
軸杆類零件臥式浮動鐓(duì)鍛模
2014-3-13 來源(yuán): 作者:青島理工大學(xué) 田福祥
引言
軸杆類零件在各類機器設備和工具中(zhōng)占有很大的比(bǐ)重, 比較典型的有汽車球頭銷、自行車曲柄和中軸、套筒扳手、搖臂、杠(gàng)杆等。軸杆(gǎn)類零件的塑性成形可在專用設備或通用壓力機(jī)上生產。用專用(yòng)設備生產軸杆類零件效率高, 但是設備投資大, 藝範圍窄, 因此隻有對批(pī)量極大和(hé)尺寸較(jiào)大(dà)軸杆類零件, 才根據其形狀、尺寸和成形特點(diǎn), 分別在楔橫軋機、徑(jìng)向鍛造機和平鍛機等專用(yòng)設備上生(shēng)產。對於一般批量的(de)中小型軸類零件, 一般(bān)在通用壓力機上生產, 以避免造成設備資源的浪費, 增加生產成本。
按鍛件成形方向, 軸杆類零件鐓鍛成形可(kě)分為(wéi)立式鐓鍛(duàn)和臥式(水平)鐓鍛。前(qián)者(zhě)鐓鍛方向與一般(立(lì)式)壓力機滑塊運動方向相同(tóng);後(hòu)者鐓鍛方向與壓力機滑塊運動方向垂(chuí)直。
立式鐓鍛模的缺點是:受壓力機裝模高度限製, 不適用於長徑(jìng)比大的軸杆類零件成形, 隻適用長徑比較小的零件, 難以采用(yòng)軸向對分凹模結(jié)構, 因此鍛件有飛邊。其優點是模(mó)具結構簡單。
臥式鐓鍛一(yī)般不受壓力機裝模高度(dù)限製, 適用於長徑(jìng)比大的軸杆類(lèi)零件成形;采用軸向對(duì)分(fèn)凹模結構, 鍛件無飛邊, 但模具(jù)結構較複雜。現給出2種典型的臥式浮動鐓(duì)鍛(duàn)模結構:四杆型臥式鐓鍛模和(hé)斜(xié)塊型臥式鐓鍛(duàn)模。
2 四杆型臥式鐓鍛模
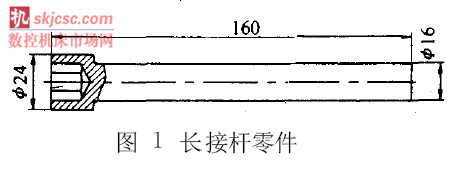
以鐓鍛套筒(tǒng)扳手長接杆為例, 介紹四杆型臥式鐓鍛模結(jié)構(gòu)和(hé)工作過程犤1犦。圖1是套(tào)筒扳手長接杆零件(jiàn)簡圖, 材料為45鋼, 毛坯(pī)為直徑 16mm 的圓鋼, 采(cǎi)用溫鍛工藝。鐓鍛長接杆的四(sì)杆型臥式鐓鍛模結(jié)構如圖2所示, 裝模高度為390mm, 上下模座(zuò)底麵尺寸都是640mm×400mm, 在1000kN 開式通用衝床上使用。
下模座22和上模座(zuò)16分別固定在衝床工作台和(hé)滑塊上。在下模, 凸模座(zuò)4和下模塊23通過銷軸21和撐杆20與下模座22相聯, 構成平行四連(lián)杆機構。下模塊23與撐(chēng)杆20和下模座22構(gòu)成另一個平行四連杆機構。因此下模塊23與凸模座4作水平相對運動, 靠前後兩側的導軌24導向(見圖(tú)2的A -A剖(pōu)麵圖)。導軌24和下模塊23由螺釘固(gù)聯, 凸模座4可沿導軌24滑動。彈簧18使(shǐ)凸模(mó)座4與下模塊23保持穩定的分開狀態。
上模的結構與下模(mó)相似, 隻(zhī)是導軌2與上模(mó)塊12固聯, 而滑枕(zhěn)3可沿導軌(guǐ)2滑動。模芯7、8、10均為軸向對(duì)分結(jié)構(gòu), 上下模各一(yī)半(bàn)。模芯7的型腔對凸模6有導向作用;模芯10構(gòu)成工件變(biàn)形的型腔;模(mó)芯8的上下兩半夾住工件杆部, 防止杆部在頂鐓力作用下失穩彎(wān)曲。螺(luó)釘15承受工件右端的頂鐓力, 其軸向位置可調節, 以適應不(bú)同的坯料長度。凸模6用螺帽5裝在螺釘1上, 凸模6和螺帽(mào)5之間徑向有間隙(xì), 使凸模6相對於螺釘1可徑向(xiàng)浮動, 其徑向位置由模芯7的導向槽決定。通過調節螺釘1的軸向位置, 可改(gǎi)變坯料變形部分的長度;調節衝床(chuáng)的閉合高度, 可以改變凸模的衝(chōng)孔深度。
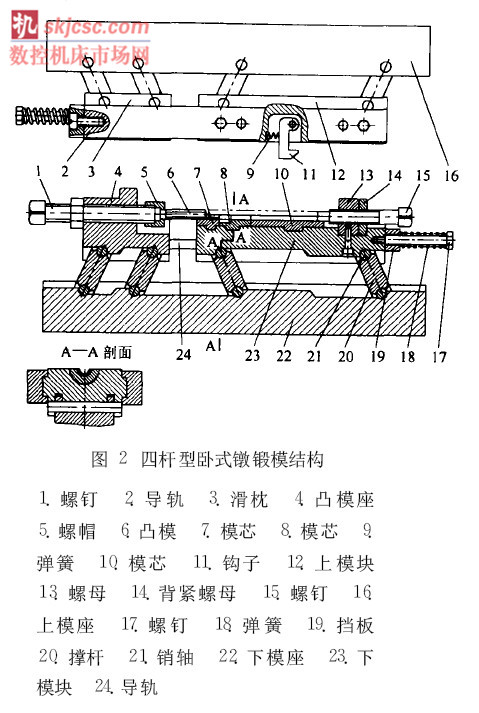
工(gōng)作時將熱坯料放在下模芯上(shàng), 滑塊下行, 上下模閉合並(bìng)夾住坯料。當(dāng)滑塊繼續向下運動時, 迫使撐杆20在傾斜方向上傾斜(xié), 從而推動凸模6插入模芯, 完成頂鐓和衝孔。在鐓鍛過程中, 凸模(mó)6右移,而(ér)模芯7、8和10隨下模塊左(zuǒ)移。
壓力機滑塊上行時, 由於上、下模已被鉤子11勾住不能分開, 撐杆20的作用力與(yǔ)其鐓鍛時的(de)作用力方向相反, 其水(shuǐ)平分力將凸模從工件中拔出, 而其垂直分力則由鉤子11承受。當上模塊沿水平方向回到一(yī)定位置時, 導軌24將(jiāng)鉤子碰開, 從而使上、下(xià)模脫離, 回複原位。
3 斜塊型臥式鐓鍛模
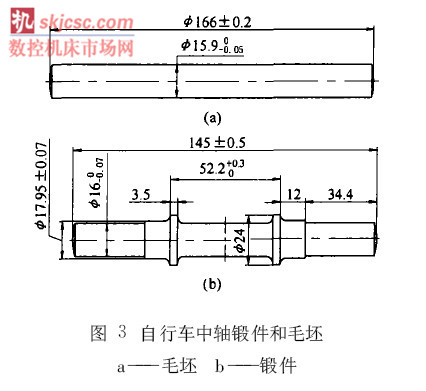
以自行車中軸鐓擠成形為例, 介紹斜塊型臥式鐓鍛模結構和工作過程。圖3b是自行車中軸(zhóu)鐓鍛件圖(tú), 材料為45鋼, 采用冷鍛成形(xíng)。根據毛坯體積等於鐓鍛零(líng)件體積的原則, 設計毛坯尺寸如圖3a所示。采用直徑為17mm 的熱軋圓鋼作為坯料, 經過退火、表麵清理、冷拔、按毛坯(pī)長(zhǎng)度下料、無(wú)心磨粗磨外(wài)圓和中(zhōng)溫(wēn)磷化處理(lǐ)等工序形成毛坯(圖3a)。鐓(duì)鍛成形的零(líng)件無需切削加工, 即可進行熱處理等工序。
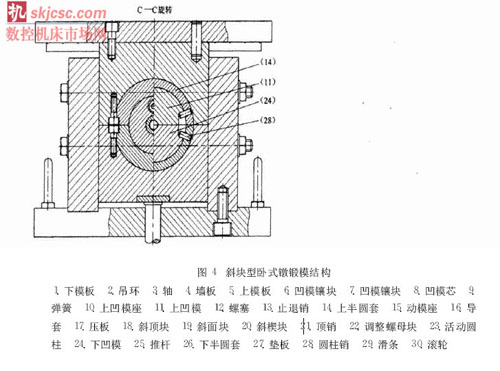
鐓擠自行車中(zhōng)軸的(de)斜塊型臥式鐓鍛模結構如(rú)圖4所示, 用(yòng)在工作台下有氣墊的(de)壓力機上, 以滿足動模座23上浮的要求, 所需的鐓鍛成形力為2100kN。采用J36_250型閉式雙點壓力機(jī)。該壓力機公稱壓力為2500kN, 最大裝模高度為590mm, 有液壓氣墊, 氣墊壓(yā)力為65kN, 完全滿足中軸鐓鍛要求。
該鍛模是根據斜塊運動原理設計的, 對於許多軸類零件可實(shí)現一次冷(lěng)鐓(duì)鍛成形。下模(mó)部分(fèn), 牆板4與下模(mó)板1固連(采用焊接方法或螺釘連接方法)。通過1對牆板4和4個(gè)螺栓將2個斜麵塊19定在(zài)下模板1的兩端, 使下模構成一(yī)長方窩座。動模(mó)座(zuò)15在窩座內能上、下滑(huá)動。動模座正中固定下半圓套26和下凹模24, 動模座兩邊為通孔, 孔內裝有導(dǎo)套16, 導套內裝有活動圓柱23, 圓柱一端(duān)裝有與斜麵塊19接觸的斜頂塊(kuài)18, 另一端內裝有凹(āo)模鑲塊6、7和(hé)凹模芯8, 圓柱23上還裝有軸3, 軸的兩端(前、後) 裝有滾輪30與(yǔ)裝在牆板上的滑條29接觸。上模部分, 半圓套14及上凹模11通過上凹模座10固定在上模板5上(shàng)(參見圖4的C —C 旋轉(zhuǎn)剖視)。
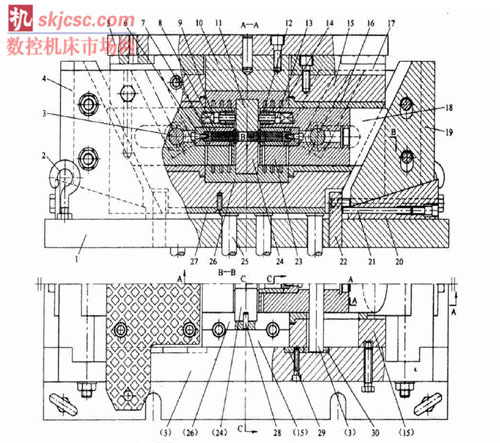
工作時, 動模座15在推杆25的(de)作(zuò)用(yòng)下被頂起,兩活動圓柱23在滑條29作用下左右張開, 此時毛坯放在下凹模(mó)24上。上模(mó)下行, 上凹模11與下凹模24對(duì)合套住毛坯, 上半圓套(tào)14與下(xià)半圓套26對合(hé)構(gòu)成一圓套, 與此同時, 上模板5的(de)兩邊壓住裝在動模座15上(shàng)的壓板17(麵上刻以花紋)。隨著上模的下(xià)行(háng), 動模座15也下(xià)行(háng), 兩活動圓柱23在斜麵塊19的作用下, 在上、下半圓套14、26所構成的圓套導向下向中心移動, 毛坯兩端被插進凹模芯8內, 當凹模鑲塊6頂住毛坯, 毛坯便開始(shǐ)鐓壓(yā), 直至行程終結, 鐓成所需(xū)的中軸。
當壓力機滑塊(kuài)上移時, 帶動上模(mó)板5和上凹模座10脫(tuō)離動模座15。壓力機氣墊通過推杆25推動動模座15上移, 兩個活動圓柱23作相背離的移動,擠壓(yā)件退出凹模(mó)芯8, 完成一個工作循環。
中軸(zhóu)每一端所被鐓至的尺寸(cùn), 可以通過調節圖4中A -A 剖視圖兩端(duān)的4個螺釘(dìng)進行調節(jiē), 移動斜楔塊20, 使斜麵塊19升高或下降, 從(cóng)而增加或減少圓柱的鐓(duì)壓量。
彈簧止退銷13的作用是防止上模上行時將鐓壓好的工件帶上, 避免誤壓雙件(jiàn)導致模具損壞。
投稿箱:
如(rú)果您有(yǒu)機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有(yǒu)機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞(wén)
名企(qǐ)推薦







專題點擊前(qián)十
| 更多

