
1PG 是三菱公司FX 係列PLC 的單軸定位模塊, 常稱為脈衝發生單元PGU ( pulse g eneration unit) 。PLC 通過1PG 向伺服(fú)或步進(jìn)電機驅動器提供指定數(shù)量的脈衝, 可以完成一個獨立軸(zhóu)的定位控製(zhì), 脈衝輸出最大可達100 kp/ s。刀庫(kù)是加工中心(xīn)的(de)主要部件, 其結構有盤式、鏈式和格子式等種類, 因盤式刀庫結(jié)構緊湊、簡單, 不需機械手, 一般用於小型加工中心及高校機電一體化(huà)技術實踐教學中。單軸定位模塊1PG 用於無機械手圓(yuán)盤形刀(dāo)庫的換刀控製, 采用在刀庫與主軸之間(jiān)直(zhí)接換刀, 其換刀簡單(dān)、定位準確。本文以臥式微加工中心為例討(tǎo)論1PG 在刀庫中的控(kòng)製技術[ 1, 2] 。
1 係統硬件接口
在臥式微加工(gōng)中(zhōng)心中, 主軸水平進給, 加工工件的垂直麵, 圓盤式刀庫的旋轉軸與主軸平行, 刀庫中垂(chuí)直主(zhǔ)軸的圓盤上均勻地分布著(zhe)8 把刀, 通過刀庫的移動直接將加工刀具送到主軸上換刀。係統中X 軸和Z 軸由PLC 通過20 GM 控製步進電機實現兩軸聯動, Y 軸直接由(yóu)PLC 控製, 拖動主軸前(qián)後移動(dòng)進給(gěi)完成深度加工, 刀庫由PLC 通(tōng)過1PG 控製步進電機(jī), 驅動刀庫圓盤旋轉實現(xiàn)選刀。刀庫控製部分的(de)硬件接口如圖1 所示。
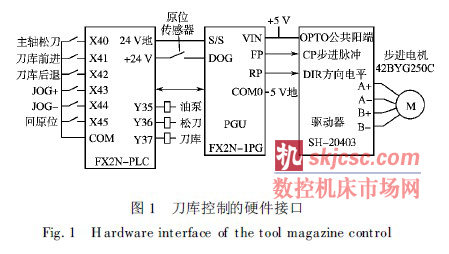
VIN 為1PG 脈衝輸出的電源端, 接+ 5 V; FP 為(wéi)脈衝輸出端(duān), 接步進電機驅動器的步進脈衝 輸入端CP; RP 為脈衝方向輸出端, 接步進電機驅動器的方向電平輸(shū)入端DIR; COM0 為脈衝輸出的公共端, 接5 V 地; VIN, FP, RP, COM0 構成(chéng)1PG 的輸出口, 控製步進電機驅動器及步進(jìn)電機運動(dòng)。DOG 為機器原位信號輸入端, 接刀庫原位接近開關傳感器, 作為(wéi)刀庫回原位的控製(zhì)信號; S/ S 為24 V 電源端, 接24 V 地, 用(yòng)於DOG 輸入。刀庫移動及鬆(sōng)刀用到了3 個接近開關, 它們是主軸鬆刀傳感器接(jiē)PLC 的X40、刀庫前(qián)進到位接X41、刀庫後退到位接(jiē)X42。刀庫移動和鬆刀都是用液壓驅動完成的, 因此換刀控製必須要先啟動油泵電機。PLC 的Y35, Y36, Y37 分別用於油泵的啟/ 停、主軸鬆刀/ 夾緊、刀庫前進/ 後退的控製。JOG+ 、JOG- 接X43, X44, 為刀庫旋轉的點動控製按鈕, JOG+ 控製刀庫步進電機正(zhèng)轉, JOG- 控(kòng)製反轉。回原位接X45, 作刀庫點動回原位按鈕。
2 刀庫控製
2. 1 參(cān)數(shù)設(shè)置(zhì)
1PG 內部設置有32 個緩衝存儲器( BFM) ,用來存放參數設置值、狀態信息和命令字, PLC對1PG 的控製, 實際上是通過FROM/ T O 指令操作1PG 的這些緩(huǎn)衝(chōng)存儲器來實現的。1PG 的每一個緩(huǎn)衝存儲器為16 位長數據, 而32 位數據則由連續的(de)2 個BFM 組成, 如設置最高速度用DT O 指令寫32 位數據給2 個緩衝存儲器BFM# 5 和# 4。1PG 的初始化設置如下:
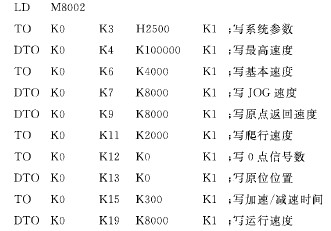
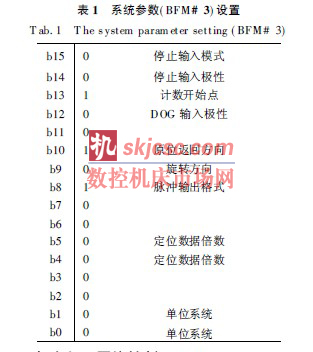
其中(zhōng)BFM # 3 為係統參數設置, 其它BFM為速度和定位數據的設置。當設置單位係統為電機係統時, BFM # 0、# 1 和# 2 不需(xū)要設置。本係統參數設置為2500H, 其含義(yì)如表1 所示。主要是設置(zhì)單位係統為以(yǐ)脈衝為單位的(de)電機係統; 脈衝輸出格(gé)式為帶方向( DIR) 的脈衝輸出, FP 為脈衝輸出端, RP 為方向信號輸出(chū)端, 控製步進電機一般采(cǎi)用此種脈衝(chōng)輸出(chū)方式; DOG 輸入極性為當工件接(jiē)近原位時, DOG 接近開關ON, 圓盤式刀庫(kù)旋轉隻設置一個傳感器, 作原位DOG 輸入(rù),采用常開型對應該設置[ 3, 4] 。
2. 2 點(diǎn)動(dòng)和回原(yuán)位控製
PLC 控製(zhì)刀庫點動、回(huí)原位程序, 以及1PG 的狀態信息、控製命令的讀(dú)寫程序如圖2 所示。其中M176 為選擇操作刀庫(kù), M140 為點動操作, M144為(wéi)自動換刀, 構成點動、自動操作刀(dāo)庫的條件。
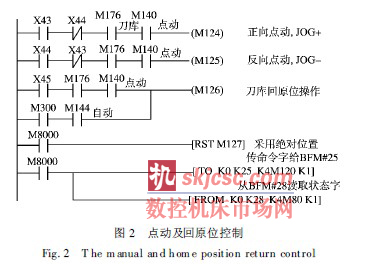
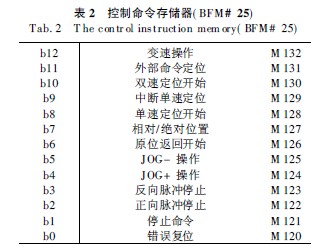
刀(dāo)庫點動操作有點動回原位、點動正轉、點動反轉, 可以用於刀庫的定位調(diào)試。係統設計按下X43, X44, X45 按鈕, 使(shǐ)對應的M124, M125, M126 得(dé)電, 分別驅動刀庫正向(xiàng)點(diǎn)動( JOG+ ) 、反向點動(dòng)( JOG- ) 、回原位。而M127 則始終為0,表(biǎo)示刀庫旋轉采用絕對(duì)位置。M124, M125, M126, M127 命令信號通過M8000 驅(qū)動/ T O K0K25 K4M120 K10指令, 實時寫入1PG 的命令緩衝存儲(chǔ)器BFM# 25 的b4, b5, b6, b7 位, 如表(biǎo)2所示。實(shí)際上該指令是將PLC 中的(de)M120 ~M135 共(gòng)16 點數據全部實時地寫入BFM# 25, 因此PLC 的任何命令信息都能及(jí)時(shí)發送到1PG中, 控製刀庫步進電機運動。
BFM# 25 的b8~ b12 為各種(zhǒng)操作模式, 隻能選擇其中之一, 同時選兩種(zhǒng)以上無(wú)效, 本刀庫控製采用單速定位模式b8。選好刀具(jù)後, 程序驅動M128 得電, 則(zé)b8= 1 啟動單速定位操作, 驅動刀庫步進電機運動(dòng), 按設置的(de)脈衝數旋轉到位後(hòu)停下, 這個過程就是刀庫(kù)定位。M300 為自動換刀時(shí), 驅動刀庫回原位用的。
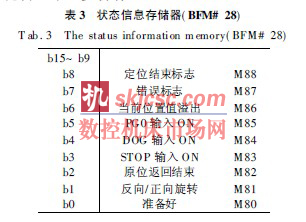
程序中通過M8000 驅動, 用FROM 指令實時將1PG 中的(de)狀態信息( BFM# 28) 讀到PLC 的M80~ M95, 以獲得刀庫原位返回結束、單速定位結(jié)束標誌, 其內容如表3 所示。刀庫控製(zhì)中用到了兩個標誌位b2 和b8。b2= 1 表示(shì)原位返回結(jié)束, b8= 1 表示定位結束, 分別使M82, M88 接通, 然後PLC 順序控製(zhì)程序用M82, M88 去驅動係統轉入下一(yī)步操(cāo)作(zuò)。
2. 3 刀庫定位控製
換刀(dāo)是一個準確定位的過程, 為了實現高精度定位, 係統采用了細分驅動及蝸輪蝸杆減(jiǎn)速(sù)傳動。刀庫步進電機步距角1. 8b, 細分驅動(dòng)器設置為64 細分, 蝸輪(lún)蝸杆傳動減速比為1 B 38, 則脈衝當(dāng)量為( 0. 74 @ 10- 3 )b( 1. 8b/ ( 64 @ 38) ) 。刀庫圓盤上均勻分布著8 把刀, 按(àn)絕對位置計算, 可得到各刀具距離原位的旋轉脈衝數, 如表4 所示(shì)。
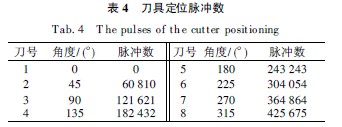
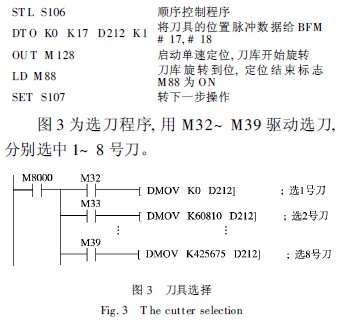
換刀時, 首先將刀具的位置脈衝數通過(guò)DMOV( 如DMOV, K121621, D212, 選3 號刀) 指(zhǐ)令傳送給D212, 然後用DT O 指令將D212 的數據傳送給1PG 的位置存儲器BFM # 17 和# 18,並程序驅動(dòng)M128 為ON, 啟動單速定位操(cāo)作。刀(dāo)庫定位結(jié)束(shù)會置標誌位(wèi)BFM# 28 的b8 為1,使M88 為ON, 順控程(chéng)序用M88 驅動進行(háng)下一步操作。指令如下:
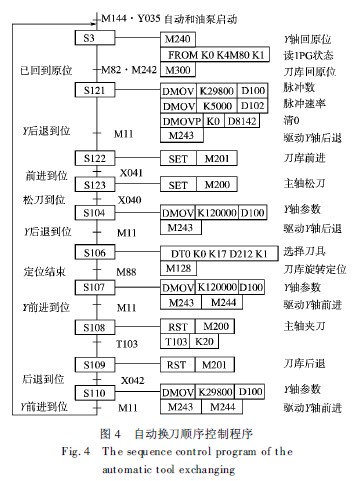
3 自動換刀程序
換刀過程就是把已用刀具取下放到刀庫上, 換上新刀具繼續加工。自動換刀過程涉及到一係(xì)列的順(shùn)序控製, 包括Y 軸回原位與(yǔ)刀庫回原位、Y 軸後退、刀庫前(qián)進、主軸鬆刀、Y 軸後退( 取下已用(yòng)刀具) 、刀庫旋轉、Y 軸前進、主軸夾刀、刀庫後退( 換上新刀具) 、Y 軸前(qián)進( 準備加工(gōng)) , 如(rú)圖4 所示。其中Y 軸的前進與後退控製, 各次的前進/ 後退參數中, 隻有脈衝數不同, 脈衝速率及對脈衝計數器清0 都相同, 為DMOV, K5000, D102, DMOVP, K0, D8142。因此, 在順控程序(xù)中後麵隻列出脈衝數, 不再列脈衝速率及對(duì)脈衝計數器清0 項。
4 結束語
自動換(huàn)刀程序是以一次換刀為例設計的, 對該程序進行適當(dāng)改進即可用於(yú)多次換刀控製。文中介紹的1PG 開發技術及程序設計(jì)方法, 同樣可用(yòng)於其它(tā)高精度(dù)位置控製係統中, 對類似運動控製係統開發具有很好的參考價值。
如果您有機床(chuáng)行業(yè)、企業(yè)相關新聞稿件發表,或進行資(zī)訊合作(zuò),歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com








