé)金(jīn)材需要大切削力就意味著(zhe)需要高轉矩主軸,或就意味著僅允許使用較低切削速(sù)度,大約僅為鋁合金材時的10%。
高切削溫度
切削加工鈦合金材時,通常切屑與刀(dāo)具(jù)前(qián)刀接觸麵較小,切削點的溫度極高,可達1,100~1,200℃左右,切削區高溫狀態易使刀尖很快熔化或粘結,導致刀具磨損嚴重。
此外,鈦合金材熱傳(chuán)導係數低,大約僅為合金鋼(gāng)的15%,鋁合金(jīn)材的5%,(鈦熱傳導係數(shù)15.24 W/mK;鈦(tài)合金Ti-6-4為7.56W/mK;AISI 4340合金鋼為44.6W/mK;45號鋼為50.2W/mK;7075鋁合金為130W/mK),大約80%切削加工過程中所產生(shēng)的熱量傳入到(dào)刀(dāo)具中,而不像典型高速切削加工鋁合金(jīn)等金屬(shǔ)材那樣有75%熱量傳入到切(qiē)屑中,傳到刀具僅約15%。因此,鈦合金切削過程中刀具切削點的高溫熱(rè)量很難由切(qiē)屑快速帶走,加速了(le)刀具磨損。這也就決定了對鈦合(hé)金材必須采(cǎi)用高壓大流量冷卻液切削加工(gōng)。
易生成硬化層
鈦化(huà)學活性高,在高溫狀態下極易(yì)發生化學反應,導致切削表麵生(shēng)成硬化層,其(qí)深(shēn)度可達0.1∼0.15mm,致使表層硬度大幅度提高,加速了刀具磨損。同時,高化學活性導致加(jiā)工中切屑與刀具的粘結現象嚴重,也(yě)加速了刀具磨(mó)損。
高摩擦功
鈦(tài)合金摩擦係數大(dà),導致在切削(xuē)過程中,切屑流(liú)經刀具(jù)前刀麵(miàn)時所需摩擦功大,摩擦界麵溫度極高,進一步加速了刀具磨損。
易產生彈性變形和振動
鈦合金彈性(xìng)模量(liàng)小(鈦合金Ti-6-4為110kN/mm2,鋼Ck45110kN/mm2,210kN/mm2),導(dǎo)致切削時易產生彈性變形和振動,不僅影響零件加工(gōng)尺寸精(jīng)度和加工表麵(miàn)粗糙度,而且已加工麵的彈性恢複較大,約為不鏽鋼的2∼3倍,同樣可加速刀具磨損。
同時,鈦(tài)合金低彈(dàn)性模量使其具有明顯橡膠(jiāo)特性趨勢,容易使刀具切削刃產生屑瘤,同樣也可加速刀具磨損,製約了使用高切削速(sù)度。
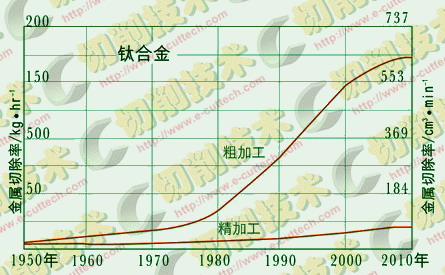
圖(tú)1 鈦合金金屬切除率mrr提高曆程
小刀具接觸弧(hú)係(xì)數
為(wéi)維持高刀具耐(nài)用度和改善加工質量,切削加(jiā)工鈦合金材整體(tǐ)構件,一般要求刀具接觸弧係數≦40%,在使用較高切削速度(≧120m/min)時則通常要(yào)求刀具接觸弧(hú)係數≦15%,普通鋼則可達50-100%。刀具接觸弧係數定義為刀具切削寬度WOC(徑向切深,Radial Depth of cut)和(hé)刀具直徑D比值之百分數。此外,工業(yè)實踐表明:當刀具(jù)接觸弧係數≦25%時,切削速度可增加50%,而當刀具接觸弧係數(shù)≦10%時,切削速度可增加100%。
鑒於上述鈦合金材切削加工之特殊性,因而和切削加工鋁合金材相比,對其加工效率、加工精度、加工表麵粗糙度、刀具耐用度、顫振抑製和(hé)變形控製等都(dōu)提出更高的要求。為此,世界許多著名的數控機床製造(zào)商都對傳統高速數控加(jiā)工機床進(jìn)行(háng)創新性發展(zhǎn),積極推出了適合於鈦合金材(cái)整體結構件HEM-HSM加工的各種高效高(gāo)速數控加工(gōng)機床。如日本Makino公司在其Mason 工(gōng)廠專門成(chéng)立了鈦合金加工技術研究(jiū)開發中心,並在最近幾(jǐ)年推出了多款鈦合金材高效高(gāo)速數(shù)控加工機床。
對鈦合金數控加工機床之基本要求
目前,許多機床製(zhì)造商(shāng)推出(chū)的用於大型(xíng)鋁合金等輕合金材的HEM-HSM切削加工的高效高速數(shù)控機床,若將它用於對諸(zhū)如高強度鋼、不鏽鋼、鈦合金和航空高(gāo)溫合金等一類具有高強度與高硬度的難加工金屬材料實現HEM-HSM加工顯然不合(hé)適,盡管它也能切削加工這些硬合金材(cái),但其切削效率卻是往往無法讓人接受。其(qí)主要原因在於:
如(rú)前所述,加工鈦合金等(děng)硬合金材需要大切削力,或者說需要高轉矩主(zhǔ)軸,而典型用於鋁合金等輕合金材的HEM-HSM切削加工的高(gāo)效高速數控機床主軸轉矩多數都小於100Nm,一般不超過200Nm,不具備(bèi)高效率加工鈦合(hé)金等硬合金材(cái)的切削加工能力。
如前所述,加工鈦合金等硬合金材通(tōng)常僅允許使用較低切削速度,即僅能使(shǐ)用較低主軸轉速,而典型用於鋁合金等(děng)輕合金材的HEM-HSM切削加工的(de)高效高速數控機床主軸轉速範(fàn)圍和目前鈦合金材(cái)加工工藝要求不相適應。
因此,對用於鈦合(hé)金材HEM-HSM加工的數(shù)控加工機床結構、剛性、動態特性、主軸與坐標驅(qū)動(dòng)、冷卻係統、刀具與刀(dāo)具接口以及控製(zhì)係統等許多關鍵數(shù)控(kòng)部件的設計製造都提出了新要求。主(zhǔ)要包含如下若(ruò)幹方麵基(jī)本(běn)要求。
高功率高轉矩主軸
從金屬切削(xuē)加工基本原理可知,對金(jīn)屬材銑削(xuē)加工時有:
mrr = aeapzfZ n×10-3 = PS×MRF(cm3/min) (1)
PS=SPF×mrr(kW) (2)
PS/n=T/9555≈T×10-4 (3)
式中r:mrr——金(jīn)屬切除率,cm3/min;
ae——切寬WOC,mm;
ap——切深DOC(軸向(xiàng)切深,Axial Depth of cut), mm;
fZ——每齒進給量,mm/刃轉;
z——刀齒數;
n——主軸轉速,r/min;
PS——主軸功率,kW;
T——主(zhǔ)軸轉矩(jǔ),Nm;
MRF——金屬切除指(zhǐ)數(shù)(Metal Removal Factor),cm3‧min-1/kW;
SPF——主軸功率指數(Spindle Power Factor),kW/cm3‧min-1;
且F = n fZ z (mm/min),F為加工進給率。
從式(1)與(2)可看出,為取得高金屬切除率mrr,作為鈦合金(jīn)材HEM-HSM加工的數控機床之主軸首先應具有足夠高的功率。目前(qián),對鈦合金材(Ti-6-4)主軸功率指數SPF典型為0.06kW/cm3‧min-1,為典型鋁合金材的4倍。在實際工業生產中,綜合考慮到刀具使用壽命、機床特性、加工(gōng)精度和加(jiā)工質量(liàng)等諸多因素的約束,目前(qián)銑削鈦合(hé)金材(Ti-6-4)所能取得的金屬切除率mrr約40~700cm3/min(典型100~400cm3/min),僅為鋁合(hé)金材的5~10%。因而,加工鈦合金材時所需的主軸功率(lǜ)可能反而比加工鋁合金材時低,盡管其SPF高於(yú)鋁合金材。加工如鈦合金材時主軸功率為22.5kW,而加工如鋁合金材(cái)時(shí)主軸功率為70 kW比較合適的。目前,用於(yú)鈦合金材零件HEM-HSM切削加工的數控MC機床,其(qí)典型主軸功率為30~60kW,並呈現出逐(zhú)年提高的趨(qū)勢,目前最高已超過100kW。同時,由式(3)可看出:對確定主軸功率,為取得大(dà)切削力(高轉矩(jǔ)),則應采用較低主軸轉速(較低切削速度),或說要求(qiú)主軸能提供足(zú)夠高的額定功率/轉速比,通常要求大於0.1。這就要求作為鈦合金材HEM-HSM加工的數控(kòng)機床之主軸額定轉矩應不低於1,000Nm數量級。
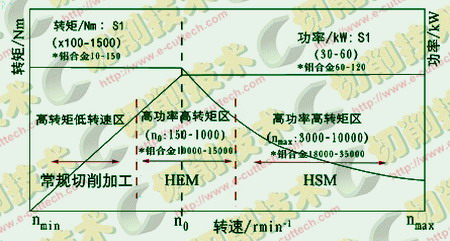
圖2 鈦合金切削(xuē)理想主軸特性曲線趨(qū)勢(shì)
通常(cháng),對(duì)鈦合金材HEM加工時要求主軸轉(zhuǎn)速低(dī)於1,000 r/min,典型為200~400 r/min,要求主軸轉矩(jǔ)300~1,500Nm;HSM加工時典型(xíng)主軸轉速為3,000~8,000r/min,典型轉矩為80~250Nm。高效加工(gōng)(HEM)新型鈦合金材(Ti-5-5-5-3)或航空高溫合金材則要使用更低主軸轉速,甚至低於100r/min,要求主軸能提供更(gèng)大轉矩(jǔ),甚至超過2,000~3,000Nm。右圖給出(chū)了目前用於鈦合金材HEM-HSM加工時較(jiào)理想的主軸功率(lǜ)/轉矩-轉速特性曲線趨勢。顯然,這是一種高功率高轉矩寬低(dī)轉(zhuǎn)速調控的主軸特性曲線,和用於鋁(lǚ)合金材(cái)HEM-HSM加工的高功率高轉速寬轉速調控的主軸特性曲線有明顯不同。正因為這(zhè)種(zhǒng)明顯差別(bié),有人形象地(dì)將鋁合(hé)金材(cái)HEM-HSM加工(gōng)機床(chuáng)比喻(yù)為F1賽車,而將鈦合金材HEM-HSM加工機床比喻為重型推土(tǔ)機(jī)。
高剛性與高動態響應性
由於加工鈦合金等難加工材(cái)時需要高功率高轉矩主軸,因而除(chú)要求主軸本身具有高剛性外,還(hái)要(yào)求機(jī)床應比加工鋁合金材時具(jù)有更高的剛性(包括高靜(jìng)剛性、高動剛性和高熱剛性)和更(gèng)高動態響應性(高定位/重複(fù)定(dìng)位精度、高進給速度和高加(jiā)速(sù)度)。同時要求機(jī)床坐標軸驅動具有足(zú)夠高(gāo)的驅動力(lì),特(tè)別(bié)對帶旋轉坐標(biāo)軸(zhóu)時(shí),要求(qiú)旋轉(zhuǎn)軸應能提供足夠高的(de)驅動轉矩,一般要求不(bú)低於1,000Nm,典型為(wéi)2,000~5,000Nm,對(duì)大重型機床甚至需要數千到20,000 Nm。
高可靠刀具接(jiē)口
使用高功率高轉矩主軸切削加工,則要求機床主軸刀具接口(kǒu)裝置具有足夠大的拉緊力和能傳(chuán)遞大扭矩的能力。同時,為抑製低頻加工振蕩,也要求刀具接口裝置具有高剛性。因而,鈦合金材高效高速(sù)數(shù)控加工機床一(yī)般配置HSK~A100,典型為(wéi)HSK~A125,甚(shèn)至使用HSK~A160。
低頻加工穩定性
如前所述,高效率加工鈦合金或航(háng)空高溫合金等難加工材整體構件時,僅允許使用較低的切削(xuē)速度,即較低的主軸(zhóu)轉速(可低於100r/min)。因(yīn)此,取得低頻加工穩定性是用(yòng)於鈦合金等硬合金材切削(xuē)加工之數控機床所必須滿足(zú)的基本要求之一。
眾所(suǒ)周(zhōu)知,數控加工機床都(dōu)存在(zài)有一自然頻率(也稱固有頻率,或剪切頻率(lǜ),或共振頻率)。典型數控加(jiā)工機床其自然頻率一般(bān)為低於350Hz。同時,構成數控機床各部件的自然頻率(lǜ)也是不同的(de)。一般認為機床床(chuáng)身自然頻率約20 Hz,立柱約95 Hz,主(zhǔ)軸(zhóu)約(yuē)320 Hz。當(dāng)加工零件時,等效於(yú)刀具刀刃在周期性地(dì)敲(qiāo)擊機床某結構部件,當這(zhè)種敲擊頻率接近機床某結構部件自然頻率範圍時,就可能激發刀具產生顫振,進而可能發生災難性(xìng)後果。因此,為避免(miǎn)或(huò)抑製產生這種(zhǒng)振蕩,就需要在機床設計階段改(gǎi)變機床結構設計,比如(rú)加厚床(chuáng)身,使立柱設計得更堅固,增(zēng)加部件質量並使連接更牢固(gù)等等(děng)。但對最終用戶而言,則通常僅能通過改變(biàn)切削加工參數來避免這種情況產生。
不同數控機床(chuáng)和主軸裝置,其自然頻率點的範圍也是有(yǒu)差異(yì)的。目前,一些機床製造商開發了一種抑製加(jiā)工刀(dāo)具振蕩(dàng)的新技術:有源阻尼係統(active damping),並已將之應用(yòng)在鈦合金材高效高(gāo)速數控加工機床上以確保(bǎo)實(shí)現低頻加(jiā)工穩定性。有關有源阻尼係統技術後文將有進一步介紹。
高壓大流量冷卻係統
盡管應用高速切削加工可(kě)實現幹切削或可采用MQL技術,使得數控(kòng)加工機床配置液(yè)壓冷卻潤滑(huá)係統目前成為一個有爭議的技術問題。但是,為了有效(xiào)提升設備加工生產率,延長設備與刀具使用壽命,改善零件加工質量,絕大多數高速數控機床仍設計配置有完善的液壓冷卻潤(rùn)滑液係統,特別是用(yòng)於鈦合金等難加工材結構件的HEM-HSM加工的高速數控MC機床,通常設計(jì)有高壓大流量(High Pressure High Volume,HPHV)液壓冷卻潤滑係統。HPHV係統一般包括直接貫通(tōng)主軸/刀具高壓冷卻係統(tǒng)(High Pressure Through Coolant,HPTC),通過多個外部噴嘴噴射的外噴式切削刀具和工(gōng)件的(de)高壓冷卻係統,以保持主軸良好(hǎo)運(yùn)行性能,快速冷(lěng)卻刀具工件和衝排切屑,提高零件加工質量,增加刀具使用壽命(mìng)。高速數控加工機床液(yè)壓冷(lěng)卻潤(rùn)滑係統典型為200∼800psi(1.38∼5.5MPa),25∼80L/min。而采用HPHV冷卻潤滑係統(tǒng)的高效高速數控機床,要求大於720psi(5MPa),常用工業標準為 1,000∼2,000psi(7∼14MPa),當壓力為1,000psi時,一般(bān)要求流量不低於30L/min(8glm)。限於篇幅,本文對(duì)此(cǐ)不作進一步分析討論。
高裝備與製造(zào)工藝融合集成性
使用較低切削速度,就意味著加工鈦合金材構件(jiàn)需要較長的(de)加工周期。通常對鈦合金Ti-6-4零(líng)件加工時間典型(xíng)為普通(tōng)鋼零件的2~4倍,是典型鋁合金材(cái)的10~12倍,而加(jiā)工Ti-5Al-5Mo-5V-3Cr 和Ti-10V-2Fe-3Al 新(xīn)型鈦合金材零(líng)件一般(bān)又比加(jiā)工Ti-6-4鈦合金材(cái)要長一倍時間。這就導致鈦合金材整體結構件切削加工(gōng)生產率低,加工成本較高。因(yīn)此,為提高鈦合金(jīn)材零件切削加工生產率,降低加工成(chéng)本,適應批量定製生產,許多數控(kòng)機床製造(zào)商將托盤化加工,或多(duō)主(zhǔ)軸加工,或多工作台(tái)(區)加工(gōng),或銑(xǐ)車(chē)複合加工,或輕(qīng)硬合金(jīn)材(cái)複合加工等製造工藝技術融合(hé)集成在鈦合金材高效高速數控加工機床上,以提(tí)高(gāo)加工生(shēng)產率,降低加工成本。後(hòu)文對此(cǐ)將有進一步討(tǎo)論。
如果您有機床行業、企業(yè)相(xiàng)關新聞稿件發表(biǎo),或進(jìn)行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com








