
1 零件結構及加工中存在的(de)問題
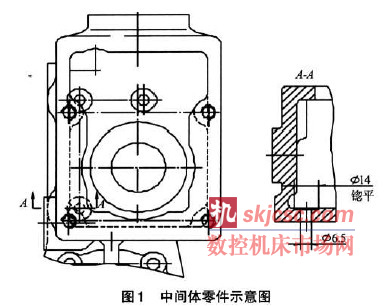
圖(tú)1為某型號發(fā)動機電控中間體示意圖,該零件在6.5後部有一個14的內台階平(píng)麵需要锪平,由於14的內台階平麵在殼體(tǐ)內部,加工難度很大,特別是外端孔很小僅有6.5,從孔內沒有合適的(de)刀具進去(qù)加工。從後部的結構(gòu)看,空間位置(zhì)很小,上端局部還有一部分蓋著,無法直接進刀加工,反锪刀也很難放進去。要想從結構上改進,因(yīn)整體空間位置及結構所限,很難改(gǎi)進。因(yīn)此該(gāi)部位的加工(gōng)難度很大。
2 車床反拉加工工藝方法的分析研(yán)究
2.1 一般內(nèi)台階加工工藝方法
一般孔後部台(tái)階平麵的加工常用的工藝方(fāng)法主要有(yǒu)如下3種:1)直接用銑(xǐ)刀或(huò)锪刀在平麵上锪窩(wō); 2)使用反锪刀,從孔內裝入刀杆,然後將反锪刀從下邊裝在刀杆上,反拉(lā)锪窩;3)針對比較大的孔,使用加工中心或鏜(táng)床偏心將刀杆從孔內進入,然(rán)後進行反拉加工。
針對該零件,第一種方法顯然是不合適(shì)的,因為沒有直接下刀的地方(fāng),锪台階平麵的中心被上麵擋住;第二種方(fāng)法由於內部空間很(hěn)小,锪刀很難放進去,也無法加工;由於(yú)該孔6.5尺寸比(bǐ)較小,而要锪的窩(wō)為14,如采用專用刀杆偏心(xīn)進入加工(gōng),則刀杆必須很細,顯然是不可能的。為了解決上述問題,針對該零件結構的特點,我們製作了專用的(de)簡易工裝,采用了在車床反(fǎn)拉的加工工藝方法[1]。
2.2 反拉車(chē)削加工(gōng)工藝
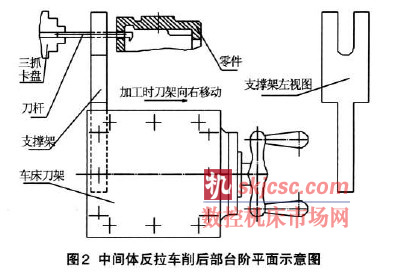
該零件14內(nèi)台階平麵的加工工序安(ān)排在加工完6.5孔和兩端麵(miàn)後進行的,圖2為中間體反拉車削(xuē)後(hòu)部內台階(jiē)平麵的示意圖,其加工工藝方法是製作簡(jiǎn)易的支撐架(形狀見示意(yì)圖),將該(gāi)支撐架卡在車床的刀架上,按照裝車(chē)刀的方式壓緊(jǐn);製(zhì)作專用刀杆,刀杆上磨製出車平麵的刀頭;加工時首先將刀杆裝入小孔內,然後將刀杆卡在機床卡(kǎ)盤上。加工時,將零件靠在支撐架上,旋轉車床主軸,通過向右移動刀架反拉車削14台階平(píng)麵[2]。
2.3 簡易工裝的設計製(zhì)作(zuò)
此種工藝方法使用的工裝非常簡單,主(zhǔ)要(yào)是製作一個支撐架(jià)和(hé)一把專用車刀,支撐架後端加工成普通車刀刀杆的形狀,通過緊(jǐn)固普通車刀的螺釘卡將其(qí)裝卡在刀架上。前端開一個槽,主要是為了每次裝卸刀杆及零件時方便,當裝卸刀杆時,可以通過機床的橫向移動將支撐(chēng)架離(lí)開刀杆,這樣就很容易裝卸刀杆和零件。刀杆與刀頭在一(yī)起,可以(yǐ)通過高速鋼刀杆磨成,也可以將硬(yìng)質合金刀頭焊在普(pǔ)通(tōng)刀杆(gǎn)上[3]。
2.4 加工過程
在每(měi)次加工零件時,移動刀架離開車床卡盤,然後將刀杆從零件後部裝(zhuāng)入,將(jiāng)帶零件的刀杆卡在卡盤上,移動刀架至圖2所(suǒ)示位置,將零件(jiàn)靠緊支撐架,旋轉主軸帶動刀具旋轉,工件不轉動,然後向右(yòu)移動刀架,車削內台階(jiē)平麵。加工完後,移出刀(dāo)架,鬆開卡盤,取出零件。
3 應用效果
通過使用上述工藝方法,製作簡易的專用工裝,解(jiě)決了(le)某型號發動機電控中間體內(nèi)部台(tái)階平麵的難加工問題。經(jīng)過對中(zhōng)間體零件的小批(pī)量生(shēng)產,發現該工藝(yì)方法工藝穩定,簡單實用。由於在加工過程中工件不轉動,刀具轉動,因此該工藝方法特別適合複雜體(tǐ)類零件內台階平麵的加工。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com






金馬")

