
【摘要】簡要闡述了在中國鐵路跨越式發展背景下,鐵路貨車製造主導企業齊齊哈爾鐵路車輛(集團)公司(以下簡稱齊車公司(sī))衝壓加工工(gōng)藝過程的薄(báo)弱環節,並針對(duì)衝壓加工係統在(zài)工藝設計及(jí)製造模式、信息化、定額管理等方麵的建(jiàn)設進行了探討。
關鍵詞(cí):跨越式發展;鐵(tiě)路貨車;衝壓加工;信息化;定額管理(lǐ)
1 引言
在國民(mín)經濟快速發展的帶動下,鐵路運能需求大幅攀升,據有關數據統計(jì),全國日均申請車皮滿足率僅為50%~60%,高峰期更下降至約35%。2002 年底,鐵道部部長劉誌軍在全國鐵路(lù)工作會議上明確指出, “充分利用後發優(yōu)勢,學(xué)習借鑒(jiàn)發達國家鐵路技術(shù),實現我國鐵路的跨(kuà)越式發展”。從而拉開了中國實施鐵路跨越式發展戰略的(de)序幕(mù)。
鐵路跨(kuà)越式發展戰略主要包括兩方麵的內容:其一,運輸能力(lì)的快速擴充。在較短時(shí)間內解決鐵路運輸能力不適(shì)應的問(wèn)題,早(zǎo)日使鐵路運輸能力適應國民經濟和社會發展需要;其二,技術裝備水(shuǐ)平的快速提高。充分(fèn)利用(yòng)國際國內先進的技術資源,加快技術(shù)創新,在較(jiào)短時間內,使我國鐵路主要技術裝備達到或接近發達國家水平(píng)。
按照2004 年國務院通過的《中長期鐵路網規劃》,2010 年國家鐵路牽引動力將(jiāng)全部實現內電化,形成以牽引5000t 的線路為骨幹(gàn)的重載網絡,達到重載線路縱橫聯(lián)網,積極建設運煤專線,開行(háng)10000t~20000t 重載單元組合列車。發展高速鐵路和客運專線,開行時速(sù)250km以上(shàng)的高速列車。在主要繁忙幹線上開行時速160~200km的準高速列車,在(zài)普通線路上發展時速120km的快速列車(chē)。繁忙幹線貨物列車時速達(dá)120km,一(yī)般線路貨車時速達到70~80km。由此可見,今後我國鐵路貨車將由通用化貨車低端產品向提速、重載貨車以及專用貨車高端產(chǎn)品(pǐn)轉變。
2 鐵路貨車產品研發製造新模式
國內宏(hóng)觀形勢(shì)的引導,使得中國鐵路(lù)貨車製造業麵臨著積極而深刻的機遇和(hé)挑戰。“重載、提速(sù)”已然成為鐵路貨(huò)運產品的主要(yào)發展(zhǎn)方向。供求(qiú)市場的開放,以及參與國際鐵路貨車市場競(jìng)爭的(de)需要,滿足用戶多(duō)樣化需(xū)求的能力是當今企(qǐ)業可持續發(fā)展的關鍵要素。同時,安全、質量標準意識深入製造過程的各個環節。多品種、小批量、快捷轉產將成為今後鐵路車輛製造行業的主要生產模(mó)式。
3 貨車製造衝壓加工係(xì)統建設
為適應貨車製造業的深刻(kè)變革,齊車公司始(shǐ)終堅持“科技興(xìng)企”戰略方針,並堅持走“以裝(zhuāng)備保工藝、以工藝保質量、以(yǐ)質量保安全”之路,大力提升技術手段。經(jīng)過“七五”、“八五(wǔ)”、“九五”、“十五”期間的建設,公司在信息化(huà)建設、鑄造、機械加工、焊接、熱處理、理化檢測、板材衝壓及表麵處理、塗裝等專業領域,先後從(cóng)美國、英國、日本、意大(dà)利、德國等國家引進了世界一(yī)流的現代(dài)化裝備和生產線,多年來的持續改造,大(dà)大(dà)提高了產品研發製(zhì)造能力、內在質量和(hé)商(shāng)品化水(shuǐ)平。但是,麵對鐵路貨車技術的快速發展,當前衝壓加工係統的建(jiàn)設尚有(yǒu)許多阻力和障礙需(xū)要克服(fú)與突破。
3.1 衝壓信息化建設與實施
信息化建設對提高企業生(shēng)產效率、降低成本、縮短產品周期、提高質量(liàng)等方(fāng)麵的成績(jì)已科學共識。上世紀末,齊車公司與清華大學合作(zuò),在國內同行業中率先建設了鐵路產品開發並行工程,並通過國家“863/CIMS”主題項目驗收。圖1 所示為產品開發(fā)並行工程(chéng)流程。
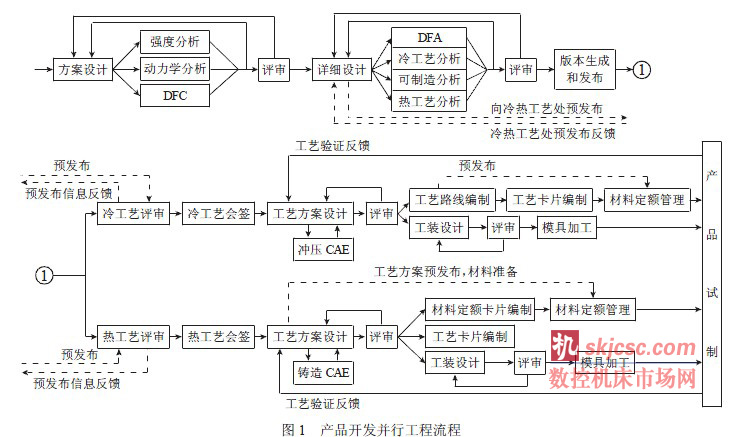
“並行工程”是一個複雜的係統工程,它解決如何有效(xiào)地將產(chǎn)品(pǐn)開發設計(jì)、工藝準備(bèi)過程、製造、過程管理(lǐ)、經營銷售等過程合理的組織,實現獲得最佳的產品周期和成本,有關(guān)資料表明,並行工程的實施可有效降低企業產品準備周期30%~40%,大幅降低試製成本。衝壓加工係統作為貨(huò)車製造最重要的專業領域之一(yī),其所涵蓋的零部件從數量上(shàng)約占整車70%,其工作流程的快(kuài)捷、準確(què)性直接(jiē)關係到產品準備的周期和成本。幾年來(lái),我(wǒ)公司並行(háng)工程項目(mù)的啟動和實施,在不同部門的協同應用實施仍處於不斷探索驗證的階段。
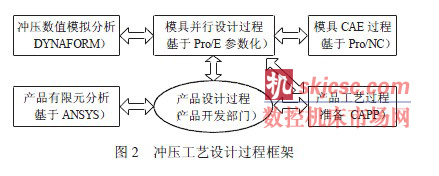
對於衝壓工藝設計,應突出強調工(gōng)藝設計、分析、模具設計及(jí)製造的並行過程,形(xíng)成圖2 所示的過程模式。摒棄傳統串行滾動模式,而是將(jiāng)動態協同從始至終貫穿於整個產品過程(chéng)中,為消除錯(cuò)誤發生、係統快速反應、最大程度的壓縮(suō)過(guò)程周期(qī)提供有(yǒu)效(xiào)解決方案。
方案的實施應重點關注以下幾方麵:
(1)控製工藝並行設計及優化的有效運行並提供解決方案。升級現有的CYCAPP2.1 衝(chōng)壓過程設計係統(tǒng),在工藝方案的製定和模具展開設計過程中,充(chōng)分發揮專業(yè)CAE 係統Dynaform的作用。
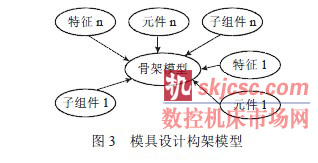
(2)構建基於全(quán)相關參數化的(de)模具設計(jì)過(guò)程。除需要部門間協同工作網絡環境的支持,作為具體完成模具設計的單元,在設計(jì)過程中應充分考慮保(bǎo)證使來自前端(duān)數據的任何變化(如產品(pǐn)尺寸局部變(biàn)更、工藝尺寸調整等)能(néng)夠及時傳遞和(hé)更新後(hòu)端輸出(如工程圖、CAE結構模型、CAM模(mó)型等),合理構建設(shè)計模型。
(3)協同製造,推進並實現CAD/CAM/CAE/CAPP的一體化技術。特別強調實施成形過程的計(jì)算機模擬(nǐ)分析和優化技(jì)術(CAE)、計算機輔助製造技術(CAM)在工藝過程中作用(yòng),並形成體製。
(4)衝壓資源(yuán)信息庫(kù)及工藝標準化建設,可壓縮(suō)輔助周(zhōu)期,提高(gāo)可靠性。
3.2 加快衝壓加工技術改造
近年來,新工藝、新材料等技術在高速、重載鐵路(lù)貨車產品中廣泛采用。機器人自動焊接技術對(duì)組裝(zhuāng)精度的(de)要求大幅提高,高強度鋼、鋁合金、不鏽鋼等新材料普遍采用。
從工藝角度分析,貨車產品大型壓力成型加工(gōng)沒有明顯的(de)變化;板材異型加工比例增多;由於組裝工藝的提升,大(dà)中型覆蓋和結構(gòu)件的加工(gōng)精度要求大大(dà)提高;傳統標準型鋼使用量驟減,取代之(zhī)主(zhǔ)要為冷彎型鋼(gāng)或折壓加工;車體高強鋼材(cái)料的強度等級大幅提(tí)升;同時,多品種、小批量、快捷轉產的生產特點以及質量標準的提高對衝壓加工技術裝備提出了新的要求(qiú)。目(mù)前,公司衝壓加工係(xì)統在板型材的精確下料、新強度材料(liào)的校平處理、彎曲成形加工(gōng)等方麵需要升級改造。
國內外(wài)板材的剪衝、校平、彎曲、成形以及型鋼(gāng)加工等衝壓加工裝備技術迅猛發展,數控、液壓、材料等新技術已得(dé)到廣泛應用,設備的數控化比例是衡量該加工係統柔性、質量保證能力的重要標準。因此,針對(duì)貨車製造衝(chōng)壓加工係統的技術改造,應注重以下幾方麵內容:
(1)合理配置(zhì)板材數控剪切、切割設備的占(zhàn)比(bǐ),提高柔性、精加工能力。隨著機器人自(zì)動焊接線等組裝工藝手段(duàn)的引進和升級,對相關配套零部(bù)件的質量要求(qiú)提高,尤其(qí)要保證大型覆蓋結構件的數控精加工能力。當前主流板材剪切設(shè)備普遍配備了數控係統,可根據被剪板料的材質、厚度和剪(jiǎn)切長(zhǎng)度,自動完成剪切角度、剪切行程(chéng)、刀片間隙和後擋料的調(diào)整(zhěng),剪切精度、效率、柔性控製方麵大大提高。在歐美、日本等發達國家,剪切設備普遍配備(bèi)了集送料、定位、卸料碼垛全程自動控製的CNC 集成控製係統(tǒng),對於大型結構件的數控剪切精度高。
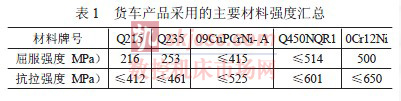
(2)板材校平能力的合理儲備。根據產品的預測(cè)及當前產品材料應用特點,高強(qiáng)度耐候鋼Q450NQR1及不鏽鋼(gāng)將成為今後提高車體強度的主要材料。通(tōng)過對70t 級貨車換代產品的材料統計(jì),Q450NQR1 在(zài)整車板(bǎn)材件的占比已(yǐ)高達94%(以70t 級通(tōng)用敞車為例),不鏽鋼材料也在整車生產中進行了試製,從產品的壽命周期看,屈服強度在600MPa 等級的材料將在今後(hòu)很長時期內廣泛采用。表1 所示為貨車產品采用的主要材料強度(dù)匯(huì)總。
(4)鋼(gāng)結構型鋼加工技術的提升及定(dìng)位。70t 級通用貨車產品的換代,鋼結構型鋼類(lèi)件(jiàn)的構成已發(fā)生變化,冷彎型鋼已成為鋼構件主要材料。冷彎型鋼(gāng)的加工,國外廣泛采(cǎi)用鋸切下料、CNC 控製機器人切割、機械加工單元組合(hé)式生產線,能夠(gòu)完成型鋼三維切口形狀的高精度加工;而對於小規格截麵標準型鋼(gāng),則普遍采(cǎi)用數控衝切加工線,在效(xiào)率、成本和質量方麵(miàn)具有顯著的(de)綜合優勢(shì)。對於貨車(chē)型鋼構件的加工,可從兩方麵考慮:其一,引進柔性數(shù)控型鋼加(jiā)工生產(chǎn)線,投入(rù)較高;其二,借鑒中集集團的集裝箱鋼構(gòu)件的製造經驗,采用板料剪切(qiē)切割、數(shù)控折壓加工方案,投入較低。
(5)具有柔性技術特點(diǎn)的工(gōng)裝應(yīng)用推廣(guǎng)。衝壓模具柔性化的設計理念是“脫離單一零件約束,尋求零件的共性製造特征,形成一模多用的製造模式”,實現的關(guān)鍵在於成(chéng)組分類、模具資源能夠可重複“組合”與高效利用。從結構(gòu)形式上柔性(xìng)模具分兩類:一類是單元式組合模具,另一類是積木式通用模(mó)具。組合單元衝模在C80 鋁合金運煤敞車(chē)生產中的應用成果表明:具有柔性特點的工裝應用,可以提高生產效率、降低成本。
(6)走(zǒu)專業化道路。改變衝壓係統“小而全”、“多而雜”的現狀(zhuàng),對部件組焊按專業化分工原則以及衝壓件的大、中、小規格分類,成立一個或幾個專業部(bù)件組焊(hàn)製造供應中心(xīn)。
3.3 衝壓材料定額管理研究實施
材料(liào)定額技(jì)術是(shì)界於技術和管理之間的邊緣學科,研究和掌握物資消耗定額,對於鐵路貨車製造(zào)有(yǒu)著重要的意義,合理下料與科學定額對(duì)產品成本的影響是尤為巨大。
目前,齊車公司批量生(shēng)產(chǎn)過程中,日消耗板型材約400t,衝壓加工(gōng)材料定額係統的主要問題體現在(zài)以下幾方麵:
(1)經驗係數法存在一定的誤差,不同車型產品係(xì)數的(de)確定缺乏科學依據或標準過時。
(2)定額製定與工藝過程方法脫節(jiē),工藝定額編製的精細化程度還應更高。
(3)物資采購過程中鋼材規格(gé)與(yǔ)定額執行條件的不相符,實耗控製難度高。
(4)執行車間物資(zī)定額管理方式混(hún)亂,現場可控程(chéng)度低。
(5)忽視了套裁下料的影響。鑒(jiàn)於材料(liào)定額技術的重要性,國內外企業及業界專家對該專業領域開展了多方麵的研究,方法不一,對企業的實施指導方(fāng)案也不同。對於鐵路貨車製造衝壓定額技術的建設和發展,如何實施精細(xì)定額管理,建議從以下幾方麵考慮:
(1)通過(guò)現場寫實(shí)等基礎工作,修正(zhèng)現有(yǒu)的經驗參數。
(2)建(jiàn)立衝壓定額體係或機製,如下料套裁卡,關聯並指導定額編製,以排樣計算法最終實現(xiàn)精細定
額。
(3)物資采購與定額管理的強相關(guān)統一、時效性,首先強調(diào)定額指導物資采購。
(4)重點進行定額係統的(de)信息化建(jiàn)設,形成以下料工藝、計算機優化排樣、技術定額設計、物資管(guǎn)理、定額管理等立體交叉(chā)的多點網絡係統模式,突出可(kě)控性(xìng)、可執(zhí)行性。
4 結束語
齊車公司作為我國鐵路貨車主導開(kāi)發製造企業(yè),新產(chǎn)品(pǐn)的(de)開發進程日(rì)趨(qū)加快,同時車輛結構日趨複雜,尤其對產品質量及使用性能要求極高的出(chū)口車,製造工藝難度空前提高。公司衝壓工藝水(shuǐ)平及(jí)能力、衝壓件質量比照(zhào)發達國家尚有較大差距,還遠不能滿足提速重載、多產品並行研發生(shēng)產(chǎn)及產品(pǐn)質量的要(yào)求。
當(dāng)前,處於“十一五”規劃(huá)的建設期,且適逢國家宏觀政策支持“東北老工業基地建(jiàn)設”的良好氛圍,為(wéi)確保貨車製造企業的可持續發展(zhǎn),抓住契機,提高衝壓加工質量、效(xiào)率、增強柔性應變(biàn)能力,加速解決現行及可以預期的衝壓加工生產中的關(guān)鍵薄弱環節,優化工藝裝備結構,采用優質、高效、低耗的工藝流程與技(jì)術,真正(zhèng)形成現代化、規模化、專業化格局的貨車製造板材及型鋼加工流程,應成為衝壓係統建設及技術改造的主導方向。
如果您有機(jī)床行業(yè)、企(qǐ)業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








