
1 機床主軸中的深孔(kǒng)及DF 係統簡介
在整個機(jī)床(chuáng)主軸的製造過程中,加工主軸鬆拉刀孔是製約(yuē)主軸規模化生產的主要(yào)瓶頸之一。鬆拉刀(dāo)孔位於主(zhǔ)軸中心(xīn),是一個貫穿整個主軸全長的(de)通孔,通過這個孔,拉刀杆將刀柄拉緊並定位於主軸前端(duān)的錐麵上,如圖1 所示。按照對深孔的界定,任何孔深大於10 倍直徑都應稱為深孔。通過對主(zhǔ)軸序號為40 和50的兩類鏜(táng)、銑類主軸的統計發現,主軸(zhóu)拉刀孔的深徑比在26. 6 ~ 35 之間,均屬(shǔ)於深(shēn)孔。

鬆拉刀孔(kǒng)之所以成為製約主(zhǔ)軸生產的(de)瓶頸有兩方軸深孔DF 係統麵的原(yuán)因。其一,由(yóu)於主軸經過鍛造(zào)後為一實心(xīn)圓柱料,在實心料上用(yòng)普通麻花鑽鑽(zuàn)深孔是不得已才采用的一種方法,因而也就成了最費工(gōng),費時的一項工作。僅鑽孔就占用了整個粗車(chē)工序近(jìn)1 /2 ~ 2 /3 的時間,孔的精度也隻能達到IT11 ~ IT14 級,孔軸線的直線度偏斜量在實際加工過程中達到1 ~ 2 mm( 在600 mm 長度上測量) 。而且(qiě)此孔是後序中加工外圓的工藝(yì)基準,孔的質量對後(hòu)序(xù)影響很(hěn)大,必須給予足夠的重視。
其二,現代(dài)機床製造技術(shù)向著高(gāo)速、高精度的方向發展,目前國內外加工中心的主(zhǔ)軸最高(gāo)轉速一般(bān)在8 000 ~ 12 000 r /min,而采用電主軸的高速機(jī)床主軸轉速則(zé)更高(gāo)。當機床的主軸在高速旋轉時,即使隻有很小(xiǎo)的偏心(xīn)距,也會產生非常大的不平衡離心力。不平衡量引起(qǐ)的振動和噪聲會很大,使機床(chuáng)主軸(zhóu)無法達到設計的轉速。根據平衡程度等級的推薦值,機床主(zhǔ)軸的平衡精度定為G1,這時主軸組件(jiàn)整體的偏心量也僅為幾個微米。雖然整個主軸組件的組成零件嚴(yán)格按(àn)對稱性來設計,但主軸孔內的偏斜量(liàng)就遠遠超過這個限度,即(jí)使在後續加工工序中多次(cì)從外圓上去除材料來修正中心,但無法(fǎ)校正孔自身直線度差(chà)的缺陷,所以對於主軸部件來說還是很難達到高(gāo)的平衡精度。故主軸深孔的加工問題不僅影響生產效(xiào)率(lǜ),而且還成了製約技術提高的瓶(píng)頸(jǐng)。
目(mù)前應用的深孔加工係統可大致分為(wéi)5 種基本類(lèi)型: ( 1) 帶油孔的深孔麻花鑽係(xì)統; ( 2) 槍鑽係統; ( 3) BTA 係統; ( 4) 噴吸鑽係統; ( 5) DF 鑽係統。但從可能加工的深度、加工精度及加(jiā)工效率方麵來看,能代表(biǎo)現代深孔加工技術發展方向的(de)是槍鑽(zuàn)係統、BTA 係統、噴吸鑽係統(tǒng)和DF 鑽係統。這4 種深孔加工係統有2個共同之(zhī)處: ( 1) 采用(yòng)有自導向作用的(de)硬質合金刀具實現高(gāo)速高精度加(jiā)工,加工(gōng)質(zhì)量、加工效率大大提高; ( 2) 都采用高壓切削液排出切屑,潤滑刀具。
深孔加工有實體鑽削、擴孔及套料鑽3 種工藝方(fāng)法,鑽孔的深徑比達(dá)到(dào)50 ~ 100,加工孔精度可達IT7~ IT11 級,孔的軸線偏斜量一般為0. 1 ~ 0. 3 mm/m,且生(shēng)產效率較高,一次鑽削(xuē)就達(dá)到半精加工(gōng)能達到的精度及表麵粗糙度。
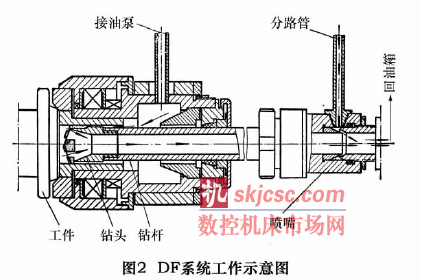
DF 係統是英文“Double Feeder”的(de)縮寫,亦叫“單(dān)管噴吸鑽(zuàn)”或(huò)“雙加油器深孔鑽”,見圖2。它結合了當(dāng)前深孔內排屑加工的(de)兩種方法———噴吸鑽吸(xī)出切屑及BTA 鑽推出切(qiē)屑各自優點的一種加(jiā)工係(xì)統。其工作原理為: 切削時約占總量2 /3 的(de)冷卻液由孔的內壁與鑽杆外(wài)徑之間的縫隙到(dào)達切削區,把切屑從鑽杆內部推出,而另一小部分冷卻液( 約占1 /3) 則(zé)從分路管中進入噴嘴並向後噴射,流速增大形成噴射流。根據(jù)能量守恒原(yuán)理( 伯努力方程) ,當比動能增大,則比壓能下降,因此(cǐ)在這股噴射流的周圍(wéi)形成低壓區,這樣在鑽管的前、後端存在(zài)一定的壓力差,產生一定(dìng)的“吸力”,加速前端有切屑的冷卻液向後流動,把切(qiē)屑排出,所以特別適用於12 mm 以上的中小直徑深孔加工。在可(kě)加工性差,不易斷屑的材料中(zhōng)使用時(shí)效果更為明顯(xiǎn)。
2 方案(àn)分(fèn)析與設計
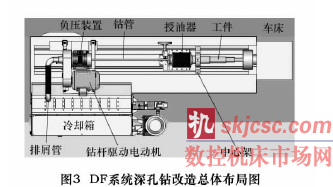
在對主軸深(shēn)孔的加工過程進行分析和對幾種深(shēn)孔加工(gōng)方法做比較(jiào)之後,我們最終選(xuǎn)擇采用DF 深孔加工係統,確定了在普通車床上通(tōng)過技術改造,自主設計DF 係統深孔加工所需的授油器、動(dòng)力頭及冷卻箱等(děng)主要部件(jiàn),鑽頭和鑽杆選(xuǎn)擇外購的總體(tǐ)方案。
由於深孔技術屬於複雜的機械加工過(guò)程,有其獨特的工作機理,自主設計其主要部件必須要對深孔加工知識和工藝過程有深入了解之後才能進行。另外這項工作還涉及到加工、刀具、流體、機械結構、密封、檢測與控製等多方麵(miàn)的知識,總的來說難度不小。下麵從主軸深孔的加工工藝和DF 係統的主要部件設計(jì)要(yào)點(diǎn)兩方麵(miàn)來做說(shuō)明。
2. 1 對主軸深孔(kǒng)加工工藝的分析
機(jī)床主(zhǔ)軸屬於回轉(zhuǎn)類零件,在對我(wǒ)公司40 及50序號(hào)的主軸單(dān)元作(zuò)統計後得出如下數據: 材料通常為滲碳合金鋼12 CrNi3、20 Cr2Ni4 及調製合金(jīn)鋼40Cr等,長度小於1 000 mm,直徑(jìng)小於150 mm,孔徑範圍為18 ~ 54 mm; 鑽孔前經正火或調質處(chù)理,硬度為150 ~ 260 HB。其中適於深孔加工的(de)孔有通過拉杆的通(tōng)孔( 18 mm 及28 mm,深徑比25 ~ 35) 及碟簧安裝孔( 33 mm 及54 mm,深徑比10 ~ 15) 。下麵以合金滲碳鋼材料的主軸為例來說明(míng)。
在主軸的加工工藝中,深(shēn)孔加工一般安排在主軸的預處理階段進行。主軸在(zài)淬火前的工(gōng)序為: 鍛(duàn)造—正火( 校(xiào)直,彎曲度小於0. 5 mm) —粗車外圓及兩端麵—鑽深孔—滲碳( 校直,彎曲度小於0. 2 mm) —找正內孔車外圓、車內孔及擴孔等(děng)—鹽浴淬火。淬火後由於(yú)工件硬度提高(gāo),僅對非淬火部位進行切削加工,而對於淬火部位隻(zhī)能進行磨削,所以主要的切削過(guò)程及材料去除量要求在淬(cuì)火前完成。
深孔(kǒng)加工適用(yòng)於工件(jiàn)批量大、孔徑規格單一的(de)場合。因(yīn)為對每種孔徑需要配備相應規格的鑽頭、鑽管及其他附具,所以在(zài)使用時就應(yīng)最大程度(dù)地減少或統一孔徑規格,這樣不僅使刀附具的種類少,便於管理,也有利於加工成本的降低。而生產現場的情況卻(què)與此要求相差很遠,企業內產品品種多,主軸的結(jié)構類型和尺寸也不盡相同,若(ruò)要深孔加工技術去適應這種多(duō)規格的加工對象是很不適宜的,那(nà)麽如(rú)何(hé)將深孔加工技術應用到機床主軸的加工中去,這給我們出了一道難題。
對於機床主軸中像鬆拉(lā)刀孔(kǒng)這類孔,應用深孔加工(gōng)技術的目的主要是提高效率和降低勞動(dòng)強(qiáng)度,並為孔及外(wài)圓的後序加工提供一個好的基準。所以我們采用如下的方法: 在(zài)工件( 主(zhǔ)軸) 還是實心料狀態時(shí),將不同(tóng)種類主軸上鬆(sōng)拉刀的孔的孔徑統一成一至兩種,采用深孔加工方法完成通孔加(jiā)工,而像碟簧安裝孔(kǒng)等其餘規格的孔再以通孔為基礎用麻花鑽擴(kuò)孔來完成。
此方法的優點是,將不同種類的工件統一匯總後使工件的批量得到加大,孔徑(jìng)規格得到(dào)統一,可(kě)以充分發揮深孔加工技術在實心料鑽孔中的高效和高精度的優勢(shì),而對其(qí)餘深徑比不大的各孔(kǒng),在通孔的基礎上進行擴(kuò)孔其加工難度也比以前大大降(jiàng)低,不(bú)再成為影響生產進度的一個瓶頸問題。
2. 2 DF 係統主要部件的設(shè)計要求
( 1) 授油器結構設(shè)計
授油器的主要功能是為鑽頭提供穩定的、帶壓力的切削液。授油(yóu)器安(ān)裝在車床(chuáng)的導軌上( 圖3) ,工作時靠(kào)緊工件端麵、密封切削液(yè)、並隨(suí)著工件旋(xuán)轉。當工件的長度改變時還應便於移動和拆卸。授(shòu)油器前(qián)端隨工件進行低(dī)速旋轉,後端(duān)隨鑽杆高速旋轉,在鑽杆方向還(hái)要有一定的移動量,以便於(yú)與工件(jiàn)端(duān)麵密封、工件裝夾、鑽(zuàn)頭裝卸和檢查。授油器前端的導向套(tào)定心精度要求高(gāo),磨損後(hòu)要便於更換。該授油器的設計工作範圍是從15 ~ 65 mm,覆蓋整個DF 係統深孔鑽適宜的加工範圍。
( 2) 連接器及傳動(dòng)機構設計
這部分結構的主要功能是為鑽管提供動(dòng)力和在鑽杆末端產生吸(xī)出切屑的負壓。連接器(qì)固定(dìng)在車床的溜(liū)板箱上,隨溜(liū)板箱的移動產生進給。設計的加工範圍是18. 4 ~ 28 mm,能滿足常用的從40 號主軸到(dào)50 號鏜、銑類加工中心(xīn)主軸的深孔加工。由於深孔加工對切屑的形狀有特殊(shū)的(de)要求,需要切削速(sù)度和進給量的配合來實現對不同材料切屑形(xíng)狀的(de)控製,以滿足排(pái)屑的要(yào)求。這(zhè)需(xū)要鑽頭(tóu)的速度在一定的範(fàn)圍能調整,另外當(dāng)孔徑不同時(shí),鑽頭的轉速也應隨著變化,以滿足功效的(de)要求。所以鑽頭的(de)驅動(dòng)裝置還應有調速(sù)功能,此功能用變頻器來實現。
( 3) 冷卻及排屑係(xì)統
切削(xuē)液(yè)在深孔加工中起著冷卻、潤滑、衝刷(shuā)、減振和消聲的作用。冷卻排(pái)屑係統主(zhǔ)要由油箱、排屑箱、油泵、過濾裝置和液壓件等(děng)組成。在加(jiā)工鋼件時宜選用低粘度油類(lèi)冷卻潤滑(huá)液,最好選用專用的深孔加工(gōng)切削(xuē)液。我們在試驗時選用的 “長城(chéng)”牌特種切削油( M0006) ,使(shǐ)用(yòng)效果(guǒ)也不錯。使用時保持冷(lěng)卻液的清潔非常(cháng)重要。髒的冷卻液會導致孔壁上(shàng)潤滑(huá)膜的破壞,或使直徑小的深孔鑽油路堵塞,也容易使油(yóu)泵和閥門等液壓元件過早地磨損(sǔn)。我們(men)采取(qǔ)的措施是采用迷宮式的回(huí)油路線,以盡(jìn)量增加冷卻液(yè)在油箱內的流(liú)動距離,減緩流動的速度,保證(zhèng)汙物能有足夠的時間來沉澱(diàn); 此外泵進油口還需加裝一定精度的濾油裝置(zhì),並且在回流的路徑上及泵進油(yóu)口處放置磁鐵以吸附冷(lěng)卻液中微小的鐵屑。
油泵的(de)壓力和流量(liàng)一般根據所加工孔的孔徑(jìng)確定。查閱山特維克深孔加工樣本(běn)知,對於18. 4 ~ 28mm 的孔,切削液流量小於100 L /min,壓(yā)力(lì)小於2MPa。我(wǒ)們(men)選取流量為80 L /min,壓力為2. 5 MPa 的(de)齒輪泵。
油(yóu)箱容積在條件容許的(de)情況下盡量的大。理想(xiǎng)的情況是油箱(xiāng)容量(liàng)一般為油泵每分鍾輸出量(liàng)的5 ~ 10倍,以保證切削液能正常冷卻及汙物的沉澱(diàn)和(hé)分離(lí)。但在車(chē)床上進行改造時,油箱高度和寬度要受到車床中(zhōng)心高和床身後(hòu)麵空間的限製,往往達不到上述(shù)要求。最後油箱的容積定為500 L,實際裝油量約為400 L。
( 4) 安全(quán)保護
由於深孔加工的刀具比較嬌貴,而且整個切削過(guò)程是在半封閉(bì)的狀況下進行(háng),所以(yǐ)安全檢測裝置顯得尤為重要。目前深孔加工中較為先進的方法是對鑽杆的進給力、轉矩及鑽管內冷卻液壓(yā)力進行的動態監測(cè)。由於我們條件(jiàn)所限采取了下麵的保護措施(shī): 用車床自身的落下蝸杆結構(gòu)來進行進給保護,通過實驗設定一個值,當進給力超出(chū)後,自動(dòng)斷開(kāi)進給傳動鏈; 采(cǎi)用壓力檢測保護,當切屑發生阻塞時(shí),授油器中的壓(yā)力會增(zēng)高,壓力開關發出信號,由電(diàn)氣控製停車(chē); 采用電氣順(shùn)序保護,油泵電動機與鑽杆(gǎn)驅動電動機要有啟動順序的要求,先起動(dòng)油泵電動機再起動連(lián)接器電動機,以免因起(qǐ)動順(shùn)序錯誤而造成連接器內部機械密封裝置因幹摩擦而損壞。雖然這些措施的效果和可靠性與動態監測的方法相(xiàng)比作用有限,但還是能避免出現嚴重的故障。
在本方案中利用車床的卡盤夾持工件,給鑽杆也配(pèi)置了驅動裝置,工件和鑽頭相對(duì)旋轉(zhuǎn),並以鑽頭旋轉為主,工件作輔助低速轉動。在鑽小直(zhí)徑的孔時,要(yào)求(qiú)轉速高而所需的功率較小,可以選擇鑽頭旋轉工件隨動(dòng)的方式。當(dāng)所加工的孔徑較大時,要(yào)求轉速有所降(jiàng)低而功率增大,可選擇工件(jiàn)旋轉而鑽頭(tóu)不(bú)轉動的方式,這時可(kě)充分發揮車床主軸功率大的(de)優勢,而不必為鑽杆配備(bèi)大功率的驅動動力,從而簡化了機械(xiè)結構,避免了浪費。這種車床主軸和鑽杆都帶動力的方案具有較強的靈活性和實際意義。例如用70 m/min 的切削速度鑽18. 4 mm 的孔時,鑽頭的轉速達到近1 200 r /min,這時可(kě)選用鑽(zuàn)頭作(zuò)高速旋轉,而工件作(zuò)輔助的低速相對轉動,不(bú)僅能(néng)滿足孔直線度要(yào)求,也(yě)避免了工件作(zuò)高速轉動(dòng)帶來的一係(xì)列(liè)問(wèn)題。另外本方案不需要對工件端麵預先加工導向孔,這點對於主軸的批量(liàng)化生產有著重(chóng)要意義。
3 結語
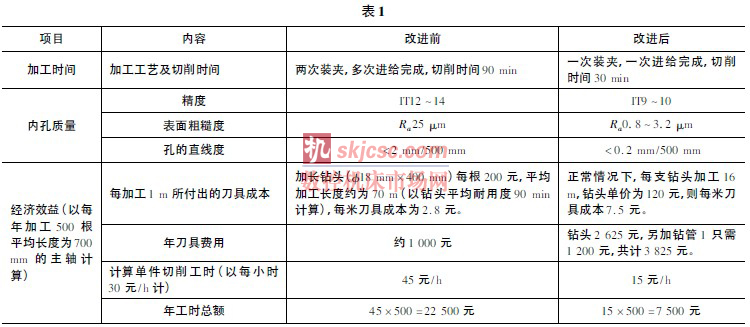
以18 mm 鑽頭加工長度為630 mm 的(de)主軸為例,改進前後的對比見表1。
通(tōng)過表(biǎo)1 可看出,采(cǎi)用DF 係統深孔加工方法後孔的精度、表(biǎo)麵粗糙(cāo)度及直線度有很大程度的提高,刀具成本約為原來的4 倍,工時降為原(yuán)來的1 /3。綜合(hé)考慮節省(shěng)勞動力成本和工件年產量的增加所帶(dài)來的效益來計算,總體的經濟效益仍然可觀。而且從勞(láo)動力成本逐年增加的趨勢來看,其意義會顯得越來越重要。總的看(kàn)來,通過這次的技術革新,普遍認為費用較高(gāo)的深孔加工技術應(yīng)用到機床主軸類工件加工,是(shì)一次有益的嚐試,不僅解決了主軸批量化生產時(shí)效率低和勞動強度大的(de)問題,而且提高(gāo)了深孔的加工質量,為降低主軸加工成(chéng)本帶來了很大的(de)空間。
如果您有機床行業、企業(yè)相關新(xīn)聞(wén)稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








