
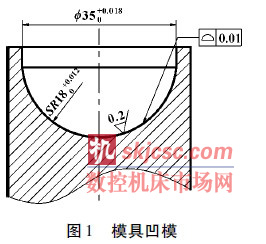
在生(shēng)產過程中,有一批(pī)高精度(dù)成型模具需要加工。該套零件的生產、裝配精度要求極高。在這套模具中,作為核心零件的凹模是該模具的成(chéng)型麵,直接影響到零件的外形尺(chǐ)寸和成型質量。因此,凹模的製造是整套模具成敗的關鍵。該模(mó)具凹模如圖1 所示,材料為模具鋼,要(yào)求在熱處理( 淬(cuì)火後的硬度為HRC65 ~ 70) 後加工。同時該零件型麵的尺寸(cùn)精度、形位精度以及表麵粗糙度要求(qiú)也非常高,其中球麵輪廓度(dù)為0. 01 mm,球(qiú)麵尺寸為SR18 + 0. 0120,表麵粗糙圖1 模(mó)具(jù)凹模度為Ra0. 2; 直段內徑為35 + 0. 0180, 表麵粗糙度Ra0. 2。采用常規的加工方法無法加工或者加工出來的產品無法滿足設計需(xū)要。由於該零件是模具鋼(gāng),因此可以(yǐ)考慮采用電(diàn)加工,解(jiě)決零件精(jīng)度高和表麵粗糙度高的難點。
由於凹模球麵和直段都具(jù)有很高的尺寸精度,因此無法一次完成(chéng)加工。根據以往的加(jiā)工經驗,把(bǎ)型腔的加(jiā)工分(fèn)為(wéi)兩(liǎng)個步驟進行: 直段采用圓柱電極平動(dòng)加工; 球形型腔采用(yòng)球形電極一次加工成型。加工中需要解決以下(xià)問題: ( 1) 電極精度的複印; ( 2) 工件的尺寸精(jīng)度和形位精(jīng)度控製; ( 3) 工件表麵光潔(jié)度控製。電極精度的複印主要由主(zhǔ)軸回轉精度和電(diàn)極製造精度來保證。文中采用的電(diàn)火花機床的主軸(zhóu)跳動在0. 001 mm 以下,為該零件(jiàn)的(de)生產打下了基礎(chǔ)。
1 凹模加工工藝方法
1. 1 電極尺寸精度和形位精度控製
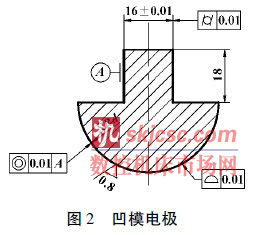
根據前麵介紹可以知道,電火花加(jiā)工過程就(jiù)是一個複印過程,通過(guò)放(fàng)電加工,電極的形狀複印到零件上麵。為了保證凹模型麵的精度,在確定電極時,要考慮的因素有電(diàn)極型麵表麵粗糙度、電極球麵輪廓度以及電極型麵球麵半徑SRd和相(xiàng)應的公差配合。根據分(fèn)析,設計了如圖2 所示的電極。其中電極柄部與電火花(huā)機床的主軸連接,要求(qiú)柄部圓柱度在0. 01 mm 以內。電極球麵的輪廓度(dù)要等於或者高於凹模型麵的輪廓度,因此采取了與(yǔ)凹模一樣的輪廓度要求(qiú)。同時,由於在加工過(guò)程中電(diàn)極旋轉,所以要求電極球(qiú)麵與(yǔ)柄部有較好(hǎo)的同軸度,這(zhè)樣電極旋轉的時候才能(néng)減小電極跳動對凹模型麵的影響,在文中(zhōng)控製在0. 01 mm 以內。另外,在加工過程中發(fā)現,電(diàn)極(jí)粗糙度(dù)與工件粗糙度沒有直接的(de)對應關係。電極表麵粗糙度控製為Ra0. 8。
1. 2 工藝參數確定(dìng)
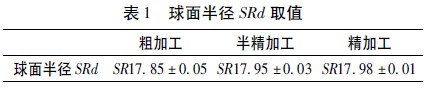
根據加工餘量不同,把加工分為粗加(jiā)工(gōng)、半精加工和(hé)精加工,以此確定SRd 及其相應的公差取值。具體取值見表1 所示。
加工之前,使用(yòng)高精(jīng)度彈簧夾頭夾持(chí)電極(jí)柄部,並同時找正柄部。找正精度控製在0. 01 mm 以內(nèi)。這樣,很好地保證了電極與主軸頭的同(tóng)軸度,減小了加工過程中電(diàn)極旋轉對凹模的影響。
1. 3 凹模表麵(miàn)光潔度(dù)控製
凹模粗糙度要求Ra0. 2,因此在電加工過程中的表麵粗糙度在滿足精度要求(qiú)的條件(jiàn)下(xià)要盡可(kě)能地高。通過(guò)對電火花放電機理的研究,采用了混粉(fěn)電火花(huā)加工(gōng)的方法。通過在電火花加工(gōng)液中加入一定量的粉末,可以明顯提高零件的表麵光潔度。在精加工的過程中停止衝(chōng)液,使放電產生的微細顆粒懸(xuán)浮(fú)在(zài)電極與工件之間,加工過程中改變電解液的導電性能導致二次放電的發生,達到混粉加工的效果。同時,在精加工過程中,調整並優化放電參數( 脈寬、脈衝(chōng)時(shí)間) 以及主軸旋轉速度等(děng),以達(dá)到加工(gōng)效果最優。加工完成後,發現殘留在凹模表麵的電腐蝕產物會影響(xiǎng)到凹模型麵的光潔度,根據多年電加工的(de)經驗,采(cǎi)取用手輔助打掉電腐蝕層,取得很好的效果,表麵光(guāng)潔度從(cóng)Ra0. 4 提高到Ra0. 2。
2 加工結果
采用上述工藝加工(gōng)出來的凹模的計量結果如表2所(suǒ)示。計量數據(jù)顯示全部滿足設計要求(qiú)。

3 結論
采用外形複製以及混粉加工的原理,通過選取合適(shì)的電參數,輔(fǔ)以手動光整,順利地完成了高精(jīng)度凹模的加工,取得了理想的加工效果。在下(xià)一步的工作中,調整加工(gōng)策(cè)略,還可以進一步提高凹模的表麵光潔度,以(yǐ)達到更好的效果。
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








