
1 引言
在CAD/ CAPP 集成係統中, 箱體類零件加工特征的信息描述好壞(huài)直接影響係統的順暢運(yùn)作。
在成組技術中, 從結構和工藝相似的角度將零件進行分類編碼,以簡化和優化的手段使零件有序化、信息化。國內一些專家相繼研(yán)究(jiū)出(chū)柔性編碼係統, 強調編碼係統碼(mǎ)位(wèi)的柔性, 使其編碼(mǎ)係統具有多段式、多層次、柔性化的特點, 但在某些方麵增加了識別的繁瑣性(xìng)。在(zài)當今計算機技術飛速(sù)發展中, 計算機處理信(xìn)息的能力有了大幅度的提高, 特別是對數字和字符串的無(wú)異(yì)識別, 使得在特征信息的處(chù)理上既可應用編碼的簡單(dān)、直觀性, 又可綜合語義(yì)說明全麵、易讀地描述零件特征信息。因此本文基於(yú)Aut o CA D 軟件包開發的新一代特征造型係統MD T (Me e ha n ie a l D e sk T0 p )微機軟件平台環境下, 針對箱體類零件在加(jiā)工特征信息描述上處(chù)理成語義描述與編碼相結合(hé)的表達形式, 應用M D T 開放式體(tǐ)係結構研(yán)究開發了計算機輔助特(tè)征編碼(mǎ)係統, 並切實(shí)在開發的CAD/ CAPP 係統中得到良好的運用。信息(xī)如零件名(míng)稱、編號、設計(jì)等以及(jí)技術要(yào)求(qiú)、材料、熱處理等其它用戶需求信息。
第(dì)二層: 方位層(céng)箱體類零件采用方向描述的方法。
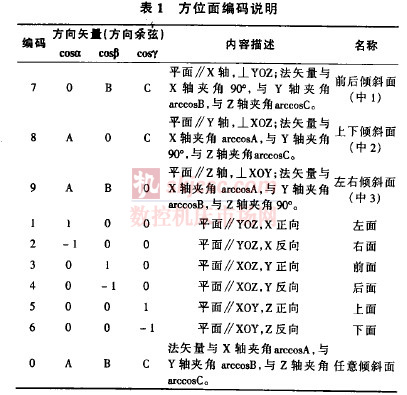
零件上有(yǒu)待加工特征的型(xíng)麵叫方(fāng)位麵, 以特征所在方位麵的方向矢量作為(wéi)零件特征的定(dìng)位描述方向。通過對零(líng)件特征方位麵的編(biān)碼, 在工藝規劃中計算機可以很方便地識別出加工特征的具體方位, 進刀方向以及易於選擇工作台的類(lèi)型(固定式(shì)或可轉位式)等。
在提取零件特征時會自動生成特征的(de)方向矢量 (cosa, cosβ,cosγ) ,其中cosa 、cosβ、cosγ分別表示某一特征所在(zài)方位麵的法向矢量與X 軸、Y 軸、z 軸的夾角餘弦。所(suǒ)以零件特征的方位麵可用它的法向矢量與投影在坐標係(xì)坐標平麵的方向餘弦來表示(shì), 見(jiàn)表(biǎo)1 。
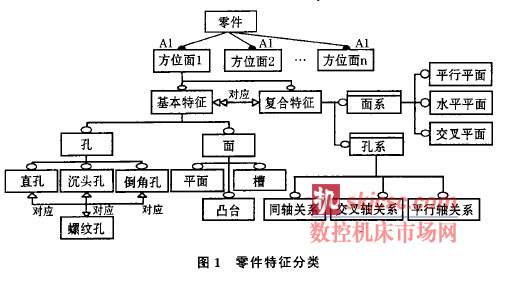
第三層: 特征層 從加工角度看, 箱體類零件形狀(zhuàng)特征分為基本特征和複合(hé)特征(zhēng)。所(suǒ)謂基本特征是單一的、連續的、相對獨立的簡單幾何形狀, 與其他特征信息無相互位置與連接次序的(de)拓撲關係(xì), 描述的是零(líng)件的基(jī)本幾何型麵(諸如直孔(kǒng)、螺紋孔、槽、凸台等) ; 複合特(tè)征從(cóng)形式上看是基本特征的組合, 體現了各個基本特征之間相互位置(zhì)關(guān)係與連接次序的拓撲關係, 但從製定加工工藝(yì)時(shí)的易加工性方(fāng)麵(與刀(dāo)具形狀、路徑的映射關係)考慮的特征類型, 易加工性指的是保證尺寸(cùn)和位置精度下的快捷加工, 從總體來看(kàn)是基本特征在功能、結構與工藝特(tè)點上的有機結(jié)合。如圖l1。
第四層(céng): 信息層描述特征屬性的特征參數和特征要素, 指的是幾何信(xìn)息、工藝信息、拓撲信息等。
3 計算機輔助箱體類零件編碼係統的實現(xiàn)
3. 1 特征識別與提取
特征數據模型包括描述(shù)特征(zhēng)的全部信息, 即特(tè)征自(zì)身數據信息(特征本身幾何尺寸、定位坐標、工藝特性、精度、粗糙度等)和表示特(tè)征之間(jiān)相互關聯的拓撲信息(關聯尺寸、位置公差等)。特征的幾何尺寸、坐標數據提(tí)取完全依賴(lài)於CAD 係統底層數據結構的開放程度。通過標準(zhǔn)文件(jiàn)格式接口直接訪問、自動交換所(suǒ)有相關(guān)信息。而特征工藝信息是通過人機交互界麵(miàn)添加到相應(yīng)的特征項中。
有相(xiàng)關(guān)信息。而特征工藝信息是通過人機交互界麵添加到相應的特征項中。
特征信(xìn)息識別係統是在(zài)麵向(xiàng)對象框架語(yǔ)言的基礎上開發的特征描述語言, 自動(dòng)生成特征描述框架, 填充有關的槽值(zhí)。特征描述信息的提取是通過特征描述器 (Fe at u re n e s e 五p to rs )進行的。
M D T 提供了強(qiáng)大的A PI 函數(shù)來進行特征及其參數的識別與提取。最直接的方法是在開發的程序中調用MD T APx 函數(shù)a m iG e tPa rt Fe a ts () (特征(zhēng)的識別與提取)和a 而G e tFe at Pa r a m s () (特征參數的識別與提取)。
形狀特征識別和提取模塊程序由(yóu)vi sua l C + + 結合M D T 的API 函數寫成。
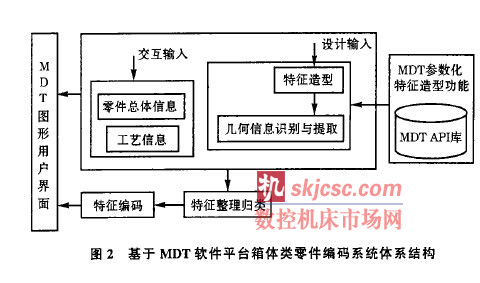
該程序段主要由接口程序(xù)和主程序組成。在主程序中, 可調人M D T 類庫中的用於識別和提取特征的API 函(hán)數(如圖2 所示) , 接口程序的作用(yòng)是把M D T 環境和vi su al C + 十程序開(kāi)發環境連接起來, 利用Mie ro soft V isu a l C + + 和(hé)MFC 類(lèi)庫的可視化工具, 建立(lì)可在M D T 環境中運行的人機接口界(jiè)麵,如各種信息輸人對(duì)話框。
零件特(tè)征識別(bié)算法(fǎ)描述:
1) 選擇零件, 獲取零件(jiàn)Ke y , 建立零件對象cPa 出
2) 交互輸人(rén)零件管理信息;
3) 按一定的順序選擇加工特征, 用鼠標逐(zhú)個拾取相應的型麵, 獲取特征Key , 建立特征對
4) 獲(huò)取形狀特征信息, 包括特征名稱、類型、特征的基本控製參數、特征定位信息、特征終(zhōng)止信息等;
5) 交互輸人特征工藝(yì)信(xìn)息, 與(yǔ)幾何形狀特征信息一起存儲到表示(shì)該特征(zhēng)的統一的數據結構中(zhōng);
6) 重複步驟3 至5 , 直到(dào)取完所有的特(tè)征。
3. 2特征編碼規則製定
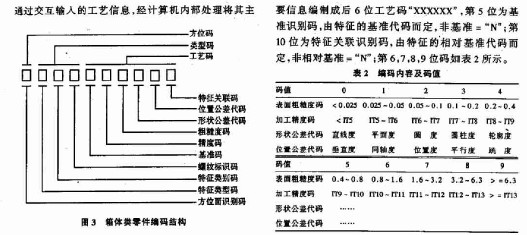
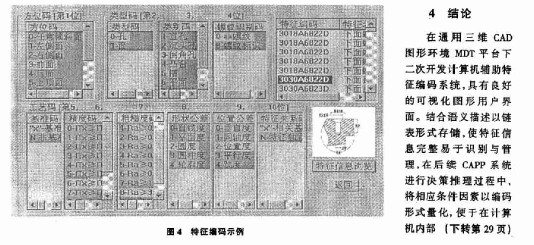
根據(jù)上述層次劃分, 結合M D T 軟件環境底層數據結構的(de)開放程度, 將箱體類(lèi)零件的基本特性歸類製定為(wéi)10 位碼, 由方位碼、類型碼、工藝碼三個碼段組成, 其編碼結構如圖3 所示。
其中特征拾取時自動生成(chéng)特征(zhēng)編碼為頭
4 位(wèi)碼“ X X X X” 第1 位為方位編碼; 第2 位(wèi)為(wéi)類型碼, 麵= “ 1 ” , 孔= “O”; 第3 位為類別碼,直孔= “ 1 ” , 沉頭孔= “ 2 ” , 倒角孔(kǒng)= “ 3 ” , 凸台= “4 ” , 槽= “ 5 ” , 平麵= “ 6 ” , 矩形陣(zhèn)列(liè)= “ 7 ” ,圓形陣列= “8 ” ; 第4 位為螺紋標識碼= “ 8 ” 。
進行產生式規(guī)則處理, 從而實現CADI CAP 係統集成。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








