
1 引言
90 年代以來(lái), 數控(kòng)加工技術得到迅速的普及及發展, 數控加工中心在(zài)製造業得到了越來越廣(guǎng)泛(fàn)的應用。目前國內企業生產製造的加工中心主要是麵向生產領域, 其(qí)結(jié)構複雜、精度高(gāo),封閉性(xìng)強(qiáng), 價格昂貴(guì), 難於滿(mǎn)足教學(xué)與培訓需要。
V 40 0 立式加工中心是我校(xiào)新近研製的教學型立式加工中心, 整體布局采用開放式動柱T 型結(jié)構, 控製係統采用基於IPC 的模塊化開(kāi)放式(shì)數控係統, 係統界麵友好, 具有較強的在線幫助。該加工中心控製功(gōng)能豐富, 教學培訓(xùn)功能突出, 操作使用安(ān)全(quán)可靠性強。並具有一定切削加工能(néng)力。加工中心刀庫(kù)是實現多工序連續加工的重要(yào)裝置, 其結構設計及其控製實現是加工中心設計製(zhì)造中的關鍵之一。這(zhè)裏以V4 0 立式加工中心為例(lì), 根據教學型加工中心(xīn)的特點要求, 探(tàn)討了刀庫結構及其控製係統的設計(jì)方法。
2 刀庫的結構設計
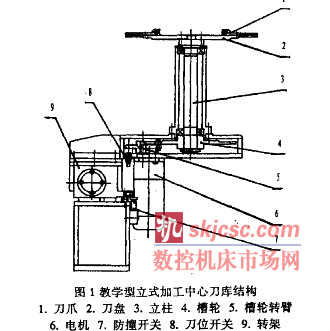
刀庫(kù)結構設計依據的基本(běn)原則是: 根據(jù)教學型加工中心的設計要(yào)求, 該刀庫設計(jì)注重功能完善, 開放式結構(gòu)、操作使用安全可靠(kào)等特點。V 40 型加工中心刀庫部分采(cǎi)用H CK 一U P 刀庫的設計形式, 由主軸直接完成(chéng)取刀動作。見(jiàn)圖1 :其主要參數是: 刀庫容量: 10 把; 最大刀具重量: 6K g , 最大刀具(jù)長度: 2 4 0 m m , 刀庫轉動速度: l 刀位/ 秒。
2.1 刀庫的驅動
刀庫由90 w 普通電機經減速後通過外齧合槽輪機構(gòu)進行驅動, 該方式(shì)由於利用槽輪機構(gòu)采用機械式分度(dù)定位, 可靠性較高(gāo)。同時電氣控製簡單, 製造成本(běn)較低。為了減(jiǎn)小(xiǎo)槽輪機構運動時的衝擊, 設計時采取(qǔ)如(rú)下措(cuò)施: (l) 使槽輪的實際外圓半徑Ra略大於槽輪名義外圓半徑R , 即槽輪名義外圓半徑R =, 實際外(wài)圓半徑R a =, 以消除滾子開始進人槽時滾子與槽兩(liǎng)側頂端的間隙。(2) 減小(xiǎo)和消除滾子和槽之間(jiān)的(de)間隙。(3 )適當調(diào)整支撐軸承的預緊力, 增加槽輪組件的回轉負載, 增加回轉阻尼
2. 2 刀位的控製實現
刀庫上的刀(dāo)位信號由兩支開關聯合發出, 在刀庫的一號刀位上安裝一隻感應塊, 在支架上安裝相應檢測(cè)開關(guān)(圖中未表示出來), 機床開機後, 刀(dāo)庫自動回轉尋找一號刀位, 刀庫處於初始狀態。其餘刀位信號由安裝在槽輪轉臂(bì)上的感應塊配合接近開關進行累計計數, 曲(qǔ)柄每回轉一周即刀(dāo)庫轉(zhuǎn)過一個刀位(wèi)觸(chù)發一次, 送出停止電機及(jí)啟動刹車信號b 通過控製電機的旋轉方向,實現刀庫的雙向選刀。
2. 3 安全控製
教學型加(jiā)工中心設計突出的特征就是安全設計。由於(yú)學生與(yǔ)工廠(chǎng)操作技工在使用時在熟練程度的差異(yì), 針對刀庫部分特別加強了使用的安全(quán)控製。
(l) 安全(quán)防撞設計(jì): 刀(dāo)庫的刀臂本(běn)體與底座連接支架之間增加了一個轉動軸, 操作使用時如有不當的左移或上提, 刀臂本體可以反時針轉動一個角度, 刀臂本體與連接(jiē)支架之間的行程(chéng)開關斷開, 產生不(bú)正確的動作信號(hào), 控製係統(tǒng)及時停機。(2) 刀盤上10 對刀爪的轉動銷軸上, 增加了安全剪(jiǎn)斷(duàn)槽的設計, 該銷軸按承受刀具規格重量的4 倍設(shè)計, 意外動作時, 如必須發生結構型破壞, 應優先剪斷銷軸。
3 刀庫控製係(xì)統的實現

v 40 o 教學型加工(gōng)中心采用基於IPC 的模塊化開放式數控係統, 係統界麵友好, 具有較強的在線(xiàn)幫助, 安全性強。刀庫控製係(xì)統的實現是通(tōng)過開放(fàng)式數控係統內置PMC 來完成。
PMC 程序傳統上一般(bān)采用梯形圖編製, 而開放式數控係統則(zé)提供了(le)功能更強、更靈活高效的C + + 語言供用戶開(kāi)發PM C 軟件。
整體PMC 軟件(jiàn)設計(jì)采用模塊化的結構設計(jì)思路. 程序中每一子模塊(kuài)都可以在N C 的人機接口PLc 參數設置欄中(zhōng)將其(qí)置(zhì)為 “ 開(kāi)” 、“關”狀(zhuàng)態, 以適應不同功能的加工中心需要。為了(le)程序的通用性, 最大(dà)刀號在C NC 參數中設定, 程序將最短路徑選刀處理為一般函數運算, 可適用於不同刀具數目的機床。
自動換刀模塊的軟件框圖(tú)如圖所示, 整個換刀過程由10 步動作實(shí)現。1 )z 軸(zhóu)回(huí)換刀位; 2) 主軸準停; 3 )x 、Y 軸回換刀(dāo)位; 4 )鬆刀(dāo)吹氣;5) 主軸抬起; 6) 計算最佳選刀路徑; 7 )目標刀具旋轉到位; 8) 主軸下移抓刀; 9) 主軸右移到完(wán)成位; 10 )解除(chú)主軸準停。
4 結論
教學型加工中心刀(dāo)庫結構及控製係統設計, 體現了教(jiāo)學型(xíng)加工中心設計的原則。該係統在V4 0 加工中心上經過一年(nián)多的使用, 各(gè)項(xiàng)指標達到設計要求。刀庫結構(gòu)開放性好, 係統調整方便靈活, 成本低廉, 學生學習培訓安全性強。它除了能較好的完成加工要求外, 對於學生理解和掌握刀庫的結構及控製原理發揮(huī)了較(jiào)好的作用(yòng)。
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








