
1 前言
低溫閥門是石油化工、煤化工(gōng)、空氣分離、天然氣、煙草等工業不可缺少的重要設(shè)備之一, 其性能和可靠性直接影響這些工(gōng)業成套設備的(de)安全和經(jīng)濟運行。低溫閥門所控製(zhì)的(de)介質除了液氮和液(yè)態惰性氣體外, 大部分介質易燃、易爆(bào)、滲透性(xìng)強。最低(dī)溫度- 269 ℃ ( 液氦) 、最高使用壓力10MPa。如此苛刻的工作條件對低溫閥門提出了特殊的要求, 其設計、製造(zào)和檢驗均與普通閥門有不同之處。在低溫工況下要求閥門必須克服三(sān)大危險因素, 即閥門在啟閉過程中殘(cán)留在中腔的低(dī)溫(wēn)介(jiè)質因環境 ( 大氣) 溫度引起急速汽化而導(dǎo)致的異常升壓;低(dī)溫向填料函傳導引起填料失效, 從而引起填料函處泄漏; 承壓件抵(dǐ)抗低溫衝擊的能力。隨著現代科技的發展, 低溫裝(zhuāng)置的規模不(bú)斷擴大(dà), 低溫閥門(mén)的需求量也越來越大。
2 低溫閥門的設計
低溫閥門不僅要有良好的密封性(xìng), 結構上要(yào)能防止低溫對填料(liào)的(de)影響, 克服在低溫條(tiáo)件下材料的(de)變(biàn)形和熱應力集中可能(néng)對閥門的破壞, 同時能及時排泄異常升(shēng)壓, 特別是所(suǒ)選用的低溫鋼要有良好(hǎo)的耐衝擊性能。
2.1 閥體設(shè)計
低溫工況下閥(fá)體所承受的溫度應力、連接管道的膨脹和收(shōu)縮附加應力都很大(dà), 要(yào)保持(chí)閥門密封副不發生(shēng)變形, 殼體的剛度很重要。此外, 為了防止低溫時應力集(jí)中的脆性破壞, 殼體中的尖角、凹槽等應盡量避免。為了保證閥體剛度, 壁厚按式( 1 ) 計算或參照ANSIB16.34 選取。
2.2 長頸閥蓋的設計
從低溫閥門的泄漏情況分析, 填料處易發生泄漏。為了克服低溫(wēn)對填料的影響采用長頸閥蓋結構, 使填料函的工作溫度接近周圍環境(jìng)溫度。圖1 是低溫閥門閥蓋頸部的基本(běn)結構與溫度分布。頸部長度(dù)L 是指填料函底部到上密封座上平麵之間的距離。根(gēn)據低溫傳熱學原理得出結構設(shè)計公式。
當填料幾何尺寸較小時( 小口徑低溫閥) 。忽略填料的影響, 頸部長度為
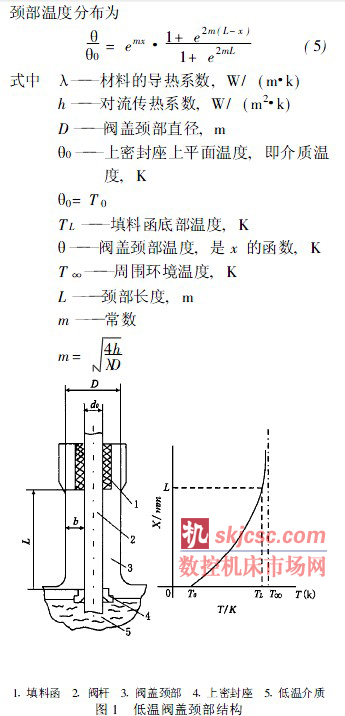
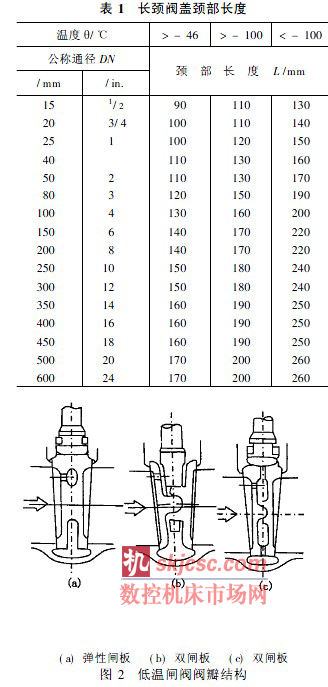
當已(yǐ)知材料的導熱係數、對流傳熱係數以(yǐ)及長(zhǎng)頸閥蓋的幾何尺寸時, 可根據式( 2) ~ ( 5) 算出頸部的最小長度L , 也可(kě)參照表1 選取L 。另外, 根據工況和現場( 如保溫、操作空間、位置等) 需要, 可以加長頸部尺寸。
2.3 異常升壓的防護
異常(cháng)升壓現象一般隻出現在低溫(wēn)閘閥中,當閘閥關閉時, 殘留在中(zhōng)腔(qiāng)的低溫液(yè)體會因(yīn)環境溫度的影響而迅速汽化, 在(zài)中(zhōng)腔產生不(bú)正常的異常升壓。它可以導致低溫閥門填料處(chù)泄漏及中(zhōng)法蘭連接處破壞, 甚至導致閥門啟閉件(jiàn)卡死, 閥體或閥蓋破裂。解決(jué)該(gāi)問題的方法是增加平(píng)衡係統。對中小口徑低溫閥( DN≤ 300mm) 在(zài)閘板上開(kāi)設平衡孔( 圖2) , 對於大口徑低溫閥增加旁路係統。當異常升壓發生時, 可(kě)以通過平衡係統排泄到管路係統(tǒng), 以(yǐ)此消除對閥門的(de)不利影響。低溫閥門增(zēng)加了平衡孔或旁路係統時, 閥體上(shàng)必須帶有指明流向的箭頭, 安裝時必(bì)須注意。
2.4 低溫閥門材料(liào)選(xuǎn)擇
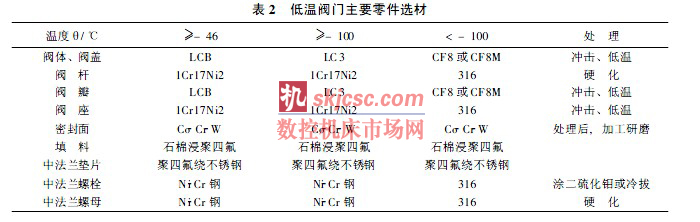
在低溫條件下, 材料的抗拉強度(dù)和硬度提高, 塑性和韌性降低。材料將產生低(dī)溫(wēn)脆性(xìng),甚至發生體積變化, 給閥(fá)門的安全使用帶來影響。因此(cǐ), 在選(xuǎn)擇低溫用材料(liào)時(shí)必須考慮閥門的工作溫度, 材料的低溫(wēn)韌性以及組織穩定性。鐵素(sù)體類低(dī)溫(wēn)鋼的韌(rèn)性在低溫下變(biàn)化較大, 必須做工作溫度下的V 型缺口夏(xià)比 ( Charpy) 衝擊試驗, 奧氏體鋼在一定的低溫下會發(fā)生馬氏(shì)體相變, 引起閥門變形, 導致閥門漏(lòu)泄。所以, 低溫閥門要按最低工作溫度選擇材料, 同時(shí)要根據工況條件對材(cái)料做衝擊試驗和適當的低溫處理。材料選擇推(tuī)薦按表2。
3 低溫閥門製造
低溫閥門屬於特殊閥門, 在製造上除了與(yǔ)普通(tōng)閥門有許多(duō)相同之處外, 針對低溫工況還有許多特(tè)殊要求。如材料的低溫處理、衝擊試驗及結構等。
3.1 毛(máo)坯(pī)件
低(dī)溫閥門的主要毛坯件是閥體、閥蓋和閥瓣等。根據溫度主要選用兩大類低溫鋼, 即鐵素體類( ASTM A352/ A352M) 和奧氏體類 (ASTM A351/ A351M) 。鐵素(sù)體鋼在低溫下脆性增大。奧氏(shì)體鋼在一定低溫下發生馬氏體(tǐ)相變, 引起金屬組織體(tǐ)積變化。對此, 鐵素體低溫鋼( LCB、LC3) 除了做普通的(de)力學性能試驗外, 要按ASTM A352/ A352M 的要求, 在最低使用溫(wēn)度下做V 型缺口夏比衝擊試(shì)驗。3個試驗中的單個試樣最小值akk≥16 ( J) , 3 個試樣(yàng)均值ak ≥20 ( J) 。奧氏體低(dī)溫鋼( CF8、CF8M) 衝擊試驗可根據用戶的要求而定, 但必須做低溫處理, 以消除相變的影響。處理溫度(dù)要(yào)低於相變點( MS) 或(huò)更低, 時間(jiān)2~ 6h。CF8、CF8M 應嚴格按ASTM A351/ A351M 的要求處(chù)理。這裏(lǐ)需特別(bié)說明的是, LCB、LC3不經(jīng)適當的熱處理其衝擊值是達不到要求的。如果衝擊值達不到要求, 在低溫下(xià)使(shǐ)用是非常(cháng)危險的。
3.2 密封麵加工(gōng)
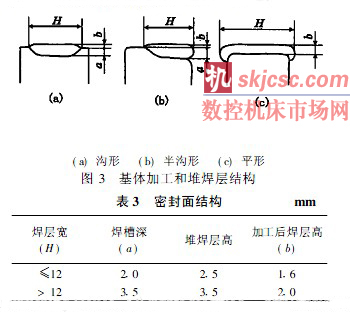
低溫(wēn)介(jiè)質對密封麵很(hěn)少有(yǒu)潤滑作用。在閘閥中, 為了防止(zhǐ)密封(fēng)麵擦傷和咬死, 必須在閘板和閥座密封麵上堆焊硬質(zhì)合(hé)金( Co-Cr-W) ,以提高表麵硬度和耐(nài)磨性。堆(duī)焊前的加工(gōng)麵精度要達到Ra3.2 左右(yòu), 所有尖角或(huò)銳邊需倒圓R1。堆焊時先去除油汙及鏽斑, 以保證堆焊層的質量。堆焊(hàn)層的形狀和具體要求見圖3和表3。為(wéi)了防止低溫下閥體或閥瓣變形對密封性能的(de)影響, 必須先將閥體或閥瓣(bàn)進行低溫處理( 保溫2~ 6h) , 然後加工密封麵和研磨,加工後的密封麵粗糙度應達到Ra 0.2。
3.3 閥杆、填料、中法蘭墊片、上密封座
閥杆直接與填料接觸, 並帶動閥瓣運動,其表麵硬度、橢圓度、粗糙度等影響填料(liào)的密(mì)封性。因此橢圓度應達到10 級以上, 粗糙度不低於Ra0.4。為了提(tí)高(gāo)硬度, 可以進行表麵鍍鉻處理, 鍍層厚度0.02~ 0.05mm, 這樣做可以降低閥門的(de)啟閉扭(niǔ)矩(jǔ)。
閥杆和填料函的尺寸采用API 600 標準的規定, 填料的材質和形狀必須適應低溫條件下介質的要求。低溫介質的分子量都較(jiào)小, 易泄漏。裝配填料時必須逐層壓實, 使填料(liào)對填料函內壁和閥杆(gǎn)表麵的壓(yā)力增加(jiā), 達到良好的密封效果(guǒ), 填料選擇見表2。為了工作中便於更換填料, 低溫閥必須采用上密(mì)封結構, 上密封(fēng)座材質的機械(xiè)性能不應低於基體。
低(dī)溫閥門用的墊片必須(xū)在常溫、低溫以(yǐ)及溫(wēn)度循環(huán)變化(huà)情(qíng)況下具有可靠的密封性和複原性(xìng)。墊片材料在低溫下(xià)會硬化和塑性降低, 故應選擇隨溫度變化小的材料。
3.4 緊固件
低溫(wēn)閥門用螺栓和螺母材料必須注意低溫下的衝(chōng)擊韌性, 當選用奧氏(shì)體鋼時, 由於其屈(qū)服點低和(hé)容(róng)易咬死, 所以(yǐ)須經冷(lěng)作硬化(huà), 同時在螺紋部位塗二硫化鉬才可使用。另外, 在螺栓螺紋根部容易引起應力集中, 故應將螺栓整體製成螺紋。連接閥體和閥(fá)蓋的螺栓在複合載荷作用下容易產生疲勞破壞, 應用扭(niǔ)矩(jǔ)扳手旋緊螺母, 以保證螺栓受力均勻。
4 低溫閥門(mén)檢驗
低溫閥門不僅要做常規檢驗, 還要做低溫試驗。關於材(cái)料的試驗、無損檢測、毛坯(pī)件判廢等按有關標準和用戶的要求進行。本文僅就低溫閥(fá)整機性能檢驗進行說明。
4.1 常規檢驗
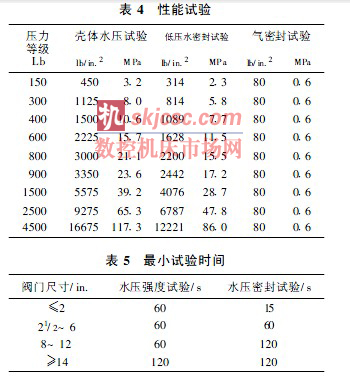
如果是標準的長期批量生產的低溫閥門,應做殼(ké)體水壓強度試驗, 水(shuǐ)壓和氣壓密封試驗, 以及啟閉和扭矩試驗, 並記錄啟閉扭矩和具體的試驗壓力和時間( 表4、5) 。試驗時按ANSI B16.34 或用戶(hù)提出(chū)的標準(zhǔn)進(jìn)行。如(rú)果用戶提出(chū)同時做低溫試驗, 應滿足用戶要求(qiú).
4.2 低(dī)溫試驗
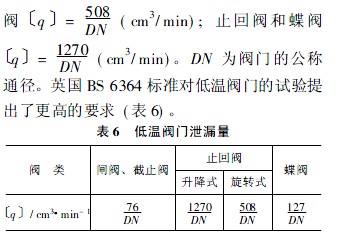
如果是試製的新產品或用戶提出要求(qiú), 必須做低溫試驗。低溫性能試驗的目的是檢驗低操(cāo)作性能要(yào)求閥門啟閉靈活, 移動件和密封副(fù)不得(dé)發生擦傷或咬死; 密封性能要求(qiú)閥(fá)門密封麵泄漏量小於允許(xǔ)泄漏量< q>。
4.3 低(dī)溫試驗方法
圖4 為低溫試驗流程, 原理是先將液氮充入冷卻槽, 然後按比例充入無水酒(jiǔ)精並攪拌,當控製台測溫器達到被測閥門(mén)的工況溫度(dù)時,將被測閥門放入冷卻槽(cáo), 達到溫度平衡後立即進行測試。操作性(xìng)能合格後(hòu)往閥門腔體內充1.0MPa 的氮氣或氦氣, 在出口側測量(liàng)泄漏(lòu)量。
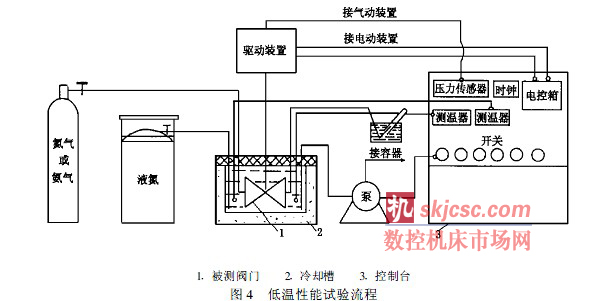
低溫閥門應(yīng)在工況溫度下進行試驗。當溫(wēn)度大於- 196 ℃ 時, 由液(yè)氮和酒精按一定比例混合來達到低溫工況溫度。當工況溫度小於或等於- 196 ℃ 時, 直接利用工況介(jiè)質(zhì)。由於酒(jiǔ)精易揮發, 試驗室和試驗裝置應全部采(cǎi)用防爆(bào)電器。檢漏時用氮氣還是氦氣由試驗溫(wēn)度決定。
氮的臨界溫度為- 137℃ , 臨界壓力3.3MPa,即在溫度- 137 ℃ 、壓力3.3MPa 的條件下,氮氣將發(fā)生相變(biàn), 由氣體變成液體。根據(jù)氮的T-S 圖, 1.0MPa 的氮氣在- 151 ℃ 左右的條件下(xià)發(fā)生液化, 這種情(qíng)況下(xià)難以準確地測(cè)出閥門的密封(fēng)性能。所以, 當試驗溫度大於- 150 ℃時用氮氣。當試驗溫度小於或等於- 150 ℃ 時用氦氣。
低溫(wēn)試驗後, 應將閥門拆開, 檢查(chá)零部件的情況, 檢查其磨損和毀壞情況, 同時完成試驗報告(gào), 內容如下:
① 試驗(yàn)後零部件情況;
② 中法蘭和填料函緊固件的緊固(gù)力值;
③ 泄漏率;
④常(cháng)規試驗和低溫試驗結果的對比;
⑤溫度測量結果;
⑥啟閉情況和力矩;
⑦ 閥門的參數(shù)、工況溫度(dù)等;
⑧試驗期間所做的其(qí)他測量和觀察。
如果您(nín)有(yǒu)機床(chuáng)行業(yè)、企業相(xiàng)關新(xīn)聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








