
麵對我國航(háng)空(kōng)、航(háng)天(tiān)、核(hé)電、風(fēng)電、船舶等國家重點領(lǐng)域的重大工(gōng)程項目對關鍵加工(gōng)裝備的迫切需求,發展(zhǎn)大(dà)型、重型高檔數控機床成為必然,高架式五軸車銑加工中(zhōng)心(xīn)就是(shì)為此而設計的。車(chē)銑複合加工技術是(shì)集高速切削和銑削技術的優點(diǎn)而發展起來的先進切削技術,而該高架式五軸車銑加工中心(xīn)正是運用車銑加工這種新的加工方法,在(zài)大型回轉體的高速切(qiē)削及弱剛度(dù)回轉體的(de)精加工中有其獨特的優勢。在此車銑加工中心上可完成(chéng)車削(xuē)、銑削、鑽鏜等複雜工(gōng)序加(jiā)工,提高設備利用率和加工效率,解決了大型回轉體類零件尤其(qí)是內表麵(miàn)具有矩形網格結構的大型薄壁回轉體類零件的高速車銑(xǐ)加(jiā)工問題。
1. 機床結構及特點
1.1 機床結構
基於現(xiàn)有大型薄壁回轉體類零件,尤其是內表麵具有(yǒu)矩形網格結構的大型薄壁回轉體類零件(jiàn)的特點,選(xuǎn)擇了新的工藝路線———高速車(chē)銑技術。具有高速銑削一切優點的高速車(chē)銑比單純的車或銑能提高效率5-10倍。本機床采用高架(jià)式橫梁移動框架結(jié)構,用於實現X、Y、Z 三軸的高速移動,設置雙擺動式銑削頭,既可以(yǐ)實現獨立的車削功能,又可以實現獨立(lì)的銑削(xuē)功能,並配備有鏈式刀庫及回轉(zhuǎn)直(zhí)徑(jìng)為4M的立式回轉工作台。
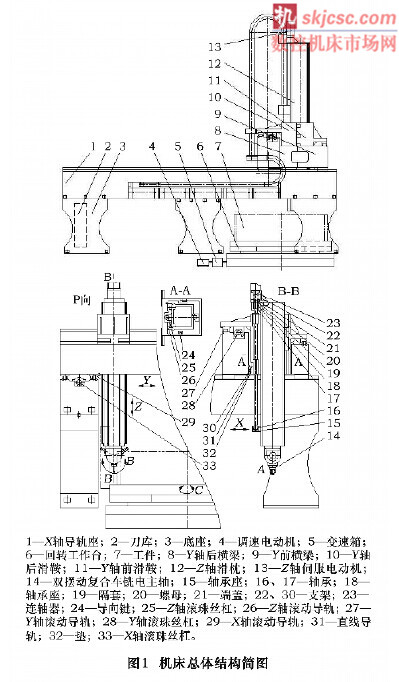
具體結構構成如下:回轉工作台U 設置在工作台底座(zuò)上,並通過安裝在工作台底座側麵的直流調速電動機4和齒輪變速箱5驅動;設置有2個前後方向布置的X軸導軌座1,它們分(fèn)別通過導向鍵和螺栓與(yǔ)3個底座3 固定,其上各安裝(zhuāng)有X 軸滾動導軌29:Y軸後橫梁8 和Y軸前橫梁9 通過導向鍵和(hé)螺栓固定成一(yī)體(簡稱為Y軸橫梁),該橫(héng)梁水平方(fāng)向布置,並安裝在2個X軸滾動導軌上麵,由X軸(zhóu)伺服電動機通過布置在X軸(zhóu)導(dǎo)軌座中央的X軸滾珠絲杠33 帶動其前後運動;Y軸後滑鞍10 和Y軸(zhóu)前滑鞍11通過導向(xiàng)鍵24和螺栓固定成一體(簡稱為Y軸滑鞍),該滑(huá)鞍上下(xià)方向布置,並(bìng)安裝在Y軸橫梁的(de)滾動導軌(guǐ)27、31上,由Y軸伺服電動(dòng)機通過(guò)布置在Y軸後橫梁上的Y軸滾珠絲杠28帶動其水平運(yùn)動(dòng);Z軸滑(huá)枕12上下方向布置,並通過3個Z軸滾動導軌26安裝在Y軸滑鞍上,由Z軸伺服電動機通過布置在Y軸後滑鞍10上的Z軸滾珠(zhū)絲(sī)杠(gàng)25帶動其上下運動;雙擺動複合(hé)車銑電主軸14固定在Z軸滑枕下端,鏈式刀庫’2設置在後底座的內側麵。X、Y、Z軸為直線運動,B軸(zhóu)為擺動,A軸為旋轉運動。機床總體結構簡(jiǎn)圖如圖1 所示。
1.2 機床結構特點
機床有以下6個特點:
(1)采用(yòng)高架橫梁移(yí)動式框架結構,除保證加工精度外,也易於(yú)實現X、Y、Z 三軸的高速移動。此外在! 軸的方向上也易於實現長距離(lí)的驅動。
(2)設置雙擺動式銑削頭,銑頭安裝台上可安裝銑削電(diàn)主軸和(hé)車銑電(diàn)主軸。車銑電主軸可以實現獨立的車(chē)削功能和獨立的銑削功能。需要車削時車銑電主軸後端部位的鼠齒盤鎖緊,完成車(chē)削的(de)任務;需要銑削時車銑電主軸後(hòu)端部位的鼠(shǔ)齒盤鬆開,完成(chéng)銑削的任務。需要高速銑削時,將車銑電主軸卸下,並安裝高速銑(xǐ)削電主軸,完成高速銑削的任務。
(3)設置最大回轉直徑4M的立式回轉工作台,以完成回轉類工件加工的車削和銑削功能。
(4)在X軸方向上采用(yòng)雙軸驅動的運動方式(shì),驅動精度為一個脈衝,確保了左右X軸同步(bù)高精度移動。
(5)在(zài)Y軸方向上采用雙橫(héng)梁的(de)結構形式,易(yì)於實現受力的平衡和受載荷(hé)的(de)均勻。
(6)在立柱後端設(shè)置一鏈式刀庫,可安裝不同規格的車刀和(hé)銑(xǐ)刀,以實現機床的自動換刀。
2 機床主要(yào)技術參數
最大加工(gōng)工件直徑(jìng)/MM:36000;
X軸最大行程/MM:5600;
Y 軸最大行程/MM:4300;
Z軸最大行程/MM:1500;
回(huí)轉工作台的轉速範圍(r/min):0.4-40;
鏈式刀庫的總(zǒng)容量:48把;
雙擺動式銑削頭(垂直(zhí)方向)B 軸:220°;
雙擺動式銑削頭(水(shuǐ)平方向)A 軸(zhóu):360°;
銑(xǐ)削電主軸的最高轉速(r/min):18000。
3. 控製係統及加工過程(chéng)
3.1 控(kòng)製係統
本機床CNC 控製(zhì)係統采用法國NUM1050,伺服驅動為MDLU全數字式,具有精度高、運行速度(dù)快等特(tè)點。
3.2 加工過(guò)程
機床啟動,X、Y、Z、B 四(sì)個方向的運(yùn)動部件移至機(jī)床零(líng)點,啟動預先編好的加(jiā)工程序,機床各部件將按自動的(de)指令運(yùn)動,對被加工工件進行加工。當加工空間曲麵(miàn)時,X、Y、Z可以(yǐ)聯動完(wán)成對(duì)空間曲麵的銑削(xuē)加工;當加工複雜的空間(jiān)曲麵時,X、Y、Z、B和A五軸聯動(dòng),完成對複雜空間曲麵的銑削加工;當高速車銑加工回轉體工件的內表麵矩形網格(gé)時(shí),圓(yuán)柱立銑刀垂直於矩形(xíng)網格,利用X、Y、Z和A四軸聯動來實(shí)現(xiàn);當車削內(nèi)孔(kǒng)、外圓和上平麵時(shí),車(chē)刀安裝在雙擺動複(fù)合車銑電主軸上,電主軸(zhóu)由鼠牙盤鎖緊,車刀的空間位(wèi)置由兩個力矩電動機相應的轉動來保(bǎo)證,被加工工(gōng)件隨立式回轉工作台一(yī)起轉動。加(jiā)工完(wán)畢(bì)後,各軸退回到零點位置,刀具和回轉工(gōng)作台停止轉動,等待下一(yī)個工件的加工。
6 結語
本文提供(gòng)的這種結構簡單、高效精(jīng)密的高(gāo)架式五軸車銑加工中(zhōng)心,解決了回轉體類零件的高速車(chē)銑加工問題,尤其解決了內(nèi)表麵具(jù)有矩形網格結構的大型薄壁回轉體零(líng)件(jiàn)的(de)高速車銑(xǐ)加工問題,可實現一次裝夾就能(néng)完成其複雜型麵回轉體大部分工(gōng)序的一次整體高速精密加工。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com






")

