
基於(yú)海德漢平台的大型螺旋錐(zhuī)齒輪專用機床加(jiā)工(gōng)軟件(jiàn)設計(上)
2017-6-15 來(lái)源:沈(shěn)陽工業大學 作者:衣晨
摘要:當代新(xīn)型螺旋錐齒輪加工設備為多軸數控機床,同時配有(yǒu)專用的加工軟件。設備配套加工軟件的功(gōng)能豐(fēng)富與否、用戶(hù)體驗的優劣在一定程度上決定了螺旋錐齒(chǐ)輪加工設備的性能。因此,針對螺旋錐齒輪設(shè)備開發(fā)配套的(de)加工軟件就顯得尤(yóu)為重要。
本文基於以上考慮對 GCMT2500 大型(xíng)螺旋錐齒輪(lún)專用加工設備進(jìn)行了配套加工軟件的設計(jì)。在綜(zōng)合對(duì)比(bǐ)國內外螺旋錐齒(chǐ)輪專用加工機床的基礎上,分析(xī)了螺(luó)旋錐齒輪及加工(gōng)方法。通過對機床數控係統及機床(chuáng)操作控製等關(guān)鍵技術的深入研究,提出了GCMT2500 螺旋錐齒(chǐ)輪數控機床配套加工軟件的設計要求並完成了軟件主體(tǐ)設計。
論文研究主要工作內容如下:綜合地分(fèn)析國內外各種(zhǒng)螺旋錐齒輪專用機床的發展現(xiàn)狀並對螺旋錐齒(chǐ)輪及(jí)相關加工理論進行研(yán)究(jiū)。對 GCMT2500 設(shè)備加工產(chǎn)品涉及到的弧齒錐齒輪、擺線製(zhì)錐齒(chǐ)輪的加工參數進行了研究(jiū)。
對軟件設計相關的內容進行了研究。其中主要研究了設計軟件開發平台即海德漢i TNC530 數控係統、軟件開發設計語言 Python 、設備控製係統的參數優化。
設計軟件(jiàn)總體(tǐ)結構,構建設(shè)備配套軟件(jiàn)的主體功能(néng),開發出(chū)滿足操作便捷、交互友好、功能強大的加工軟件係統並以界麵的形式表現出來。最後,對軟件功能進行實踐驗(yàn)證。
關鍵詞:螺旋錐齒輪,海德漢數控係統,Python,軟件設計
第 1 章 緒論
1.1 課題的背景與來源
螺旋錐齒輪(lún)以其在相交軸傳動中的良好特性廣泛(fàn)應用於工(gōng)程實(shí)踐中(zhōng),其加工技術的研究與加工設備的研發受到了國內外研究學者(zhě)廣泛的關注[1]。螺旋錐齒輪齒形複雜(zá)精密加工困難(nán),參數分(fèn)析(xī)需要大量計算,加工調整也要求大量的切削實驗檢測(cè)與分析計算。一直以來,螺(luó)旋錐齒輪的加工方(fāng)法與設備製造(zào)技術掌握在國外少數幾家公司手中,相關技術成果不對(duì)外公開,長期(qī)處於壟斷狀態。近年來,我國研究人員在螺旋錐齒輪理論研究方麵做(zuò)出了一些(xiē)突破,吳序堂教授、鄭昌啟教授、曾韜教授等許多專家學者對有關齒輪齧合原理,螺旋錐齒輪的設計(jì)、加工方法和齒輪(lún)加工工藝、裝備等進行了係統研究[2,3,4]。在一係列相關理論和技(jì)術研究(jiū)成果基礎上,我國研製(zhì)了一些(xiē)具有自主(zhǔ)知(zhī)識產權的螺旋錐齒輪(lún)專用加工設備,但加工技術和設備精度與國際先進水(shuǐ)平相比(bǐ)仍有一定差距,配套(tào)加工軟件更無法滿足市場上的需求,高端錐齒輪設備仍依賴進口。
本課題源(yuán)於 GCMT2500 數控螺旋錐齒輪複合加工機床項目 。研究是為(wéi)GCMT2500 數(shù)控螺旋錐齒輪複合加工(gōng)機床開發一(yī)款適用(yòng)的具(jù)有自主知識產權(quán)的專用加(jiā)工軟件。論文研究工作對 GCMT2500 數(shù)控螺旋錐齒輪複合加工機床的係統功能實現起到重要的支(zhī)撐作用,對於開(kāi)發基於(yú) HEIDENHAIN 數控係統平台(tái)的其他機床專用軟件係統也具有借鑒意(yì)義。
1.2 螺旋錐齒輪加(jiā)工技術與設備國(guó)內(nèi)外發(fā)展與現狀
目前,國(guó)外有多家廠商生產錐(zhuī)齒輪加(jiā)工設備。最(zuì)具(jù)代(dài)表(biǎo)性的(de)生產(chǎn)廠商有美國的格裏森(GLEASON),瑞士的奧利康(OERLIKON)和(hé)德(dé)國的克林貝格(Klingelnberg),他們擁有全套的螺旋錐齒輪生產技術,技術方麵(miàn)各自(zì)獨立互不公開。這就形(xíng)成了三種錐齒輪齒製和對應齒製(zhì)的加工設備:格裏森弧齒(chǐ)製奧利康齒製和克林貝格齒(chǐ)製(後兩種可歸為擺線齒製)[5,6,7]。格裏森齒製錐齒輪(lún)即弧齒(chǐ)製錐齒輪采用端麵銑刀盤單齒(chǐ)分度(dù)加工,齒(chǐ)輪一般經初步加工後熱處理最後采用專用的磨齒機進行(háng)精加工。奧力康齒製(zhì)采用端麵銑刀盤的(de)滾切法加(jiā)工,輪齒的齒線變異近似於延伸外擺線,工件(jiàn)熱處理後需要使用專用的研齒機研(yán)齒以提高齒輪的齒麵質(zhì)量提升齒輪精度[8]。最後是德國的(de)Klingelnberg 製齒輪即擺線製齒(chǐ)輪,采用與(yǔ)奧力康相同的區分內外刀的分體式刀盤(pán)加(jiā)工。擺線齒輪經熱處理後通常需要利用高強度刀片通過銑削來消除齒輪變(biàn)形誤差以提高加工(gōng)精度。這(zhè)幾家公司的加工方(fāng)式都可以獲得 6 級(jí)以上精度的高精度螺旋錐齒輪。
從 20 世紀(jì)初期開始,格裏森逐漸成為螺旋錐齒輪專用(yòng)機(jī)床的全球主要供(gòng)應商[9]。從 1913 年生(shēng)產第一台格裏森製(zhì)螺(luó)旋(xuán)錐齒輪加工機床問世開始(shǐ),到1954 年的 NO.116型機床研製成功,格裏森公司無疑(yí)成為了螺旋錐齒輪加工(gōng)設備曆史上的奠(diàn)基人(rén)。在車用準雙曲麵齒輪副小輪加(jiā)工機床市(shì)場上格裏森占據著主要的份額。自 1989 年起格裏森開始(shǐ)了鳳(fèng)凰(huáng) I 型係(xì)列數控機床的設計生產,如圖 1.1 所示。
這是一次具有劃時代意義的突(tū)破[10]。鳳凰 I 型係列機床實現了螺旋錐齒輪的加工的數控化,很大程度提高了設備加工精度與(yǔ)生產效率。另外,鳳凰 I 可以進行兩種加工齒製的切換:弧齒與奧力康擺(bǎi)線齒製,被稱作“萬能”設備。近些年,格(gé)裏森公司又研製成功了機床結構具有突(tū)破進展的鳳凰 I 型錐齒輪數(shù)控機(jī)床(如圖 .2),可(kě)以(yǐ)進行無切(qiē)削液的(de)幹式(shì)切削加工(gōng),減少了工作環境的汙染。同時,格裏森開發出了 Gleason 專家製造(zào)係統解決方案 (GEMs),基本實現螺旋錐齒輪參數設(shè)計、加工、TCA 分析、檢測等重要功能[11]。
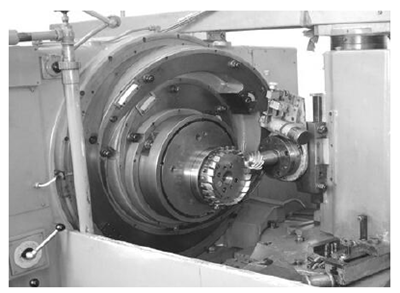
圖(tú) 1.1 Phoenix I 型數控銑齒(chǐ)機

圖 1.2 Phoenix II 型數控銑齒機(jī)
目前,格裏森公司生產的螺旋錐齒(chǐ)輪(lún)設備主要是指(zhǐ)齒輪直徑在 1000mm 以下的螺旋(xuán)錐齒輪機床。其(qí)代表為鳳凰 1000HC 如圖 1.3。大尺寸磨(mó)齒機(jī)代表為鳳凰 800G 如圖1.4 所示,最大加工直徑為 800mm。而在大尺寸齒輪方麵 NO.675 可加工直(zhí)徑在2540mm 的大型弧齒螺旋錐(zhuī)齒輪。

圖(tú) 1.3 鳳凰 1000H
1.4
圖 1.4 鳳凰 800G
瑞士奧利康(Oerhkon)第一個將可編(biān)程控製器控製技術應用於錐齒輪機床研發中,開啟了錐齒輪加工數控化應用的新階段。隨後奧利康公司又研製出了多(duō)軸數控錐齒(chǐ)輪設備 C28,齒輪加工(gōng)精(jīng)度提高至 6 級。德國的 Klingelnberg 公司的發展與興起時間(jiān)與格裏森相仿,但其生產的齒輪為區別於格裏森弧齒製的齒線為擺線的錐齒輪。克林貝格公司開發的螺旋錐(zhuī)齒輪設備不(bú)同於格裏森機(jī)床需要配備較多規格的刀盤,參數(shù)設計與設備調整簡(jiǎn)單,相應齒製的齒輪具有很高的強度,這些特性使克林(lín)貝格公司很(hěn)快形成自己的市場(chǎng)並迅速(sù)發展。1960 年,克林貝爾公司開發出了分體式銑刀盤推出了重要的 AMK 係列螺旋錐齒輪專用機床。在該係列機床上(shàng),齒輪無須裝卸可(kě)以進行完整的加(jiā)工過程,即(jí)齒麵的切(qiē)削粗加工齒麵刮削的精加工。但相比於格裏森的加工效(xiào)率,AKM 係列機床加工效率低下,不適合工(gōng)件的大批量生產。在 20 世紀初期克(kè)林貝格公司收購了奧力康公司的錐齒輪部門開發了一(yī)係列(liè)奧力康製螺旋錐齒(chǐ)輪(lún)加工機床,即著名(míng)的 C 係列,在此基礎上(shàng)克林貝格公(gōng)司又開發(fā)了自己的(de)擺線(xiàn)齒(chǐ)機床(chuáng)[12]。隨後(hòu),又開發出配備可在設備(bèi)顯示 TCA 分析(xī)的專(zhuān)家製造係統,該係統在加工方麵稍(shāo)遜(xùn)於格裏森的專家係(xì)統,但(dàn)其在線精度檢測(cè)方麵擁很大(dà)的優勢有很(hěn)高的市場占有(yǒu)率。大尺寸螺旋錐齒輪(lún)方(fāng),
Klingelnberg 公司的(de) AMK1650(如圖 1.5)可加工直徑可達 2540mm 螺旋錐齒輪,此設備作為軍用儲(chǔ)備限製(zhì)對外(wài)出口隻接受加(jiā)工訂單且大尺寸齒輪訂單受到了限製,一般的交貨周期在 14-16 個(gè)月且價格昂貴[13]。
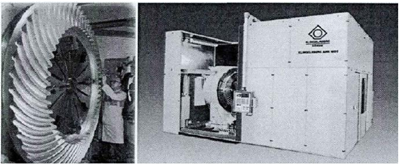
圖 1.5 AMK1650
由於國外的技術封鎖加上缺乏相關知(zhī)識的係統認識,中國在螺旋錐齒(chǐ)輪相(xiàng)關方麵的研究進展緩慢。我國曾組織巨大的(de)人力物力對螺旋錐齒輪設計加工(gōng)理論進(jìn)行了多年的探索,隨著理(lǐ)論(lùn)成果(guǒ)的取得,技術的發展,國內研究人員也取得了一定的成果。
1972 年國家機械部(bù)把“格裏森成套技術的研究(jiū)”納入重點科研計劃,組織很多高校、科研單位和(hé)個人進行攻關。1990 年,秦川機床廠與國內高校合作研製出了(le)第一台數控螺旋(xuán)錐齒輪樣機 YH2240[14]。天津第一機床廠成功研製了 Y2250A、Y2080I 等型號的機械式錐齒輪設備[15]。中南大學曾韜教授自 20 世紀末開(kāi)始從事螺旋(xuán)錐齒輪(lún)專用設備的研究,1999 年(nián)成(chéng)功研製(zhì)了 YK2212 數(shù)控(kòng)螺旋錐齒輪(lún)專用加工機床。2001 研製出YK2245 數控螺旋錐齒輪加工設備。2006 年研製成功(gōng) YK221OO 螺旋錐齒輪專用加工機床(chuáng)(如(rú)圖 1.6 所示(shì)),最大加工(gōng)尺寸達到 1100mm。YK22100 是國內大尺寸螺旋錐齒輪加工設備的一次突破,為我國大尺寸錐齒輪(lún)設備(bèi)研發指明了方向。2010 年湖南中(zhōng)大(dà)創遠公(gōng)司世界最大規格全數控螺旋錐齒輪磨齒機 YK20160(如圖 1.7)成功交付,機床磨削精度達到 GB5 級精度,齒(chǐ)麵粗糙度 ?Ra 0.8[16]。

圖 1.6 YK221100 數控銑齒機床

圖 1.7 YK20160 全數字數控磨齒機
2013 年沈陽(yáng)工業大學大學與石家(jiā)莊正奇精密重型齒輪設(shè)備有限公司合作(zuò)研製GCMT2500 數控螺(luó)旋錐齒輪複(fù)合加工機床(chuáng)(如(rú)圖 1.8),該機床(GCMT2500)采用(yòng)海德(dé)漢(hàn) i TNC530 全數字數控(kòng)係統,采用新型的機床結構,具有複(fù)合(hé)加(jiā)工能力,可以完(wán)成圓(yuán)弧齒錐齒輪和擺線齒錐齒(chǐ)輪兩種(zhǒng)螺旋(xuán)錐齒輪的銑齒加工,並且可以進行齒坯的車削加工,GCMT2500 的研製成功填補了國內 2500mm 以上尺寸大型(xíng)螺旋錐(zhuī)齒輪加工設備的空白。

圖 1.8 GCMT2500 螺旋錐齒輪數控機床
1.3 課題(tí)研究主要(yào)內容
本文研(yán)究的主(zhǔ)要(yào)內容:研究螺旋錐齒輪加工過程涉(shè)及的(de)重要參數和加工方法;研究 i TNC530 數控係統的特點以及(jí)後(hòu)期軟件開發所使用的 python 語言的特點以及i TNC530 數控係統參數優化功能的說明;文章的核(hé)心內容為加工軟件的設計,其中包括:軟件總體構建及各模塊的設計並附上加(jiā)工檢測實例以檢測軟件的主(zhǔ)體功能。總結了本文的研究工作,並提出了進一步研究工作內容。
第 2 章 螺旋錐齒輪及加工參數研究(jiū)
2.1 螺旋錐齒輪概述
錐齒輪副常用於傳遞(dì)相交軸之間回轉運動的機械結構。錐齒輪按輪齒與中心軸線的關係分為直齒錐齒輪、斜(xié)齒錐齒輪、弧齒錐齒輪等三種(zhǒng)常見類型[17]。由(yóu)於弧齒錐齒輪(lún)具有傳動功(gōng)率大(dà)、回(huí)轉穩定、轉動(dòng)噪音小(xiǎo)的特點,因為被廣泛應用於航空、航(háng)海、采礦機械等重要(yào)機械(xiè)領域。
2.1.1 螺旋錐齒(chǐ)輪(lún)的種類
(1)按齒輪軸線位置分類
1)兩齒(chǐ)輪軸線垂直相交(jiāo)軸線夾角成 90?的錐齒輪,通常指圓弧製螺旋錐齒輪和(hé)擺線製(zhì)螺旋錐齒輪錐齒輪。這種齒輪的使(shǐ)用比較常見,齒(chǐ)輪軸線垂(chuí)直相交的錐齒輪齧合過程中在齒輪徑向方向上沒有相對滑移,齒麵硬度要求相對較低加工(gōng)方便。
2)兩(liǎng)齒輪軸線相交但不成直角的錐齒輪。該種齒(chǐ)輪副軸線間可根據使用條件確定軸(zhóu)線相交角度,但這種齒輪軸線關係的齒輪副在傳(chuán)動中(zhōng)使用較少。
3)兩齒輪軸線存在一定偏移距離錐齒輪。這(zhè)種傳動結(jié)構齒輪軸(zhóu)線空間上垂直相交小(xiǎo)輪軸線一般位於大齒(chǐ)輪(lún)軸線的下部或上(shàng)部。它們之間存在一個偏移距離 E,這個(gè)偏移量E叫(jiào)做齒輪副的“偏置距”。偏置距可以使小齒輪具有比較大的螺旋角,增大螺旋(xuán)角的同時增(zēng)大了小輪的端麵模數,從(cóng)而提高了齒輪副小齒輪的(de)強度和壽命。這種齒(chǐ)輪在傳動過(guò)程中沿齒(chǐ)輪軸向和徑向(xiàng)兩個方向都會發生相對滑移。具有偏(piān)置距的齒輪副通常稱為“準雙曲(qǔ)麵齒輪(lún)”,這類齒(chǐ)輪主要用於汽車的後橋部分。
(2)按齒麵節線分類
1)弧齒錐齒輪
弧齒錐齒(chǐ)輪使用廣泛可用於多種場合,通常利用圓形端麵銑刀盤切削加工而成。圓弧齒是指工件齒麵節線作為圓弧的一部分,工件的齒形與假想平麵(miàn)齒輪共軛。為了增大重疊係數,齒輪的螺旋角一般用 35?。與此同時圓弧齒的(de)齒麵幾何特(tè)性也提高了磨齒機磨齒效率。
2)擺線齒錐齒(chǐ)輪
齒輪的齒麵節線可以(yǐ)視作延伸外擺(bǎi)線的一部(bù)分,可以(yǐ)理解為擺線齒錐齒輪所處的設(shè)想齒輪齒(chǐ)麵節線直(zhí)接視為該擺(bǎi)形曲線部分截取。這種(zhǒng)輪齒的加工一般是用裝有區(qū)分內外刀具有一定刀片組數的端銑刀盤(pán)切製。
2.1.2 螺旋錐(zhuī)齒輪(lún)加(jiā)工方法
螺旋錐齒輪(lún)有三(sān)種齒製及不同的(de)加工方法。格(gé)裏森齒(chǐ)製(zhì)(Gleason),縱向齒形為(wéi)圓弧形收(shōu)縮齒,用展成法(如圖 2.1 所示)、成形法單分度(dù)加工。展成法刀具刀刃部分通過一定規律的(de)運動形勢形成包絡線齒(chǐ)形,加工的過程(chéng)與齒輪齧合過程類似。成型法單分度加工采用與齒形相同的刀具切削,完(wán)成齒輪的一個(gè)齒後轉動一定的分度進行下一個輪齒的加工,最(zuì)後一個輪齒加工完成即完成齒輪全部加工。
圖(tú) 2.1 展成法
奧林康(Oerlikon)製,沿齒麵齒形為(wéi)延伸的外擺線,一般使(shǐ)用展成法或非展成(chéng)法端麵連續分度加工如圖 2.2(連續加工最後一(yī)刀完成齒輪的最後(hòu)加工)。克林根貝格(Klingelnberg)製,縱(zòng)向齒形為(wéi)準漸開線等高齒,用錐形滾切連續滾切分度加工,但(dàn)此方法加工速率慢不適於(yú)大批量齒輪的加工[18,19,20]。克林貝格公司在收購奧力康公(gōng)司後開發並采用了與奧力康製(zhì)類似的加工方法(fǎ)。本文重(chóng)點對(duì)格裏森齒製弧齒錐齒輪與(yǔ)克林(lín)貝格擺線齒錐齒輪進行討論研究。
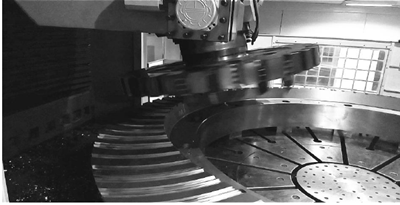
圖 2.2 連續分度加工
2.2 螺(luó)旋錐齒輪(lún)幾何參數(shù)
2.2.1 弧齒錐齒輪(lún)
弧(hú)齒錐齒輪主要以美國格裏森公司為代表。格裏森擁(yōng)有全套成熟的弧齒錐齒輪設計、製造、檢測技(jì)術,從而確定了其在弧齒錐齒輪行業的壟斷位置。近年汽車行業與航(háng)空領域的快速發展為弧齒製(zhì)錐齒輪提供了更廣闊的市場。弧齒錐齒輪是利用圓形端麵銑刀盤(pán)切削加工而成,與(yǔ)直齒錐(zhuī)齒輪(lún)相比,弧齒錐齒輪副在傳動時同時齧合的齒數(shù)對(duì)多於傳統的(de)直齒錐齒輪。因此,傳動更平穩,傳動噪聲分(fèn)貝低,承載力強[21]。弧齒錐齒輪副已經被應用到(dào)各種(zhǒng)高速重載要求的傳動場合中,尤其是飛行器、汽車、重型(xíng)機(jī)械和各類精密傳動設備(bèi)等設備(bèi)所使用的齒輪箱的內部重要部件已逐漸被弧齒錐齒輪替(tì)代。
如圖 2.3 為弧齒(chǐ)錐齒輪副,它與普通的直齒錐齒輪副相比,弧齒錐齒輪可以(yǐ)視做直齒(chǐ)錐齒輪切成無數薄片後經扭轉(zhuǎn)與母線(xiàn)傾斜而(ér)形成的。

圖 2.3 弧齒錐齒輪副
弧齒錐齒輪的輪(lún)線與節錐母線所成角度稱為錐齒輪齒(chǐ)輪(lún)的螺旋角,螺旋角的計算與標準常以齒輪節線為基準。弧齒錐齒輪中(zhōng)把節線中點的螺旋角稱(chēng)為弧齒錐齒(chǐ)輪(lún)的名義螺旋角(jiǎo),常用 ? 符號。弧(hú)齒錐(zhuī)齒輪副(fù)齧(niè)合時,除了要求壓力角相等外,還要具有相同的螺旋角[22]。
齒輪節線(xiàn)上(shàng)的螺旋角在數學推導計算得出的數值(zhí)與在齒線上實際(jì)測(cè)得的數值是完全相等的。因而,可(kě)以以(yǐ)齒(chǐ)線為基礎建立幾何計算模型得(dé)出節線上不同位置螺旋角的大小。格裏森製的弧齒(chǐ)錐齒輪就是利用(yòng)這一發現設計出(chū)錐齒輪加工用端麵銑刀盤,如圖 2.4 為端麵銑刀盤。

圖 2.4 端麵(miàn)銑刀盤
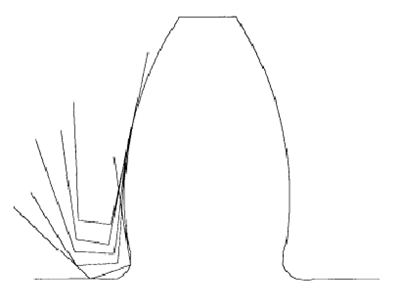
銑刀盤因為刀具形狀的原因其切削麵為兩個圓錐麵。用平麵產形輪加工弧齒錐齒輪,其齒線可以看做圓弧的一部分。圖 2.5 給出了弧齒錐齒輪的齒線作圖過程。由(yóu)此可以(yǐ)求出齒輪節線(xiàn)上任意位置的螺(luó)旋角。
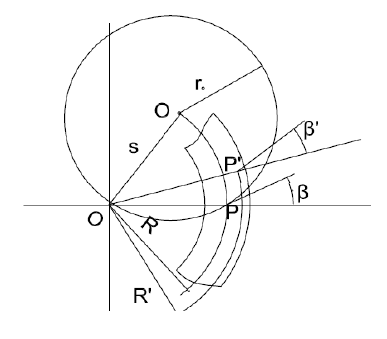
圖 2.5 弧齒齒(chǐ)輪齒線
設圖中點(diǎn) P 為齒線的中點,改點的(de)錐距為 R,螺旋角為 β,齒線所在圓的半徑為(wéi)0r 。在圖中的ΔOOO P 由餘弦(xián)定理可知:

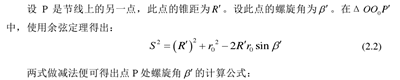

最後,對弧齒錐齒輪(lún)副當(dāng)量齒輪進行推導。根據直齒錐齒輪(lún)當量(liàng)齒輪與斜齒輪當量齒輪的計(jì)算過程,可(kě)以推導出弧齒錐齒輪副在法向齒麵內的齧合也可(kě)以用當量齒輪來近似,它們等效的圓柱齒輪副節(jiē)圓半徑與齒數分別為
這樣在弧齒錐齒輪副齧合的一般性(xìng)研究中使用當(dāng)量齒輪對弧齒錐齒輪的計算和理解方便而有效。
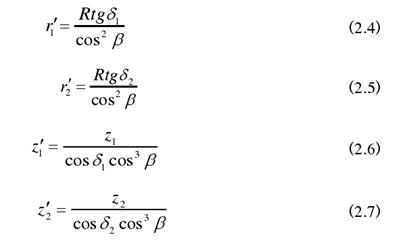
關於(yú)弧(hú)齒錐齒輪常用參(cān)數名稱如表 2.1 所示(shì)。
表 2.1 弧齒錐齒輪參數
弧齒螺旋錐齒輪主要基本參(cān)數包括,齒數、模數(shù)、旋向、軸交角、壓力角、螺旋角等[23]。部(bù)分參數說明如下:
1)弧齒錐齒輪(lún)副的軸交角 ? 和傳動(dòng)比 i ,兩者依(yī)據齒輪副的實際(jì)傳動要求來選定。2)根(gēn)據需求功率或(huò)傳動負載情況來選定(dìng)齒(chǐ)輪副小輪(lún)外端的節圓(yuán)直徑(jìng)d 1和小輪齒(chǐ)數z1 ,z1 數值(zhí)不得少於 5。
3)弧齒錐齒輪的外端模數 m 可以直接按計算公式(2.8)來確定,且沒有具體的圓整要(yào)求。模(mó)數公式:
5)依據大輪和小輪的(de)旋轉方向(xiàng)要求來確定旋向。實際(jì)旋向的確定是根據轉動要(yào)求來(lái)設定,螺旋錐齒輪齒輪副中隻有兩個齒輪具有(yǒu)不(bú)同的旋向(xiàng)的前提下(xià)齒輪才可以正常才能齧合。
6)一般情(qíng)況下要求齒輪(lún)副傳動時有足夠的齒麵接觸比(bǐ)Fm ,這時弧齒錐齒輪副須合理選用螺旋(xuán)角。 齒(chǐ)麵接觸比公式為:

7)弧齒錐齒輪副在節線某點(diǎn)齧合時,齧合點的法向矢量與(yǔ)節(jiē)平麵所成角度 ? 為齒輪的壓力角。壓力角有(yǒu)16?、 20?、 22.5?等數種標準,但通常工程(chéng)人員認為 20?更合適。壓力(lì)角過小會降低齒輪強度,且齒輪易產生跟切(qiē)現象(xiàng);壓力角過大則會使輪齒的齒頂(dǐng)發生形狀變化(huà),降低齧合時的重疊係數。
其他幾何參數與弧(hú)齒錐齒輪的輪坯修正參數可由程序和公式進行計算而(ér)求得,但此部分工作在(zài)本文中不做具體討(tǎo)論。
2.2.2 擺線(xiàn)齒錐齒輪
擺線製齒輪通常分為奧利康製(Oerlikon)和克(kè)林貝格製(Klinglnger)兩種,本文(wén)提及的擺線齒製(zhì)是指克(kè)林貝格製擺線齒製。
擺線(xiàn)錐齒輪因為其齒形特點加工刀具的各項參數易於標(biāo)準化(huà),無須(xū)過多的刀盤調整過程。通常在(zài)一台設備(bèi)上(shàng)就可(kě)以完成大部分的加工任務。加工刀(dāo)盤規格(gé)和數量較少的擺線齒輪(圖 2.6)采用區分內外刀的分體式刀盤(結構如圖(tú) 2.7)采用連續分度加工,齒輪齒形由刀盤的內外刀確定。擺線製齒輪模數少直(zhí)徑大負載能力極強多用於大型工程機械領域,如礦山、港口、重型工(gōng)程車輛等方麵[24]。
圖 2.6 擺線齒輪圖
2.7 克林貝格(gé)分體式刀盤
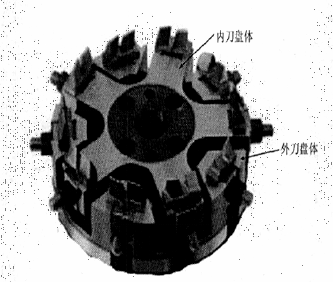
在實際計算中通常使用擺線齒的當量齒廓來進行基本參數的計算(suàn),圖 2.8 為其推導過程。
圖 2.8 擺線齒當(dāng)量齒推導(dǎo)
如圖 2.8a 中,設齒數 z ,分度圓錐角? , M 位置分度圓半徑mr 。做輔助圖形,以 C 為中做球麵,最後可以得到(dào)一個扇(shàn)形麵,設齒麵(miàn)為齒輪(lún)麵,在圖 2.8b 中,可以近似求得扇形麵的分度圓半徑:
做分度圓,半徑為VR ,以扇形麵的參數為基準(zhǔn)做支持圓柱齒輪(lún),該齒輪則為擺線齒錐齒輪的當量(liàng)齒輪,結合(2.13)、(2.14)式設當(dāng)量齒數為vnz ,壓力(lì)角 20n? ? 齒頂高係數*1ah ? 、頂隙係數 c*
?0.25 ,因為(wéi):

則可求(qiú)得當量齒數:

(1)擺線齒輪參數確定
圖 2.9 表(biǎo)示擺線齒的基(jī)本參數,其他相關參數都是由此推(tuī)導或查閱資料得出(chū)。
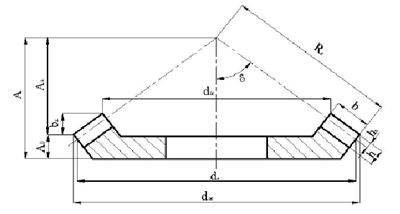
圖 2.9 擺線齒基本參數
研究主要設計(jì)的擺線齒輪常用參數如(rú)表 2.2 所示
表 2.2 擺線製齒輪主要參數
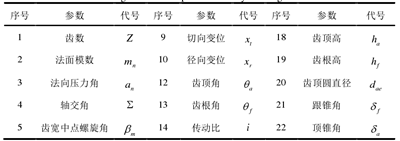
主要的基本參數如:齒數、軸交角、分度圓直徑、齒麵寬、偏(piān)置距、齒(chǐ)數比等。相關參數計算及說明如下:
1)齒數一般由設計人員根據實際(jì)使用來(lái)確定。齒數通常應大於 8,有變速要求的要求齒數最(zuì)大不可超過 120,齒數比在(zài) 1 至 15 左右(yòu)。
2)軸交角 ? 應時刻滿足等於大小齒輪的節錐(zhuī)角的代數和。當軸交角為直角時:

3)齒寬 b 的選擇通常要根據實際(jì)的應用場合,可(kě)以通過查表(biǎo)獲得所需(xū)工況的齒寬 b。
4)法向模數nm 指擺線齒(chǐ)輪齒寬中(zhōng)點位置所在垂直於切(qiē)線的平(píng)麵的(de)法向模數。通(tōng)常,要(yào)獲得良好的工作狀態齒(chǐ)寬與模數比要維持在一定範圍內,

5)螺旋角m? 擺線齒輪螺(luó)旋角一般是指齒寬中點出的螺旋(xuán)角。螺旋角大小可以為任何值,不過考慮到傳動性(xìng)能通常選擇30 ~ 45? ?,常用的(de)計(jì)算公式為:

以上為擺線製齒輪設計及加工(gōng)重要的參數,其他相關參數由以上參數經公式計算或查表得出。
2.3 刀具參數
刀具作為螺旋錐齒輪加工過(guò)程中的重要(yào)因素直接影響著齒輪的加(jiā)工精度與表麵質量[25]。在以往的加工過程中刀具參數在通常情況下可由計算卡片求得,而在現代的專用設備中刀具參數由計算模塊得出。
刀具的主要參數(shù):刀盤齒形(xíng)角 a 、刀盤半(bàn)徑? 、刀頂距 w 。計算參數一般須計算後進行圓整選擇。刀具材料則需要根(gēn)據切削材料(liào)通過查閱手冊確定(dìng)。
2.4 螺旋錐(zhuī)齒輪切齒(chǐ)機床模型與機床調整參數
如圖 2.10 所示為螺旋錐齒輪傳統加工設備的簡化模型。搖台所代表的假想(xiǎng)齒輪,稱為產形輪(lún)。產形輪軸線與刀尖假(jiǎ)想平麵的交點,稱為機床中心。刀盤軸線與和(hé)刀尖假想平麵的交點,稱為刀盤中心。過(guò)機床中心並與搖台軸線垂直的(de)平麵,稱為機床平麵。若機床平麵剛好(hǎo)與刀尖平(píng)麵重(chóng)合,機床平麵(miàn)是平(píng)麵產形輪的麵錐。機床中心與刀盤中心之間的距離,稱為(wéi)徑向刀位。機床中心與刀盤中心的(de)連線與水平(píng)軸線之(zhī)間的夾角(jiǎo),稱為(wéi)角向(xiàng)刀位。大輪或小輪軸線與機床平麵的夾角,稱(chēng)為輪坯安裝角。大輪或小輪軸線與產形輪軸線的偏置距,稱為垂直輪位。大輪或小輪設計時的交叉點與切齒交叉點之間的距離,稱為軸向輪(lún)位修正值。切齒交叉點到機床平麵(miàn)的距(jù)離,稱為床位。產形輪與大輪(lún)或小輪的傳動比,稱為機床滾比[26][27]。
機床調整參數包括:刀盤相對於(yú)產形輪的位置(刀位)、大輪相對於產形(xíng)輪的位置(輪位)和產形輪(lún)與(yǔ)大輪之間的傳動比(滾比)。
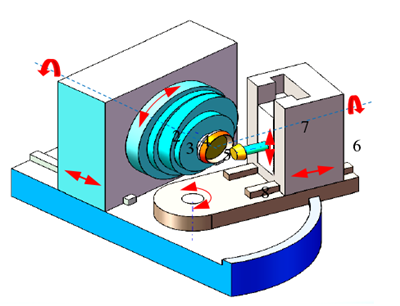
1—刀具箱,2—搖台(tái),3—偏心鼓輪,4—刀轉體,5—刀傾體,6—工件箱,7—偏置距滑(huá)台8—滑動底座 圖 2.10 螺(luó)旋錐(zhuī)齒(chǐ)輪切(qiē)齒機模型
為方便說明(míng)下麵以傳統(tǒng)錐齒輪設備展成法加工準雙曲麵大輪為例說明螺旋錐齒輪(lún)加工過程中機床調整參數的確定。
在圖 2.10 中從機床自頂部向下看,可以得到(dào)圖 2.11 中(zhōng)的 a 俯視圖。從機床正前部看,可以(yǐ)得到圖 2.11 中(zhōng)的(de) b 主視圖。
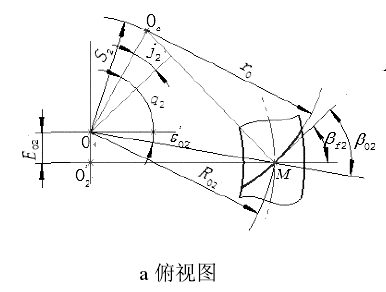
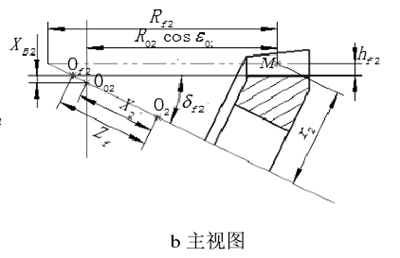
機床中心O 、刀(dāo)盤中心Oc、徑向刀位2S 、角向刀位2q 、輪坯安裝角M2? 、垂直輪位02E 、軸向輪位fZ 修正值2X 、床位 B2X
圖 2.11 機床調整(zhěng)參(cān)數用計算

如圖 2.12 所示為(wéi) GCMT2500 機床結構。GCMT2500 以傳統錐齒輪設備設計為(wéi)基礎在結構上進行了改進。以調整 A 軸上刀盤(pán)實際運動的位移、角度進行(háng)切削的加工方式代替了傳(chuán)統錐齒(chǐ)輪設備直接調整工件空間位置的加工方式。工件可直接置(zhì)於 C 軸的工作台上以確定的轉速(sù)配合其他聯(lián)動(dòng)軸進行銑削加工,這項改進極大的方便了齒輪毛坯件特別是大尺寸毛坯件的上下料和調整工(gōng)作,提高了加工效率降低了立式加工對設備的要求。而對於上(shàng)述機床調(diào)整參數的說明示例,通過(guò)采用不同的方法加工和計算公式可以實現(xiàn)不同齒製的(de)不同加工方法的(de)機床調整參數的確定,以這些(xiē)參數為基礎(chǔ)通(tōng)過特定的轉換,最後得到的數據都可以(yǐ)用來確定 GCMT2500 設備加工齒輪的機床調整(zhěng)參數。
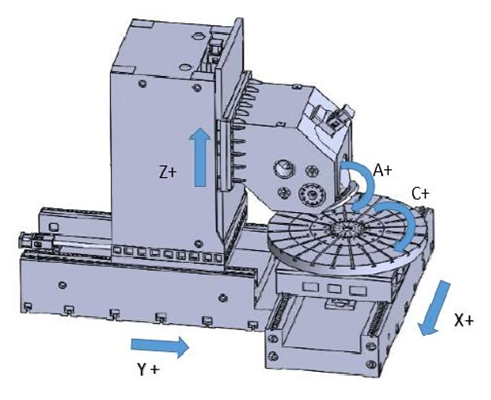
圖 2.12 GCMT2500 機床結(jié)構
2.5 加工工藝參數
加工工藝(yì)參數通常指(zhǐ)在齒輪加(jiā)工過程中機床設(shè)定的工藝參數(shù)。如主軸轉速 S ,切削(xuē)進給量 f ,切削(xuē)跨齒數 N ,安全餘量 P ,潤滑方(fāng)式等因素。 工藝參數的選定都有嚴格的標準。其中,主軸轉速 S 選(xuǎn)擇的主要影響因素有(yǒu):加工材料的種類,材料熱處理的狀態(tài),刀具材料(liào)性質等。切(qiē)削進(jìn)給量 f 則需參考刀具進行切削加(jiā)工時的線速度查閱切削手冊(cè)給定具體(tǐ)數值。切削跨齒數 N 目的(de)為減(jiǎn)少連續加工方式產生(shēng)的齒(chǐ)間(jiān)積累誤差,通常根據加工錐(zhuī)齒輪齒數(shù)確定,以(yǐ)不能為齒數整除的奇數為標準。安全餘量 P 保證切削安全設定的安全距離。潤(rùn)滑方式,GCMT2500 切削潤滑方式分為氣潤滑(huá)、油氣潤滑、幹切等幾種潤滑方式,可根據加工條件自行(háng)選擇潤滑方式(shì)。
2.6 本章小結
本章主要介紹了螺旋錐齒輪加工的重要(yào)參數研究,對研究主要涉及的弧齒製錐齒輪與擺線齒錐齒輪的相關幾何原理與輪坯設(shè)計過程中的主要參數、公式(shì)進行(háng)了相關推導和(hé)計算。對(duì)加工過程中的機床調(diào)整參數和工藝參數進行了說明軟件參數設計部分提(tí)供了數據支持。
投稿箱:
如果您(nín)有(yǒu)機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您(nín)有(yǒu)機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦







專題點擊前十
| 更多

