
1. 機械手刀庫的工(gōng)作特征
機械手式刀(dāo)庫是數控加工中心使用的主要刀庫類型。其特點是刀庫可裝刀具多( 很多鏈式刀庫也可歸入(rù)此類型),換刀速度快,換刀時間短,這是鬥笠式刀庫無法相比的,所以機械(xiè)手刀庫在中高端加工中心中得到廣泛應用。近年來也開始應用於一般的加工中心(xīn)。機械手刀(dāo)庫的(de)換刀動作與鬥笠式刀庫(kù)不同,鬥笠式刀庫換刀後,刀(dāo)套號始終與實際刀具號相(xiàng)同。而機械手刀庫經過多次換刀後,刀套號與實際刀具號不相同,在PLC 程序(xù)中其識別刀號要複雜得多。
筆者在調試基於三菱M70 數控係統配機械手刀庫(kù)的加工中心過程中,研究開發了機械手刀庫的換刀宏程序(xù)和相應的PLC 程序。本文將介(jiè)紹應用三菱專用ACT 指(zhǐ)令(lìng)開發機械手(shǒu)刀庫換刀程序的關鍵技術。
2. M70 數控係統內置刀(dāo)庫的設(shè)置
為了在數控係統顯示屏幕上能觀察到刀庫的運動和刀具號的變化(huà),必須使用數控係統內置的(de)虛擬刀(dāo)庫功能。在(zài)三菱M70 數控係統中有內置虛擬刀庫的功能,該虛擬刀(dāo)庫(kù)可以模擬外部實際刀庫的動作,其優越性是在顯示屏上可以觀察到刀(dāo)庫(kù)的正反轉和各刀位內的實際刀具號,也可以觀察到(dào)主軸上的刀具號(hào)以及需要更換的下一刀具號。
(1) 刀庫用特殊寄存(cún)器的功能在使(shǐ)用內置刀庫之前(qián)必須進行必要的設置。三菱M70 數控係統中規定(dìng)了一(yī)些固定的文件寄存器( 以下稱R 寄存器)用以表征刀(dāo)庫的基本性能,這些R 寄存器的(de)功能如下。
R10600: 刀庫基本控製參數。如(rú)圖(tú)1 所示。
bit: 設定刀號長度,是T4 還是(shì)T8,一般(bān)選擇T4。bit1: 設(shè)定刀庫從1 還是0 開始計數。
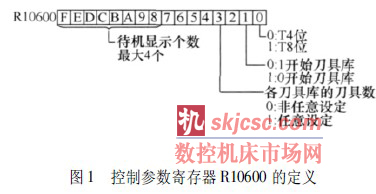
bit3: 對各刀具庫的設定。
bit3 = 0,刀庫數固(gù)定設置(zhì)。即係統內固(gù)定(dìng)設(shè)定有刀庫3 個,每個刀庫內固定設(shè)定(dìng)刀具(jù)數為120,刀具(jù)總數可達360。
bit3 = 1,可設定的刀庫數= 5,每一(yī)刀庫內的刀具數可以任意設定。刀(dāo)具總數可達360 ( 一般選擇bit3 = 1,因為其刀(dāo)庫內的刀具數可以任意設定,大多數刀庫(kù)的刀具數為20 ~ 30)。
R10610: 每一刀庫內的刀具數,也就是每一(yī)刀庫內有幾把(bǎ)刀,這(zhè)是一重(chóng)要參數。
R10620: 主軸刀具號。該R 寄存器存放主(zhǔ)軸刀具號,經設置後可以在屏幕上觀察到“主軸刀具號”。
R10621: 設(shè)置待機刀具號。
R10603: 刀具庫工作畫麵的顯示(shì)內容(róng)。
以上寄存(cún)器可(kě)以認為是一實際刀具庫的參數,必須在PLC 程序中予以設置。
(2) 刀庫用特殊寄(jì)存器的(de)設(shè)置如圖2 所(suǒ)示,通過編(biān)製PLC 程序進行刀庫用特殊寄存器的設置。經(jīng)過(guò)以上設置(zhì)後,在刀庫工作畫麵就可以觀察到一刀具庫,特別是每一刀位內的刀具號,而且在內置刀(dāo)庫內是以(yǐ)固定的R 寄存器存放每一刀號。在三菱M70 數控係(xì)統中,以R10700 ~ R10779 代表每一刀位,而其中的數據就是刀具號。一般設置指針=以R10700 為換刀位置。以圖2 設置的(de)20 把刀的
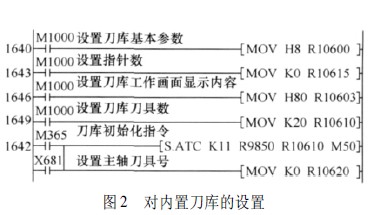
刀庫為例,R10700 ~ R10719 為1 ~ 20 號刀位, R10700 為換刀位置。對於機械(xiè)手刀庫而言,R10700~ R10779 代表刀庫的固定刀位,所以R10700 內的數據就是換刀所需要的數據,即換刀點位置刀具(jù)號。
3. 換刀專用指(zhǐ)令的使用
在對M70 數控係統內置刀庫設置完畢(bì)後,為了動態的模擬實際(jì)刀庫的換刀動(dòng)作,M70 數控係統(tǒng)還提供了專用的換刀指令,正(zhèng)確的使用該指令,可以大大簡化PLC 程序對換刀過程的處理。如果使(shǐ)用常規的PLC 指令編程可能(néng)很複雜,而且還不能在(zài)屏幕上觀察到刀庫的運動和各刀套中的實際(jì)刀具。
在換刀程序中(zhōng)必須使用專用的換刀指令如下:
刀具號設定指令,刀盤正反轉(zhuǎn)指令,就近選刀指令,主軸(zhóu)刀具(jù)與刀庫內刀具交換指令。
(1) 設定刀具(jù)號向刀庫(kù)中的R10700 ~ R10779順序寫入刀具號(hào),指令見圖3。
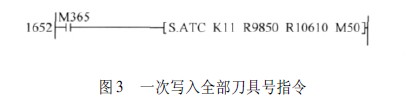
圖3 所示是一次性(xìng)向刀庫中的所有刀位寫入(rù)刀具號的指令。該指令為11 號專用指令,通常用(yòng)於刀庫的初始化。
(2) 刀盤正反轉指(zhǐ)令刀盤正反轉指令模擬了實際刀盤的正反轉。該指令一般由刀庫內計數器的正反轉脈衝所驅動,這樣在屏幕上可以觀(guān)察到刀盤的正反(fǎn)轉。如圖4 所示。
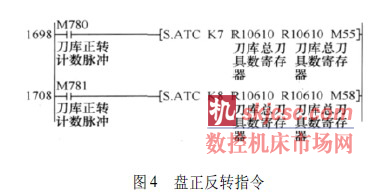
當刀盤正轉脈衝(chōng)或反轉脈衝驅動上述指令後,在顯示屏幕上可觀察到各刀位內(nèi)R10700 ~ R10719 內的數據做環(huán)形移動,就相當於(yú)住進了環形客房的客人全體順時針或逆時(shí)針移動。一般設定指針(zhēn)為(wéi)0,即采用R10700 為換刀點(diǎn),R10700 的數值就表示了換刀位置中的刀(dāo)具號。使用該(gāi)指令的主(zhǔ)要目的就是要獲得在換刀位(wèi)置的(de)刀具號———即當前刀號。當前刀號是換刀動作所必須的數據。指令刀號即T 指令號由R536 中的數據表示,這是NC 中已經規定了的。
經(jīng)過以上處(chù)理,獲得了換刀位置的刀號數據和指(zhǐ)令刀號的刀號數據,這就可以進行比較,以獲取停止旋轉條件。
(3) 就近選刀即按(àn)最短的行程旋轉刀盤。在編製PLC 程序時,核心就是選(xuǎn)刀(dāo),即發(fā)一個選刀指令,驅動(dòng)刀庫正向或反向旋(xuán)轉(zhuǎn),直(zhí)到換刀位(wèi)置(zhì)刀號與所選刀號相(xiàng)等,才使刀盤停止旋(xuán)轉,執(zhí)行後續的換刀動作。
可以使用ACT 專(zhuān)用(yòng)指令中的(de)1 號搜索指令(lìng),先搜索出目(mù)標刀(dāo)號在刀庫環形坐標係中的位置,再根據其(qí)位(wèi)置判斷正反轉方向。
起動該指令後,其搜索出的數據是目標刀具在刀庫中環形坐標係中的位(wèi)置(0,1,2…)。
對(duì)應於一個20 把刀的環形刀庫,通過判斷其數值是否大於(yú)10,就可以確定選刀的方向,這在PLC程序中可以很方便處理。
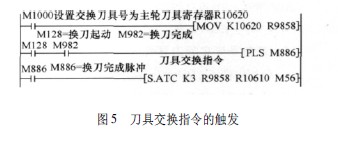
(4) 刀具交換指令(lìng)在機械手刀庫中,有一個重要的(de)動作是換刀(dāo),即將(jiāng)主軸上(shàng)的刀具與刀庫換刀位的刀(dāo)具交換。三菱CNC 係統(tǒng)有一專用的3 號指令來表示這一動作。
使用這一指令首先必須設置需要交換刀(dāo)具的R寄存器號(一般是主軸刀具R10620) 以及刀庫指針R10615 (一般設定R10615 = 0)。這(zhè)樣該指令的實際動作就是將(jiāng)主軸刀(dāo)具號(R10620 中的數據) 與刀庫中R10700 中的刀具數據相交換。同時必須注意該指令的觸發條件必須與實際換刀過程相一(yī)致。筆者編製(zhì)的程序是用“主軸換刀完成”信號來作為該指令的觸發條件。如(rú)圖5 所示。
4. 換刀宏程序及PLC 程序(xù)的編製方法
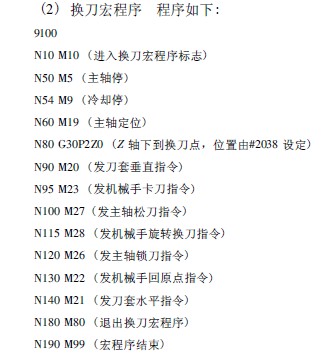
換刀程序的(de)編製有兩種(zhǒng)類型: 其一是全部動作(zuò)由PLC 程序控製,其二是換刀動作的順序部分由宏程序編製,而單步(bù)的動作由PLC 程序編製。由於宏程序的編(biān)程簡單,特別是可以方便地進行條件判斷,改變程序的流程,分(fèn)析和調試程序也方便,所以使用宏程序方式編製換刀程序是簡便易行的方法(fǎ)。
機械(xiè)手刀庫的換刀可(kě)以分解為兩部分,第1 為選刀,第2 為換刀。在實際加工過程中,可先發出選刀指令(lìng)完成選刀,在需要換刀的工步再行執行換刀,這樣可以節(jiē)約換刀時(shí)間。這也是機械手刀庫的優越性之一。
因此在編製(zhì)機械手刀庫宏程序時可編製兩個(gè)宏程序,其一(yī)是選刀宏程序,其(qí)二為換(huàn)刀宏程序。在不同的工步調用不同的宏(hóng)程序。
(1) 機械手刀庫的(de)換刀順序( 選刀已預先完成狀態) 各軸(X、Y、Z 軸) 運動至(zhì)第1 換刀點→主軸停轉→關閉切削液(yè)→Z 軸運動至第2 換刀點(diǎn)→主軸定位→刀套垂直(zhí)→刀臂卡刀→主軸鬆刀→刀臂換刀→主軸鎖刀→刀臂回(huí)原點→刀套水平→換刀完成。
5. 刀套號與(yǔ)實際刀具號的關係
一般的機械手(shǒu)刀庫在每一刀套上都有標記、有(yǒu)刀(dāo)套號,而且是按順序(xù)排列的。機械手刀庫隻在(zài)初始化時,其刀套號和實際刀具號相同(tóng)。經過多(duō)次換刀後,由於主軸(zhóu)刀號被交換進來,刀套號和實際刀(dāo)具(jù)號已經不相同(tóng)。但(dàn)加工中心的操作者還是(shì)要求快(kuài)速查看實際刀具的位置,即刀套中的實際刀具。
在實際的PLC 程序中作如下處理:
製作一環形計數器(0 ~ n - 1,其(qí)中n 為刀庫中的刀具數),用刀庫計數器信號驅動(dòng)(刀庫計數器(qì)信號也驅動刀盤運動指令)。這樣環形計數器內的數值(zhí)就表(biǎo)示了(le)刀套(tào)號(hào)的實(shí)際運動(dòng)位置(相對於R10700 起(qǐ)始的固定指標)。將環形計數器內的數值送入(rù)指針R10615,在三菱CNC 的(de)刀庫工作畫麵中,刀套編號就與實際(jì)刀具號實際對應起來,這樣可以方便地查看實(shí)際刀具。
但是將環形計數器內的數值送入指針R10615 的時機有限製,不能用常ON 信號,因為(wéi)指針的數值變化會影響(xiǎng)其(qí)他專用(yòng)換刀指令的(de)執行。
6. 刀庫調試(shì)必須注意的問題
(1) 刀庫的初始化初始狀態為主軸刀(dāo)號為0號刀,刀盤按當前刀位為1 號刀(dāo)順序裝刀。必須在PLC 程序(xù)中預先(xiān)用開關信號做刀(dāo)庫初始化,設置當前(qián)位(wèi)置刀號和主軸刀號,如圖3 所示。
(2) 在選(xuǎn)刀及換刀宏程序中(zhōng),必須做刀號比較判斷及足夠的安全保護條(tiáo)件。
(3) 刀庫(kù)計數脈衝的使用刀庫製造廠家一般在刀庫(kù)上配有計數器,用以計數刀庫的旋轉。在調試刀庫時發現,即使在手動狀態下發刀庫(kù)旋轉指令,刀(dāo)庫(kù)總是不能停止在正確位置(zhì)上,是什(shí)麽原因呢?
經(jīng)過仔細觀察刀庫(kù)的動作,發(fā)現當刀庫計數接近開關的紅燈熄滅時,刀庫才進入刀位的正確位置。因此必須(xū)用計數接近開關脈衝的下降沿做停止條件。在PLC 中改用下降沿脈衝後,果然(rán)能正確定位。也(yě)有刀庫計數器是(shì)使用脈衝(chōng)的上升沿做停止條件的,要根據實際情況確定。
(4) 位置開關的使用為了保護(hù)刀庫的安全工作,充分利用了M70 係統所具(jù)有的位置開關功能。即可以通過參數在Z 軸上設定位置開關,位置開關的位(wèi)置區域就是Z 軸的換刀點。隻有(yǒu)Z 軸進入該位置區域(yù),位置開關= ON,刀庫才能前(qián)進卡刀。
如(rú)果您有機床行業(yè)、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








