
摘要: 由於(yú)鐵路客車軸承滾子(zǐ)磨削加工精度難以控製,介紹了一種采用CBN 砂輪高速點接(jiē)觸磨削滾子的新方法,重點對其在線檢(jiǎn)測係統做了深(shēn)入的研究。確定了在線檢測係(xì)統的總體方案,設計了測頭機構,闡述並分析了測(cè)量原理。
關鍵詞: 滾動軸承; 滾(gǔn)子; 精密磨削; 在線檢測
1 前(qián)言(yán)
隨著(zhe)列車速度的提高和運行距(jù)離的增加,對車輪軸承質量的要(yào)求也(yě)隨之提高[1]。目前(qián),國內鐵(tiě)路客車正常(cháng)運(yùn)行速度不超過160 km/h,車輪最高轉速為1 000 r /min,車(chē)軸所(suǒ)受載荷為148. 96kN,最大軸向載荷為59. 6 ~ 74. 5 kN,車輪軸承采(cǎi)用脂潤滑。滾子質量在很大程度上影響著軸承的使用壽命(mìng)和(hé)動(dòng)態性能。由於(yú)鐵路客車使用環境(jìng)的特殊性,要(yào)求在磨削加工中同一組滾子直徑變動量≤2 μm,長度變(biàn)動量≤10 μm。
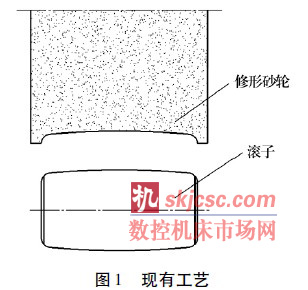
磨削加工往往作(zuò)為終加工工序(xù),對工(gōng)件的最終精度(dù)有直接的影響。鐵路客車常用軸承有圓柱滾子軸(zhóu)承和圓錐滾子(zǐ)軸承,滾子素線常采用邊緣對數曲線修形,一般為修形砂輪切入(rù)式(shì)磨削加工,其原理如圖1 所示(shì)。這(zhè)種加工方法(fǎ)要經常用金剛筆或金剛滾輪對砂輪進行修形,修形後的砂輪外形很難保證與所需滾子外形素線一致,同一批滾子(zǐ)的直徑(jìng)變動量(liàng)難以控製,容易造(zào)成滾子滾動麵素線的對稱(chēng)度不高,表麵粗糙度控製有限,且頻繁修形造成工作效率較低。
針對現有技術的不足,設計了一(yī)種采用CBN砂輪高速點(diǎn)接觸磨削滾子軌跡的新方法。該方法集多種輪廓磨削(xuē)加工工藝於一體(tǐ),一次(cì)裝夾可完成多個表麵的磨削加工,不僅提高加工效率,還可以(yǐ)保證工件的形狀(zhuàng)和(hé)位置精度。
在線檢測技術是一種基於計算機控製的檢測(cè)技術,其檢測過程由數控程序(xù)控製,通過工控機的(de)處理得(dé)出檢測結果並做出相應的處理。將在線檢測技術應用於鐵路(lù)軸承滾子的磨削加工中,可減少工件(jiàn)裝夾次數,有效保證工件的重複定位精度,對提高滾子質(zhì)量將有著質(zhì)的變化。因此,研究設計了與上述磨削加工方法有機結合的在線檢測係統。
2 總體(tǐ)方案(àn)
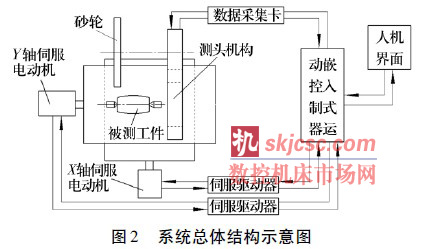
軸承滾子精密磨削(xuē)機(jī)床在線檢測係統由(yóu)雷尼紹(shào)測頭係統和相應的檢(jiǎn)測軟件結(jié)合機床本體構成。係統借助機床上的部分硬件,在不改變機床本身性能的基礎上,加入(rù)三(sān)坐(zuò)標測量機的主要(yào)功能,實現在線檢測(cè)和(hé)反(fǎn)饋控製(zhì)[3],總體方案如圖2所示。該係統由雷尼紹測頭,嵌入式運動控製器,人機界麵,X 軸、Y 軸伺服電動機及伺服驅動器等相關部件(jiàn)組成。係(xì)統工作時,在X 軸、Y 軸伺(sì)服電動機的配合下,工件與(yǔ)測頭測針接觸產生觸發信號。信號經處理後由(yóu)專用(yòng)I /O 接口傳輸(shū)給嵌入式運動控製器,測量軟件結合(hé)同時反饋回的伺服電動機的位置信息,進行計算、補(bǔ)償等數據處理工作,得出檢測結果,完成檢測工作。
3 測(cè)頭(tóu)機構
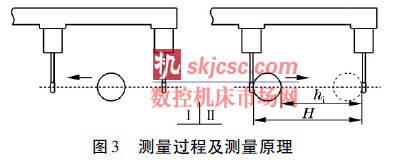
在線檢測係統的測頭機構主(zhǔ)要由測頭座和2個雷(léi)尼紹LP2 測頭構成,LP2 測頭固定在測頭座上,其結構如圖3 所示
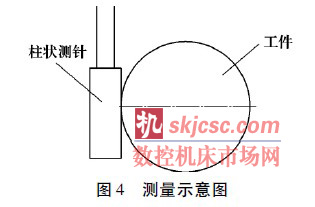
測針是LP2 測頭的重要組成部(bù)分,在線測量過程中與工件接觸,對在線測量的完成(chéng)和準確與否起著關鍵性的作用。測針通常分為球狀測針和柱狀(zhuàng)測針。本在線(xiàn)檢測的實質是取得工件各縱截麵的最大直徑值。如果選擇球(qiú)狀(zhuàng)測針,測針與工(gōng)件的接觸實際上是空間(jiān)內點(diǎn)與線的接觸,測量時測針接觸點所在的水平麵與工件中心線所在的水(shuǐ)平麵很難重合,實際測(cè)量值將小(xiǎo)於測量截麵處工件的最大直徑,將(jiāng)不可避免地產生誤差; 而(ér)采用柱(zhù)狀測針(zhēn)時測針(zhēn)與工件的接觸實際上為空間內兩條直線之間(jiān)相交(jiāo),由空間內兩條不重合的(de)直線相(xiàng)交隻有一個交(jiāo)點可知,測量時測針與工件之間的(de)接觸點與工件(jiàn)水平中心線重合,可避免產生(shēng)誤差,測量示意圖如圖4 所(suǒ)示。
4 檢測原理
4. 1 工件坐標係的建立
在線檢測係統的作用(yòng)是在機床磨削滾子後,對磨削(xuē)後滾子(zǐ)的縱(zòng)向截麵直徑進行(háng)在線(xiàn)測量(liàng)並將測量(liàng)結果反饋給控製中心。在此(cǐ),以(yǐ)一種滾動麵素(sù)線中間為圓(yuán)弧曲線,兩(liǎng)端為對數曲線(xiàn)修形的滾子為例闡述(shù)測量原(yuán)理。設滾子(zǐ)最大直徑為(wéi)Φm,有效接觸長度為L,滾動麵圓弧(hú)部分素線的半徑(jìng)為R,對數修形部分素線的(de)方程為y = aln[1 - ( 2x /L) 2]- 1 ( 其中a 為根據(jù)工況和材料(liào)性質決定的常數) 。測(cè)量時,工件固定在機床上的(de)兩個頂尖之間,所(suǒ)建立的(de)工件坐標係如(rú)圖5 所(suǒ)示(shì),其中α,β 點為(wéi)圓弧曲線(xiàn)與對數曲線的切點。
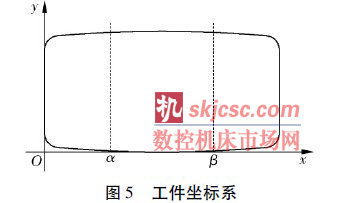
在工件坐(zuò)標係中,α 與β 點所在的截麵的直徑分別(bié)為
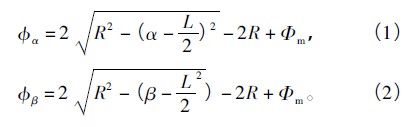
其餘(yú)任意一點xi所在的截(jié)麵的直徑φi為

4. 2 測量過(guò)程及原理
測(cè)量過程及原理示意圖如圖3 所示。在線檢測時,測頭機構不動,被測工件與所在的工作台一起在X 軸、Y 軸電動機的配(pèi)合下運(yùn)動(dòng)。當係統測量工件xi點所在截(jié)麵的直徑時,X 軸伺服電動機拖動縱向托板向前運(yùn)動(dòng),當測針與工件接觸後,測頭產(chǎn)生(shēng)一個觸發信號經傳輸器傳(chuán)送到(dào)運動控製器中,控製X 軸(zhóu)伺(sì)服電動(dòng)機反(fǎn)方(fāng)向( 即向後) 運動,並記錄下此時X 軸伺服電(diàn)動(dòng)機的位置。當工(gōng)件與第(dì)2 個測針接(jiē)觸時,測頭再次產生一個(gè)觸發信號傳送給運動控製器(qì),控製X 軸伺(sì)服電動機反方向運動至(zhì)開始檢測位置( 即工件處於兩個測針正(zhèng)中間的(de)位置) ,同時記錄下此時X 軸的位置。2 個(gè)觸發(fā)信號之間X 軸電動機拖動(dòng)托板運動的(de)距離為(wéi)hi,事(shì)先標(biāo)定好的2 個測針之間的距離(lí)為H,則xi點所在的截麵的直徑Φi為
![]()
則xi點所在截麵的直徑的實際測量(liàng)值與理論值之間的差值為Ci = Φi - Φi,該差值將作為機床下一步工作的(de)重要依據。
5 檢測程序
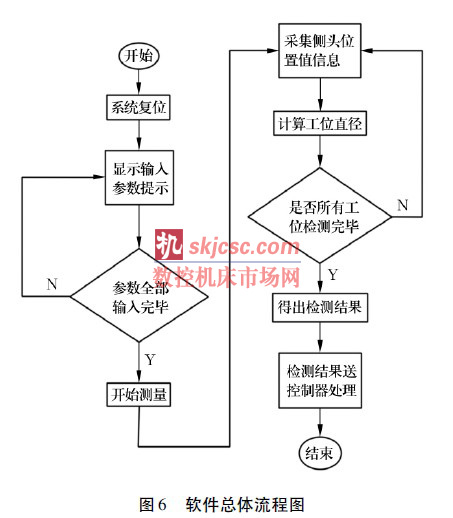
在線檢測技術能(néng)否準確實現的關鍵主(zhǔ)要體現在(zài)檢測程序的編(biān)製上,檢測程序編製質量直接影響到檢(jiǎn)測(cè)效果的好壞(huài)[4]。根據雷(léi)尼紹廠商提供的工具測量軟件,結合深圳固高公司的運動控製器編程(chéng)語法,在Windows XP 操作環境下(xià)運用VC + +開發了專用(yòng)的測(cè)量軟件。該測量(liàng)程序采用模塊化結(jié)構(gòu)設計,主要包括數據采集模塊、通信模塊、顯示模塊、數據處理模塊和鍵盤中斷子程序等。軟件總流程圖如圖6 所示。
基於固高運動控製器編(biān)程語法的檢測子程序部分程序段如下:
#CETOU 標號
SP 2000 初始速度
BGY Y 軸運動
AI 1 1#停止脈衝
APY < return > 查詢並報告Y 軸位置
PRY - 2000 Y 軸反向(xiàng)運動
AI 2 2#停(tíng)止脈衝
APY < return > 查詢並(bìng)報告(gào)Y 軸位置
……
EN 結束
6 結束語
目前,上(shàng)述滾子磨削加工機床已完(wán)成了論證和設計工作,正處於樣(yàng)機的生(shēng)產和調試階段。若(ruò)能實現數(shù)控軸承滾子(zǐ)磨床加工過程的在線檢(jiǎn)測,將減少工件的裝夾(jiá)次數,既能(néng)保(bǎo)證磨削加工的精度,又可擴大數控磨削機床的功能,改善機(jī)床的(de)性能及工作效率,降低工人(rén)的勞動強度,對提高國產(chǎn)鐵路軸承滾子的整體品質也有(yǒu)一定的現實意義。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








