
一、前言
現代工業的發展, 對齒輪加(jiā)工精度提出(chū)了愈來愈高的要求。為使我國齒輪加工達到世界先進(jìn)水平, 必須首先(xiān)提高加工機床的精度。滾齒加工由於(yú)具有高的生產效率(lǜ), 是(shì)齒輪加工中 最常用的方(fāng)法(fǎ)之一, 因(yīn)此對滾齒機精度檢驗實施國(guó)際標(biāo)準勢在必行。在過去的滾齒機精度驗收標準(JB 2 4 9 3-78 ) 中由(yóu)於沒有(yǒu)對齒向精(jīng)度提出要(yào)求, 所以無論是在滾(gǔn)齒機的設計製造, 還是滾齒機試驗研究中一直都忽視了對這一指標的控製。近年來通過對國內部分滾齒機進行的摸底試驗發現(xiàn), 普(pǔ)通和精(jīng)密滾齒機(jī)的齒向加工猜度一(yī)般(bān)僅能達(dá)到8 級左右(精度(dù)等級均指(zhǐ)現(xiàn)行標準JB 17 9 -81, 以下同).很(hěn)難達到(ISO -5 79 )國際標準的7 級精度要求。
在國外, 普通(tōng)滾齒機產品以英國H·S係列及西德席士公(gōng)司產品的齒向精度最高,可達7 級以上, 其(qí)它多數國家及公司的同類產品其齒向精度都不(bú)高於這一水平。在滾(gǔn)齒機的各項精度指標中, 齒(chǐ)向精度比其它加工精度要低1 ~2 級, 對(duì)精密滾齒機1 SO 尚未(wèi)製訂精(jīng)度標準, 但以下各國的某些標準可供參考, 如英(yīng)國(guó)的B ·S1 4 98 : 62 標準的B 級,其齒向精度檢驗公差大致為7 級; 而英國B· S1 4 9 8 的人級, 其公差值約在5 ~6 級之間, 西德席士公司透平滾齒機的齒向(xiàng)精度檢驗公差級在5~4 之間, 蘇聯廠O C T 65 9 -76標準C級的齒向檢驗公差級偏4 級(jí), 這(zhè)些則相當高精度(dù)( 透平(píng)) 滾齒機的齒向精度標準。事實上, 英國M H 係列達(dá)平滾齒機齒向加工精度實際出廠一般為5 ~4 級, 西德席士公司R F 係列透平滾(gǔn)齒機實(shí)際出廠的齒向加工精度可達4 級。
總之(zhī), 國外滾齒機已注意提高齒向加工精(jīng)度的問題, 而我國在這方麵(miàn)才剛開始起(qǐ)步, 因此對滾齒機加工齒輪齒向誤差進行深入仔細的分析研究乃當務之急(jí)。這無論對提高(gāo)我國齒輪加工精度, 還是改進滾齒機加工性能都(dōu)具有非常重(chóng)要的實際價值。
二、齒向誤差及(jí)影響因素
1齒向誤差的概念
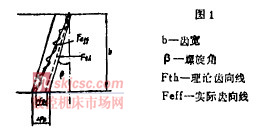
所謂齒問(wèn)誤差就(jiù)是齒搶實際齒向線和理(lǐ)論齒向線之間的偏(piān)差。誤(wù)差大小在輪齒總有齒寬範圍內垂直於軸線的平麵上評定(圖1 ),齒向誤差( △Fβ) 由兩部分組成, 一部(bù)分是在節圓柱上齒向線的線性偏差( △Fβ1)另一部分是同一圓柱上(shàng)的縱向形狀誤差(△F戶: ) 一(yī)微觀波(bō)度(dù)。
即: △Fβ=△E β1 + △Fβ2
齒輪的齒向誤差大小直接影響齒輪承載(zǎi)的均勻性, 同時也(yě)是噪聲的來源之一。
2 . 滾斜齒時齒向線的形成原理
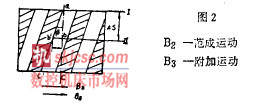
( 滾(gǔn)刀在圖中工件的前麵, 未畫出(chū))。圖中a c 是直(zhí)齒輪齒向線, a 。‘是斜齒輪齒向線。滾刀在位置I時, 切削點正好是a 點, 當(dāng)滾刀下降(jiàng)△s 距離後( 到(dào)達位置互) , 對於直齒輪(lún), 切削點在(zài)b 點, 而對於斜齒輪, 切削點(diǎn)則應在b, 點。
因此, 要求在滾刀(dāo)直線下降(jiàng)△s 的過程中, 工件的轉(zhuǎn)速應比滾切直齒輪時快一些, 以便把要切削的b’ 點轉到(dào)圖中的b點位置上, 可見滾切斜齒輪時螺旋角p 是靠一個(gè)附加(jiā)運(yùn)動B , 形成的。
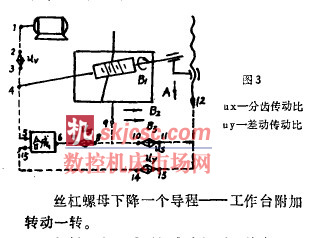
由(yóu)滾(gǔn)齒(chǐ)機傳動原理圖(圖3 ) 可知, 附加運動(dòng)的首末端件是走刀絲杠和工作台, 傳動鏈路線為12 -13 -u , -14 -15 -合成機構-6-7 –u-8 -9 -工作台, 這(zhè)就是滾齒機傳(chuán)動(dòng)鏈中的差動鏈(liàn)部(bù)分。
差動(dòng)鏈首末端件的運動聯係( 內聯係) 如下:
如果這個關係不能準確保證, 就會導致形成的(de)繃(bēng)旋角偏離理論值, 從而造成齒向誤差(chà)。
3.影響齒向誤差的因(yīn)素
( 1) 機(jī)床幾(jǐ)何精度
理論及實踐表明, 滾齒機自(zì)身的幾何(hé)精度對滾齒加工精度有著直接的影響, 就齒向誤差而言, 影響最大的則是(shì)滾齒機工件心軸與大立柱導軌在X·Y 方向的平行(háng)度(圖4 )
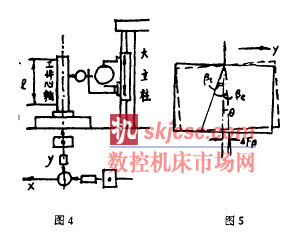
圖5 給(gěi)出當(dāng)工件心軸相對於大(dà)立柱(zhù)導軌沿Y 負方向在齒寬b 上傾斜一個距離(lí)△時的情況, 此時, 齒坯在實際切削中處於虛線所示的位置, 而差動(dòng)鏈仍按(àn)理(lǐ)論(lùn)螺旋角日。:
附加轉動, 因此齒輪實際螺旋角(jiǎo)就比βt1:大。
Βo=βt=θ
從而1: 1.
也形成齒向誤差: △Fβ=△
如果工件心軸相對於(yú)大立柱導軌向X 正向傾斜, 那麽滾(gǔn)刀在切削過程中(zhōng), 吃刀深(shēn)度愈(yù)來愈大, 造成輪齒上端厚、下端(duān)薄( 圖6a )。輪(lún)齒厚度的變化反映到齒向線上如圖6 b所示。這時, 圖中右齒向線角度(dù)βo 2 偏小, 左齒向線(xiàn)角度βe1偏大(dà)。從而形成齒向(xiàng)誤差。定(dìng)量地計算如下( 圖7 )。
若在(zài)齒輪寬度b 上工件心軸傾斜(X 正向) △, 齒向誤差為:
F B=△t gαr
其中α1—分(fèn)圓壓力角
( 2 ) 齒坯安裝精度
如同機床幾何精度對齒向誤差的影響一樣, 齒坯的安襲倩度一齒坯X·Y 方向傾斜也直接影(yǐng)響滾齒齒(chǐ)向誤差(圖5 、6 、7 )。
( 3 ) 機床熱變形
機床在切削(xuē)過程中, 由於傳動元件的摩攘和切(qiē)削帶來的切削熱等使機床溫度升高,而且由於機床各部位溫升不一(yī)致, 因而各部(bù)位的熱變形就不相同, 從而破壞(huài)了機床在靜態下的兒何精度。如( l )、 ( 2 ) 所述,如(rú)果熱變形使工(gōng)件心軸相對於大立往導軌在X·Y方向(xiàng)發生(shēng)傾斜, 那麽它將直接影(yǐng)響齒向誤差(chà)。從實際切齒試驗中也證實了這一結論的正確(què)性。
( 4 ) 差動鏈精(jīng)度
由滾齒原(yuán)理可知, 斜齒掄齒向線(螺旋線) 的(de)形成是靠差動鏈來保證的, 如果差動鏈精度不高, 必然會影響(xiǎng)齒向精度。
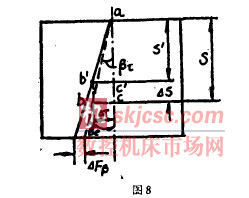
通過分析不難發現(xiàn)影響差(chà)動鏈(liàn)精度(dù)的有如下環節:工)垂直絲杆, 互) 走刀蝸輪付, 1 ) 差動掛輪, 萬(wàn)) 合成機構, 若以上四個環節的運動誤(wù)差疊(dié)加起來使得在滾刀下降(jiàng)過程中工作台多( 或(huò)少) 附加(jiā)轉動, 差動鏈(liàn)累(lèi)積誤差會造成螺旋線的偏斜, 運動周期誤差就會造成齒向線的波峰(fēng)波穀(·圖8 )
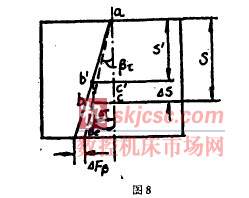
圖中(zhōng), 理論上當滾刀下降s 從a 點到達。點時, 被切削點應(yīng)是(shì)b , 但由於差動鏈的運動累積誤差, 在工作台附加轉過△T 弧長時, 滾刀實際下降(jiàng)的距離是s , 而非5 . 即以工作台為基準, 差動鏈(liàn)存在△s 大小的累積誤差. 從(cóng)而使得實(shí)際螺旋角(jiǎo)p。比理論螺旋角p. 大, 造(zào)成齒向誤差△F日。
( 5 ) 刀架工作台Y 方向振動
在切削過程中, 刀架和(hé)工作台的振動(dòng)將(jiāng)直接影響齒輪精度(dù), 就(jiù)齒向誤差而言, 則主要取決於刀架和工作台Y 方向振(zhèn)動。如果由於機床傳動元件存在(zài)製造和(hé)安裝誤差或切削力(lì)變化的激勵, 都將使刀架(jià)和工作台發生振(zhèn)動了, Y 向振動直接造(zào)成齒向曲線的波峰、波穀。即造成輪齒寬度方向不平(píng)度(微(wēi)觀),從而形成齒向誤差。
( 6 ) 工件材料

如果工件材料組織不均勻或存在某種缺陷, 將使齒向誤差發生變化(huà), 圖9 a) 是材料組織比較均(jun1)勻(yún), 細密的情形, b ) 是材料組織較為琉鬆的情(qíng)形。顯然同樣的加工條(tiáo)件, 如果(guǒ)工件材料不一樣, 齒向誤差也不(bú)會相同。因此, 在評價機床的(de)齒(chǐ)向加工精度時,為了避免帶入由於工件材料組織缺陷引起的(de)齒向(xiàng)誤(wù)差曲線許(xǔ)多(高頻) 尖(jiān)峰的影響, 應該使用材料組織情況良好的工件。同時, 在(zài)檢測時應選用較低的上限(xiàn)截(jié)止頻率。達到真實、客觀地評價機床加工精度的目的, ( 目(mù)前齒向精度考核標準未規定檢測儀器—SP60 的上限截止頻率)
三、結論(lùn)
根(gēn)據(jù)對影響齒向誤差各(gè)因素的分析和(hé)叨齒試(shì)驗, 得到以下結論:
1 . 以前由於要求檢查滾(gǔn)齒機走刀絲杠的均(jun1)勻性, 而把絲杠製造成負螺距(jù)累積, 這對於齒向精度是不利的, 為貫徹15 0 一57 9 標準。建議(yì)將絲杠做為零累積或正累積, 以補償其它因素(sù)對齒(chǐ)向精度的影響。
2 . 差動鏈精度直接決定了齒向精度的高低, 而差動鏈(liàn)中的末(mò)端件—走刀絲杠又是最關鍵的環節, 從齒向誤差曲線得知(zhī), 絲杠的螺距相鄰誤差( 周期誤差) 是齒向曲線波(bō)度大小的主要部份, 應設法(fǎ)提高絲杠的運動精(jīng)度, 另外走刀蝸杆由於和絲杠有著緊密的聯係(xì), 也是(shì)一個影響(xiǎng)齒(chǐ)向曲線(xiàn)波度的重要環(huán)節。
3 . 由於滾齒機結構方麵的原因, 熱變形後工件心軸相對於大立柱導軌向Y 負方向傾斜, 走刀絲杠向Z 正方向伸長。前者使左旋螺旋角減小, 後(hòu)者使左旋螺旋角增大; 但兩者都使右旋螺旋角增大。因此, 建議在滾齒機總裝檢查幾何精度時, 工件心軸對大立柱導軌的平行度規定為單(dān)向公差。不允許心軸向(xiàng)Y 負方向傾斜(xié), 以補償熱(rè)變形對(duì)精度的影響。對於絲杠Y 方向伸長使螺(luó)旋角偏大的(de)影響, 可通過增大絲杠螺距來補償。
4.試(shì)驗發現, 滾刀箱滑動軸承和推力球軸承的(de)間隙將引起齒向曲線的崎(qí)變。如果間晾過大(dà), 在切削過程中, 滾刀將發生移位(.俗稱: “掉刀” )現象, 造成齒寬方向出現凹(āo)凸麵。同(tóng)時也將直接影響切齒粗糙度,因此在裝滾刀箱時, 必須嚴格控製滑動軸承間隙和推力球軸承的預緊程度。
5 . 分度蝸輪付齧合間(jiān)隙(xì)的大小要影響齒向精度。滾齒屬斷(duàn)續切削, 而(ér)且因(yīn)工件螺旋角的旋向(xiàng)和大小的不同, 切削力距要發(fā)生變化, 引起工作台產生扭振, 齒寬方(fāng)向出現波度, 同時也使切齒(chǐ)表麵粗糙度變壞。這種現象在用右旋(xuán)滾刀切左旋齒輪時特別嚴重。我們這次對滾齒機加工(gōng)齒輪(lún)齒向誤差的研究, 著(zhe)重於減小齒向誤差曲線的線性偏差, 使普通滾齒機齒向加(jiā)工精度達到了6 . 5級, 少數達到了6 級。但(dàn)是對齒向誤差曲線的波度部分(fèn)還未(wèi)存細深入地(dì)分析(xī), 這對(duì)於(yú)精密滾齒機和高精度滾齒機是不容忽視的一大問題(tí), 也(yě)是(shì)進一(yī)步提高齒向加工(gōng)精(jīng)度的難關。
如果(guǒ)您有機床行(háng)業、企業(yè)相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯(jí)部, 郵箱:skjcsc@vip.sina.com






州金馬(mǎ)")

