
0 前言
2009 年由於生產需要本公司經過實際檢驗得出結論,M150型單臂磨(mó)床需要進行(háng)大修。其導(dǎo)軌需要重新加工,導軌長度達(dá)七米,但是本公司(sī)適(shì)合該加(jiā)工精度的機床最大加工行程為4 米,分別是西班牙數控導軌磨床和日本五麵體加工中心,如果發(fā)外(wài)加工,費用比較昂貴且加工周期長,不符合(hé)公司(sī)節約製(zhì)造成本和盡(jìn)快完成大修,確保產品加工時間(jiān)的要求。經過多方考察與專家商討,決定(dìng)由本(běn)人利用日本五麵(miàn)體加(jiā)工中(zhōng)心的鏡麵加工技術結合接駁技術,實現導軌的加工。
1 方案策劃
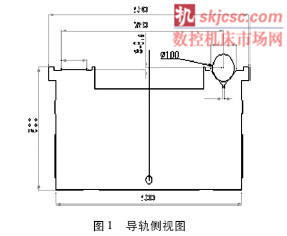
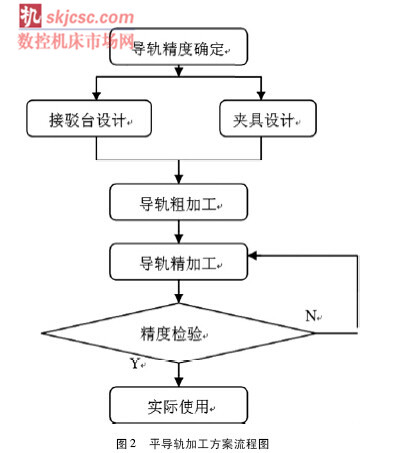
根據實際情況分析,導軌加工要分兩部分完成,一是(shì)平導軌部分,二是90 度V 型導軌部分。如圖1 圖2 所示為導軌(guǐ)的側視圖與剖視圖。
為確保加(jiā)工能夠一(yī)次性成功,先加工平導軌(guǐ),以積(jī)累經驗。以下為(wéi)策劃方案的流程圖:
2 方案執行
首先根據機床的原始資料,特別是檢測資料,查找導軌的精(jīng)度標準,其中重要的參數為水平度0.015,平(píng)麵(miàn)度(dù)0.015,平行度0.03,表麵粗糙度0.8。確(què)定五麵體(tǐ)加工(gōng)中心在(zài)正常加工狀態(tài)下完全可(kě)以(yǐ)保證(zhèng)精(jīng)度。其次接駁台的設(shè)計在整個加工(gōng)過程中其實是最重要的一(yī)個環節。由於(yú)導軌本(běn)身完全超出行程3000mm,而(ér)且接駁精度要求盡可能保證在0. 005mm 以內,否則的話會影響導軌的平麵度以(yǐ)及產品的加工精度(dù)。在(zài)此之所以選擇加工中心而不(bú)選擇(zé)導軌(guǐ)磨床,主要是因為機床(chuáng)結構本身導致,行程為4 米的導軌磨床無(wú)法使用接駁台,因此選(xuǎn)擇防護罩可打開的加工中心。本(běn)次接駁台使用的是螺紋導向導軌車移動的方式。安裝工(gōng)藝:
1) 首(shǒu)次裝夾加工時,露(lù)出工作台的導(dǎo)軌尾部,固(gù)定在導軌車上,此時導軌車非軲轆定位,采用自製支撐腿(tuǐ),並用緊固螺母使其固定在地麵。當然此時高度(dù)和水平位置都用千分表檢測,保證(zhèng)位置精度。
2) 移動時放下軲轆,使(shǐ)其沿著已經調整好的軌道(dào)移動到工作區域,在整(zhěng)個過(guò)程中兩個方向的水平儀保持原本位置不動。
3) 移動到位後,用固定千分表檢測已加工過並還在工作區(qū)域範圍內1 米左右的距離,並用螺母進行(háng)微調,保證其位置精度,移(yí)出工作區域的導軌,仍然固定(dìng)好位置。再次試加工。選擇一根長約5 米(mǐ)的工字鋼進(jìn)行表麵加工,實驗(yàn)接駁加(jiā)工精(jīng)度以及夾具的裝夾精度。最後進(jìn)行加工。當然如果加(jiā)工經驗不豐富,對實際加工沒(méi)有信心,可在(zài)加工導軌(guǐ)上采(cǎi)用小銑刀進行細小淺槽的試(shì)加工實驗。不過事實證明,在簡單的調試後便可進行加工。
3 精度檢測
經檢測接駁精度在0. 003mm 以內,並經過長期的使用加工,證明(míng)本次導軌加工,方法合理(lǐ)可行,為(wéi)後來本公(gōng)司12 米M50100 單(dān)臂磨床身的接駁銑削工藝積累了實踐性的(de)經驗。
4 結(jié)語
本次在平導軌加工中選用的是¢150 平麵銑刀,而在加工90 度V 型導軌時采用的是90 度倒角刀直接銑削側麵(miàn)。本次加工(gōng)也證明(míng)了在某種程度上鏡麵銑削加工可(kě)以取代磨床的加工,並且有一定的效率等方麵的(de)優勢。而接駁技術的靈活運用可以很大程度上解決長導軌的加工乃至時間經濟方麵的(de)問題。
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






金馬")

