
隨著模具工(gōng)業的飛速發展,厚度(dù)大於200 mm 的(de)模具型芯大量出現,為節約(yuē)成本越(yuè)來越多的大型模具型芯都要采用線切(qiē)割加工。隨著被切割工件厚度的增加,切割的穩定性下降,斷絲(sī)幾(jǐ)率也大大提高,所以分析大厚度工件加工中的難點及其產生的原因,采取適當的工藝措施,保證工件質量,是非常必要的。
1 大厚度工件加工的難點及(jí)產生原因(yīn)
大厚度工件通常指的是厚度大於200 mm 的鋼,或者是厚度大(dà)於70 mm 的(de)紫(zǐ)銅,或者是硬質合金(電導率(lǜ)高(gāo)、導熱係數高或耐高溫)材料。大厚度(dù)工件在進行線切割加工時,由於受放電加工蝕除條件的(de)製約,使(shǐ)得加工穩定性(xìng)變差(chà),切割麵會形成條條溝槽,表麵(miàn)質量嚴重破壞,同時(shí)伴隨著拉弧燒傷現象,使(shǐ)得切割麵(miàn)很快就會出現斷絲現象。
上述問題產生的主要原因包括:由於間隙內缺少足夠(gòu)的工作液,使得電蝕產物難以及時清除,不能恢複消電離的(de)狀態,從而影響放電的形成;間隙內的電蝕(shí)產物以電(diàn)阻的形式消耗了脈衝源(yuán)的能(néng)量,使電極絲與工件間失去了足夠的擊穿電壓和單個脈衝(chōng)能量;工件材料內部存(cún)在雜質的可能性隨厚度增加(jiā)而增大(dà),從而加大切縫變形的幾率,增大了短路的可能性。為了(le)克服大厚度工件(jiàn)加工中存在(zài)的困難,需要在機床調整,工作液、電極絲、電參數選擇等方麵采取適當的工藝措(cuò)施。
2 相關工藝措施的調整
2.1 加工前機床的(de)調整
工件的加工精度及品(pǐn)質與機床精度(dù)有著直接的關係。為了獲得高品(pǐn)質的工件,在加工之前,要先對機床進(jìn)行(háng)調整,檢查機床狀況,確保良好的加工狀態。
(1)對機床工作台位移精度進行(háng)檢測,要求用(yòng)手(shǒu)轉(zhuǎn)動絲杠時,絲(sī)杠應(yīng)轉動靈活。
(2)檢查導絲輪是(shì)否(fǒu)有鬆動、磨損,如有鬆動或磨損,需要及時進行更換及調整。
(3)根據待加工工件(jiàn)厚度調整絲架高度(dù),盡量使上噴嘴靠近工件(jiàn),避免電極絲振幅過大,影響加工質量。
(4)檢查走絲係統,調整電極絲垂(chuí)直度,開機後絲速控製在8 ~ 11 m/s。
另外,在加(jiā)工大(dà)厚度工件時,隨著絲架上、下臂之間距離的放大,加工中電極絲的抖動現象會(huì)加劇,這時,可考慮在上、下線臂之間導輪處,附加一立柱,來(lái)增加(jiā)線架的剛性和減小電極(jí)絲的抖動[1]。
2.2 電極(jí)絲選擇
電極絲材料具有良好的(de)導電性(如銅、鎢、鉬、鎢鉬(mù)合金等(děng))。黃銅絲加工穩定性好,但抗拉強度差,電極絲損耗大(dà)。鎢絲可獲得較高的切割速度,但放電後脆(cuì)性大,容易折斷(duàn)。鉬絲與鎢絲相比,熔點及抗拉強度(dù)都較低,但韌性(xìng)較好。鎢鉬絲雖然價格昂(áng)貴,但卻有著前兩者的優點。對於大厚度工件,為(wéi)了減少斷絲,提高切割(gē)表麵質量,選(xuǎn)擇鎢鉬合(hé)金電極絲W20Mo 和W50Mo,抗拉強度比普(pǔ)通鉬(mù)絲高,其壽命較鉬(mù)絲而言,約提高了(le)2 0 % ~ 30 %,且斷絲現象明顯減少。電極絲直徑的(de)選擇與(yǔ)切割質量有著直接的關聯,電極絲直徑大,能承受的電流大,使切割速度提高;但若直徑過大,切縫變寬,需要蝕除的材料增多,反而會降(jiàng)低切割速度。同時電(diàn)極絲直徑過大,會使(shǐ)拐角加工精度降低(dī)。綜合考慮以(yǐ)上因素,線徑應在0.17 ~ 0.20 mm之間,不宜太細或太粗。電極絲張力應(yīng)在8 ~ 10 N 之間。
2.3 乳化液選擇
大(dà)厚度(dù)零件線切割(gē)加工對(duì)工作液(yè)有一定要求。首先(xiān),工作液應盡可能(néng)增大(dà)放電間隙,同時還應使放電(diàn)蝕除(chú)產物具(jù)備較高的粘(zhān)度,從(cóng)而增加工作液的帶入量和減少電極絲振動,減少電極絲與工件表麵發生短路的幾率。其次,加工中產生的放電(diàn)蝕除(chú)產物必須保證濕滑油性,同時應盡可能充滿放(fàng)電間隙,減少斷絲發生的幾率。
工作液配置的濃度與加工工件的厚度及加工精度有關。對於厚度大於100 mm 的工件,濃度應控製在在3 % ~ 5 %之間。當工作液(yè)濃度(dù)較高(gāo)時(shí),放電間隙(xì)小,工件(jiàn)表麵質量(liàng)較好,但不利於(yú)排屑。較低濃度的工作(zuò)液,工件表麵質量較差,但卻有利於排屑。總之,線切割加工工作液牌號與濃度的選用應綜合考慮零件加工厚度,表麵質量等因素(sù),同時應注意(yì)減少斷絲發生(shēng)。
2.4 電參數選擇
在加工大厚度工件時,電參數的選擇是一個關鍵點,其中主要包括加工電流、電壓、脈衝(chōng)寬度、占空比等參數的(de)確定。
(1)太大的加工電流容易使電極絲燒斷,應把加(jiā)工(gōng)電流(liú)控製在3 ~ 4 A 較為合適, 脈衝峰值電流應在20 ~ 25 A 之間,這樣可以獲得較為理想的加工精度和表麵粗(cū)糙度。
(2)加工電壓對加工(gōng)效率影響較大,當電壓過小時,加工效率較低,為了保(bǎo)證加工效率,電壓應控製在100 ~ 130 V 之間。
(3)脈衝寬度(dù)和占空比對加(jiā)工穩定性影響較大。脈衝寬度(dù)過大(dà),占空比過小,則加(jiā)工穩定性會較差。相反,脈衝(chōng)寬度小,占空比大,將會降低加(jiā)工效率。綜合考慮(lǜ),加(jiā)工厚度較(jiào)大的工(gōng)件時,脈衝(chōng)寬度應(yīng)選擇在48~ 64 μs,占空比設置在1:6 ~ 1:9 之間較為合適。
2.5 加工實例
下麵以300 mm 厚模套芯加工為例,簡述大厚(hòu)度工件加工中涉及到的參(cān)數工藝參數設置。待加工的零件如圖1 所示,材料為H62,加工(gōng)要求曲(qǔ)線光滑連接,表麵粗糙度Ra2.5 μm。
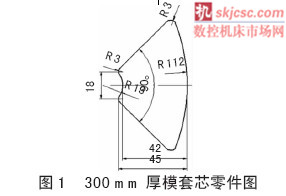
以300 mm 厚模套芯加工為例,零件如圖1 所示,材料為H62,加工要求曲線光滑連(lián)接,表麵粗糙度最(zuì)大值Ra2.5 μm。在加工中(zhōng)選用鎢鉬合金電(diàn)極絲W20Mo,線徑為0.20 mm,絲速控製在11m/s;工作液選用DX-4 乳化液,濃度為5 %;並且選(xuǎn)用合適的(de)電(diàn)參數如(rú)下:脈衝ti= 48 μs,峰值電流Ie= 20 A,加工(gōng)電流為2.7 A,加工完成後檢查工件,表麵粗糙度值達到要求。
3 結束語
實踐證(zhèng)明,在(zài)大厚度工件切割中對脈衝參數進行優化組合,選(xuǎn)用合適的電極絲及工作液(yè),並(bìng)對機床結構進行適當調整及改進,可以顯(xiǎn)著提高加工的穩定性,改善工件加工質量。
如果(guǒ)您有(yǒu)機床行業、企業(yè)相關新聞稿件發表,或(huò)進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






州金(jīn)馬")

