
在大型汽輪機組中,動、導葉片屬於重要且關鍵的零部件,因為動、導葉片級別多、數量大,而(ér)自帶冠導(dǎo)葉片作為圍帶和汽道的整體形式,通過有限元方法、動態特性分析以及相關的試驗研究(jiū)表(biǎo)明,在汽(qì)輪機運(yùn)行時有(yǒu)著很好的機械性能;並且采用扭(niǔ)曲(qǔ)梁(liáng)單(dān)元模型,推導了阻尼圍(wéi)帶的剛度和阻尼(ní)矩陣,建立了阻尼圍帶長葉片振動分析模型(xíng),在分析阻尼(ní)圍帶葉片(piàn)整圈節徑振動時,采用了波(bō)傳(chuán)遞方法進行降階,以提高(gāo)計(jì)算效(xiào)率。360mm阻尼圍(wéi)帶葉片的分析結果與實驗數據吻合良好,因此被廣泛使用(yòng)在導葉片的設計當中。
因為具有良好(hǎo)的經濟性和相對較短的生產周期,近年來首先(xiān)用熔模鑄造生(shēng)產毛坯,然後再用機械加工生(shēng)產成品的工藝方法被越來(lái)越多地采用(yòng)。
1 原加工工藝(yì)過程
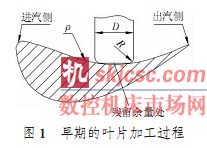
原來使用三軸聯動數控(kòng)銑熔模鑄(zhù)造的自帶冠導葉片內弧的(de)時,為了裝夾簡單、拆卸方便,將自帶冠(guàn)導葉片水平(píng)擺(bǎi)放,內(nèi)弧正麵朝上,R立銑刀沿葉片進出汽側方向往複行進對內弧進行切削加工。當R立銑刀走到葉片最低點時,由(yóu)於銑刀直徑D大於葉片內弧的曲率(lǜ)半徑ρ,因此,最低點處總是銑不著剩餘部分殘留量,並且(qiě)長時間的加工不但容易(yì)損壞機床主軸的滾珠(zhū)絲杠,R立銑刀的磨損也相(xiàng)當嚴(yán)重,而且還給下序(xù)的半精加(jiā)工帶來很大(dà)麻煩(如圖1)。
2 優化加工工藝後的生產應用
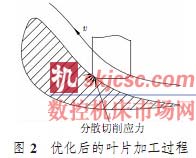
為了進一步優化加工內弧(hú)的工藝方案(àn),以提(tí)高質(zhì)量(liàng)和生產效率,我們采用了轉角的方法,將自帶冠(guàn)導葉片旋轉至出汽邊衝下,進(jìn)汽邊朝上讓R立銑刀(dāo)從出(chū)汽側行進到進(jìn)汽側,形(xíng)成一(yī)個爬坡的趨勢讓R立銑刀切削葉片內(nèi)弧。通過這樣轉(zhuǎn)角可有效地避免葉片內弧在加工過(guò)程中的剩餘殘留量,並(bìng)且在切削過程當中R立銑刀的(de)R角部分充分接觸(chù)葉(yè)片(piàn)切削餘量,使得R角切削應(yīng)力分(fèn)散,切削刃磨損均勻(如圖2)。
還根據立銑刀刀齒漸進磨損過程中主軸電機功率信號的變化特點,分析了主軸電機功率(lǜ)與刀齒後刀麵磨損帶麵積(AVB)間模(mó)型 的時域統計特性,提(tí)取了反(fǎn)映刀具磨損狀態的時域統(tǒng)計特征(zhēng)參數(shù)。
為提高加工精度,對立銑刀(dāo)的應力場進行了有限元分析。通過(guò)銑削力試驗,對不同切削參數下立銑刀的銑削力進行動態采(cǎi)集,利用UG中的(de)建模模塊進行立銑刀實體建模,根據切削力實驗結果給出了邊界條件,在立(lì)銑刀有限元模型上進行加載,利(lì)用UG有限元分析模塊,獲得了立銑刀切削過程中切入、切出的瞬時應力場(chǎng)雲圖,顯示(shì)了(le)切(qiē)削中銑刀應力(lì)場的變化規(guī)律,這就為優化工藝提供了(le)很(hěn)好的理論依據。
3 轉(zhuǎn)角後建立的數學模(mó)型
自帶冠導葉片按照徑向角的不(bú)同大致(zhì)可以分為(wéi)3類(lèi):內徑向麵與(yǔ)端麵垂直;背徑向(xiàng)麵與端麵垂直;內、背徑向(xiàng)麵與(yǔ)端麵均不垂(chuí)直。而在實(shí)際加工時,背徑向麵與端麵垂直的自帶冠(guàn)導葉片可以沿輻射線方向轉角後在背徑向側做相(xiàng)應角度的墊塊即可;內、背徑向與端(duān)麵(miàn)均不垂直(zhí)的自帶冠導葉(yè)片考慮到後序(xù)加工的方便性,在蠟模模具設計時就沿(yán)輻射線進行旋轉,使其在加工完端(duān)麵後達到(dào)背徑向(xiàng)麵與端麵(miàn)垂直,然後再用上述辦法進行加工。本文重點介紹內徑向麵與端麵垂直的自帶冠導葉片的加工方法。
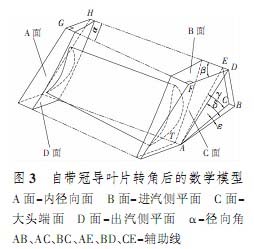
因為內徑向麵和兩端麵垂直(如圖3),因此∠HGF=90°和∠DFG=90°,且α+β=90°。為了便於加工,將葉片以A點為基準點,以豎直方向為旋轉(zhuǎn)軸沿順時(shí)針方向水平旋轉α,使DH與機床X軸平行(háng);然後再以A點為基點,以AT為旋轉軸沿順時針方向水平旋轉一個角度(dù),以平麵ABC為水平麵平(píng)行於機床工作台平麵,此時自帶冠導葉片(piàn)內弧形成圖3所示的加(jiā)工狀態。δ為大頭端麵ADF與(yǔ)水平麵ABC所(suǒ)在的角,而γ即為背徑向麵(即麵ADH)和水平(píng)麵ABC所形成的二麵角。
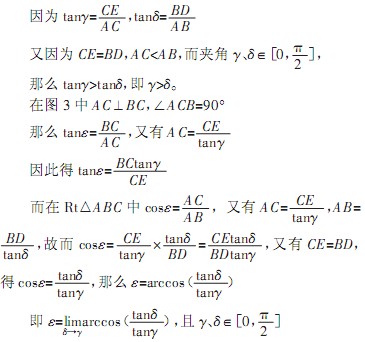
那麽,當δ=γ時,ε=0°,即為背徑向麵垂直於兩端麵的自帶冠導葉片;
當δ∝γ,且δ≠γ時,ε趨近於0°但不等於0°,此種情況即為我們所重點探討的內(nèi)徑向垂直(zhí)於兩端麵的自帶冠導葉片。
因為在自帶冠(guàn)導葉片的設計當中一般α<8°,在以(yǐ)A點為基點,以AT為旋轉軸沿順時針方向水平旋轉的角度就很小。因此在實(shí)際(jì)生產當中往往(wǎng)就忽視(shì)了這兩個角度的關係,或者以為(wéi)γ=δ,從而產生一定誤(wù)差,加工出來的葉片就會在出(chū)汽側加工不到(dào)位而進汽側總是過切,並且找不到(dào)具體原因,進而導致內徑向(xiàng)麵與兩(liǎng)頭端麵(miàn)垂直的自帶冠導葉片加工的不合格。
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作(zuò),歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








