
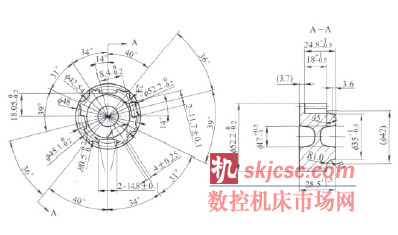
Valeo輪轂(見圖1)是汽車離合器中的重要零件,材質為45鋼。其(qí)公差要求為±0.015~0.03m m ,齒形的(de)精度7級。在韓國采用21道工序冷成形,其中(zhōng)還要3次退火、酸(suān)洗及磷化-皂化,能量消耗大,工序繁雜,對環境汙染嚴重,製造成本很高。
一、成形方案的比較
精鍛成形的方法很多(duō),如在通用壓力機上和專用壓力機上的精(jīng)密成形;在工藝上,冷(lěng)溫或熱冷、熱溫組合的複(fù)合成形技(jì)術;擠壓;在模具結(jié)構上,多向模鍛(包括在可分凹(āo)模模鍛)、小飛邊和無飛邊模(mó)鍛;在成形溫度的控製上,有等溫模鍛(duàn)、超塑性成形、液態模鍛和半(bàn)固態成形等。
1. 從變(biàn)形能力及成形精度選擇(zé)成形方案(àn)
溫、冷(或熱、冷或熱、溫)結合的成形方法 即先溫(wēn)(或熱)成形,再冷整形,我們稱為複合成形工藝。用該工(gōng)藝可揚(yáng)長避短,優勢互補,充分利用了熱鍛和(hé)冷鍛的各自優點:熱態下,金屬塑性好,成形能力幾乎是冷鍛的4倍,流變應力是冷鍛的1/5~1/3(見表1),因此,主要變形過程由熱鍛完成;而冷鍛件的精度高,可達到IT8~11。

輪轂零件的材(cái)質(zhì)為45鋼,該種材料屬於中碳鋼,如冷變形,極限變形(xíng)程(chéng)度不能超過60%。而實際上,由於我國鋼的純淨度遠不(bú)如發達國家的,因此其塑性變形程度也(yě)難達到60%。據韓(hán)國的冷鍛經驗,需(xū)3次成形,且每次成形後都(dōu)要進行退火、酸洗及磷化-皂化。
參照表1和表2,要想減少成形工序,若(ruò)從成形能力來看,首選熱鍛或亞熱鍛;若從成形精度看,則首選冷鍛(duàn)工藝。
2. 從生產批量選擇成形方案(àn)
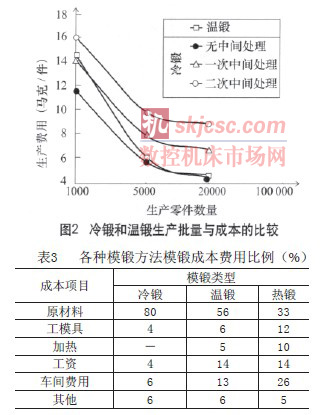
從表1及(jí)圖2可以看出,溫鍛成本,甚至可與不需

退火的毛坯而(ér)直接冷鍛相媲美,溫鍛(duàn)件的模具成(chéng)本隻是熱鍛(duàn)件的50%。但是(shì),用於溫(wēn)鍛的機器成(chéng)本幾乎比熱鍛機器高出31%~37%。參考表1、表3,每件溫(wēn)鍛件(jiàn)總的成本比熱(rè)鍛件減少13%。與冷鍛相比,溫鍛(duàn)件(jiàn)的機器成本(běn)和每小時生產率甚至高出(chū)35%~40%,但冷鍛的中間退火、磷化-皂化(huà)表麵處理使其成本大幅上升。但無論如何,當批量很(hěn)小又不需中間退火且適於冷鍛的還是要用冷鍛工藝。本例的輪(lún)轂批量較大(100萬(wàn)件/年(nián)以上),若全用冷(lěng)鍛,則要步韓國V a l e o的後塵,需要21道工(gōng)序。由此看來,要減少(shǎo)成形工序,不能隻從冷鍛工藝考慮,而要向熱鍛、溫鍛考慮。
3. 從毛坯的潤滑效果選擇成形工藝
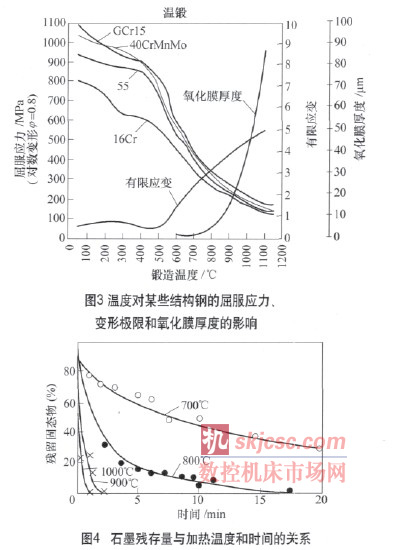
毛坯加熱到200℃左右,浸入水(shuǐ)基(jī)石墨液中並迅速取出,毛坯表麵均勻敷著石墨層,不僅起到潤滑作用,而且(qiě)在(zài)隨後的加熱中還可防止氧化和脫碳。有關(guān)文獻指出,類(lèi)似本例潤滑(huá)方法比將潤滑劑噴到模具上效果好。
采用中頻感應加熱,從圖3中可以看出(chū) ,在750~850℃範圍內,鋼的氧化膜(mó)厚度(dù)約在10μm左右,對溫鍛件的精度影響不大;而此溫度(dù)下,石墨的保有量可達80%(見圖4),對潤滑效果影響不大。圖4還表明,加熱時(shí)間越短,石墨的保有量越多,潤滑效果越好。若加熱到(dào)亞熱鍛溫度1000℃時,由於(yú)中頻感應加(jiā)熱時間(jiān)很短,其(qí)氧化膜厚度約在35μm,屈服應力則從800℃時(shí)的(de)300M P a降到150MPa。而此時的石(shí)墨(mò)保有量隻(zhī)有20%。單從潤滑效果看,應選擇溫(wēn)鍛或冷鍛成形。
4. 從模鍛(duàn)件的使用性能選擇工藝方(fāng)案
所製零件的強度、衝擊韌度、氣密性等也是評定所用工藝優劣的的重要標(biāo)準之一。詳見表4,不難看出,冷鍛件的使用性能最好。

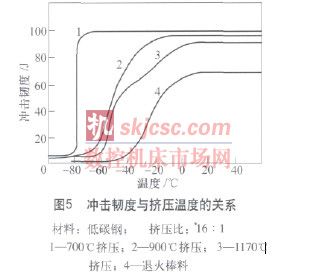
還應該強調指出的(de)是,衝擊韌度與模鍛溫度也有關係,如圖(tú)5所示。最大的衝擊值由原始棒(bàng)料的68J增加到熱擠壓的90~95J、溫擠壓的98J。以15J為定義的衝擊轉換溫度,由原始毛坯的-32.5℃降到溫擠壓的(de)-78℃。也就是說,冷擠壓(yā)件的低(dī)溫性能最好。圖5還顯示了在700℃擠壓時(shí),所獲得的擠壓件的性能接近於冷鍛,這對有低溫性能要求的零件特別重要。
5. 從能耗大小選(xuǎn)擇工藝方案
在評定(dìng)該種鍛(duàn)造方法的時候,不僅必須考慮能量直接消耗,還要考慮從生產這些鍛件中所產生的廢料再生產。與生產鍛件方(fāng)法有關的能量消耗列於表5。製造熱模鍛件的能耗采用最低水平的,而對熱模鍛和切削加工(gōng)的材料利用係數則采用其上限。盡管如此,在考(kǎo)慮材(cái)料利用係數的條(tiáo)件下,冷鍛和溫鍛的能耗比熱鍛低得多,比切削加(jiā)工低得更多(duō)。因此,必須完善冷鍛與其(qí)他

生產精密毛坯的經(jīng)濟效益的統計方法,不僅要考慮機器生產中的能耗,而且(qiě)要考慮原材(cái)料的冶煉和機器維(wéi)護中的能耗。
二、實際成形方案的選用
通過上述的分析比較,結合工廠的實際情況,上海(hǎi)保捷(jié)汽車零部件鍛壓公司采用亞熱鍛+冷整形的複(fù)合(hé)成形方案,成功地生(shēng)產(chǎn)出輪轂精鍛(duàn)件。其(qí)工(gōng)藝流程為:下料(liào)→加熱(1000℃)→亞熱精鍛→拋丸(wán)清理(lǐ)→潤滑、冷精整→清理(lǐ)→檢驗。
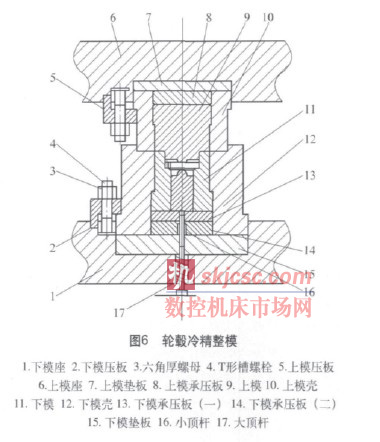
齒形冷精整單邊餘量(liàng)僅放0.15~0.10m m ,由於變形量不大,所以鍛後的鍛件無需退火,在2k N液(yè)壓機上可輕鬆地完(wán)成精整。整形模示於圖6,整形後的鍛件實物照示於圖7。

精整後的鍛(duàn)件經過三坐標(biāo)測量儀嚴格檢驗,又經過Valeo韓國公司的裝機試運轉6個月,完全達(dá)到設計要求。輪轂由全冷鍛的21道工序壓縮(suō)到亞熱鍛+冷精整7道工序。該工藝方案,大幅度降低了製造成本,提高了產品競爭力。
綜上所述,溫鍛(duàn)的(de)工藝方案應該是最好的,為什麽沒有采用(yòng)溫(wēn)鍛工藝方案呢(ne)?主要是由(yóu)於時間緊迫,合適的溫鍛模具材料一時難以落實,加之其對(duì)數變(biàn)形能力僅為熱(rè)鍛的2 /3,對齒形的充填不如(rú)亞熱鍛。從圖4 中可知,在(zài)亞熱鍛溫度下,石墨潤滑劑的殘留量(liàng)僅為20%,為(wéi)此在鍛(duàn)造過程中,又在模膛中噴塗(tú)潤滑劑。
三、結語
(1)通過分析比較及實踐證(zhèng)明,對高精度輪轂的(de)成形采用亞熱鍛= 冷精整的工藝方案是可行的,亞熱鍛(duàn)溫度取1000℃。
(2)在覓得合適的(de)溫鍛模具材料後,溫鍛(duàn)= 冷精整也是一種好的工藝選擇.
如果您有機床行業、企業相關(guān)新聞稿(gǎo)件發表,或進行資(zī)訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com








