
0 引言
加工(gōng)中心利用刀庫實現換刀, 這是目前加(jiā)工中心大量使用的換刀方式。由於有了刀庫, 機床隻要一個固定(dìng)主軸夾持刀具, 有利於提高主軸剛度。獨立的刀庫, 大大增加了刀具的儲(chǔ)存數量, 有利於擴(kuò)大機床的功能, 並能較好地隔離各種影響加工(gōng)精度的幹擾因素。刀庫換刀(dāo), 按(àn)照換刀過程有無(wú)機械手參與, 分成有機(jī)械(xiè)手換刀和無機械手換刀兩種情況(kuàng)。在有機械手換刀的過程中, 使用(yòng)一個機械手(shǒu)將加工完(wán)畢的刀具從主(zhǔ)軸中拔出, 與此同時, 另(lìng)一機(jī)械手(shǒu)將在刀庫中待命(mìng)的(de)刀具從刀庫拔出, 然(rán)後兩者交換位置, 完成(chéng)換刀過程。有機械手的係統在刀庫配置、與主(zhǔ)軸的相對位(wèi)置及(jí)刀(dāo)具數量上都比較靈活(huó), 換刀時間短。FANUC 係統(tǒng)是國內外在加工中心上使用最多的數控係統之一。
1 凸輪機械手刀庫簡介
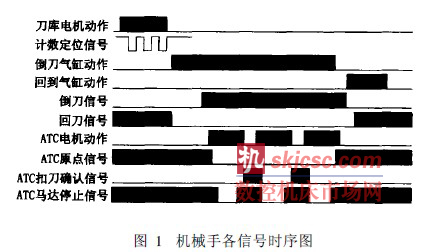
以(yǐ)無原點的刀庫為例, 介紹凸輪機械手(shǒu)的刀庫與FANUC 0 i係統配套的(de)PMC控製實現方法。與電氣(qì)設計相關的機械手部件主要包(bāo)括刀庫電機, 機械手電機, 倒刀氣缸(gāng)及一些傳感器。其中刀(dāo)庫電機為三相異步電(diàn)機並帶製動機構(gòu), 用於驅動刀庫正轉和反轉; 機械手電機為(wéi)三(sān)相異步電機(jī), 單方向旋轉, 帶動凸輪(lún)控製機械手完成/扣刀(dāo)0/交換刀具0/ 機械手回原點0等動作; 倒(dǎo)刀氣缸, 控製刀庫中(zhōng)換刀位置(zhì)的刀套(tào)進(jìn)入水平, 或垂直狀態。傳感器包括刀庫計數、刀庫(kù)到位信號(hào)、刀(dāo)套水(shuǐ)平信號、刀套垂直信號(hào)、機(jī)械手原點(diǎn)信號、機械手電機停止信號、扣刀到位信(xìn)號等(děng)。各傳感器及(jí)刀庫時序如(rú)圖1所示。
2 隨機換刀算法
機械手換刀涉及到隨機換刀。要實現隨(suí)機(jī)換刀需要相應(yīng)的算法並建立刀號數據表(biǎo)。數據表可建立在FANUC 係統的D數據寄存區。以24個刀位的(de)刀庫為例, 將初始化時每個刀位上的(de)刀編號為1~ 24, 把初始化時主軸上的刀編為25號。則(zé)可在D 寄存區建立下麵(miàn)的數據表:
D1------- 刀(dāo)盤1號位置上的刀號
D2------- 刀(dāo)盤2號位置上的刀號
D24------- 刀盤24號位(wèi)置上的刀號
D25-------主軸(zhóu)上的刀(dāo)套號
當然也可以根據(jù)采用刀位置作為數據表內容, 相應的表如下:
D1------- 1號刀所在的刀盤位置或(huò)者在主軸(zhóu)上
D2------- 2號刀所在的刀盤位(wèi)置或者在主軸上,
D24------- 24號刀所在的刀盤位(wèi)置或(huò)者在主軸上
D25------- 25號(hào)刀所在的刀盤位置或者在主軸上
實際(jì)編寫PMC 程序時還有旋轉控製指令所需要的轉台定位號, 當前換刀位置, 目標地址, 運行結果等(děng)可以選(xuǎn)擇D 寄存器或者C 寄存器給出地址。
地址分配完成後, 可以給(gěi)出隨機換刀算法, 隨機換刀是由數控程序給出的T指(zhǐ)令作為程序入口, 根據(jù)T指令給(gěi)出的目標刀號作出旋轉刀盤或者給出出錯或(huò)者提示信息, 流程圖如圖2所示(shì)
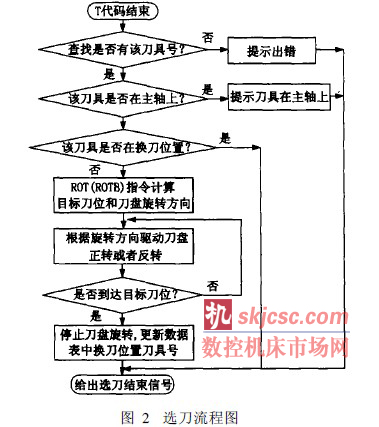
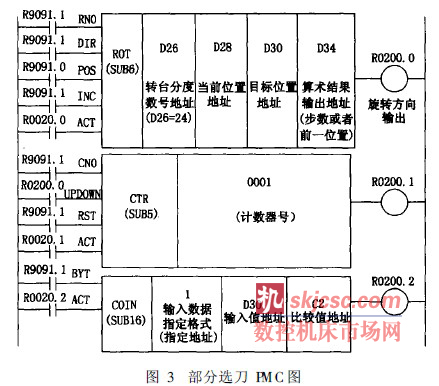
需要說明的是其中流程圖(tú)中(zhōng)由T代碼結(jié)束信號作為程(chéng)序入口比用T代碼選通信號作為程(chéng)序入口的好處是, 當連續出現T指令時多個選通信號容易造成一個T代碼未處理完成而另(lìng)一個T 代碼已經開始處理, 這樣容易造成亂刀現象(xiàng)。由於CTR 指令可以存儲(chǔ)轉台位置, ROT ( ROTB )指令的輸出結果相應的可以選擇目標(biāo)位。這樣比起ROT ( ROTB)指令運算結(jié)果(guǒ)輸出轉台步數方便, 也不容易(yì)出現亂刀。ROTB 指令和CTR 指令實現選刀的PMC 梯形圖, 如(rú)圖3所示(shì)。
3 機械手順序控製
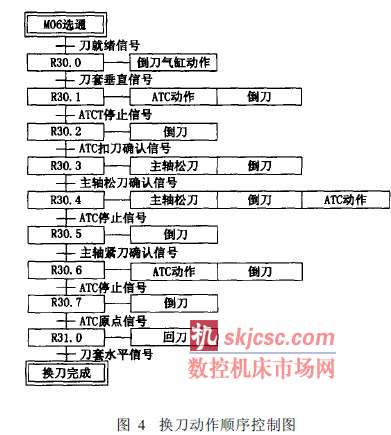
機械手(shǒu)換(huàn)刀作為順序控製(zhì), 用(yòng)梯形圖語言實現較為方便, 可以給出下麵的順序控製圖, 如圖4所示(shì)。
作為具有隨機換刀功能的加工中心, 應有刀具準備功能, 這樣選刀和換刀指令可以靈活配合使用, 如:可以是T04M 06表(biǎo)示選擇4號刀(dāo)換至主軸(zhóu); 也可(kě)以是T05M06T03, 表示選擇05 號刀換至主軸作為當前(qián)刀具, 03號刀旋轉刀換刀位置(zhì); 還可以是M06T05, 表示將當前換刀位(wèi)置的刀具換(huàn)至主軸, 05號刀(dāo)旋轉到換刀位置。當然單獨的T指令, M06指(zhǐ)令也可以使用, 多個T指令M06指令連續出現也同(tóng)樣正確執行。並且(qiě)應保證T28M06這類錯誤指令(總共25個刀(dāo)號)不執行換(huàn)刀。則機械手順序控製程(chéng)序(xù)應根據上述各種情況(kuàng)給出提示信息, 並防止刀庫及機械手誤動作。如果機械手動作不正確, 會造成設備損壞, 因此PMC程(chéng)序應對各(gè)個執行機(jī)構的動作做必要的互鎖保護, 總(zǒng)結如下:
1)刀庫正反轉互鎖;
2)無刀套水平位置到位信號, 或刀庫電機過載時刀庫不(bú)能轉動;
3)無機械(xiè)手原點到(dào)位信號, Z 軸進(jìn)給保持;
4) Z 軸沒有進入換刀區, 或機械手電機過載時機械手不能動作;
5)無刀套垂直信號, 機械手不能動作;
6)無主軸停止信號及定(dìng)向信號(hào)時, 不能鬆刀;
7)無(wú)機械手原點信號, 刀(dāo)套不能動作。
8)刀庫旋轉, 機械手不(bú)能動作。
由於機械手動作作為順序控製對於FANUC 係統PMC來說(shuō)比較容易實現, 但順序控製各步的(de)轉換(huàn)依靠各種信號來切換, 信號正確步相互幹(gàn)涉才(cái)能保(bǎo)證順序(xù)程序正確執(zhí)行。數控(kòng)係統的可編(biān)程控製器有其獨特的(de)特點, 有MST 功能選通和結束(shù)這些信號, 則為(wéi)了調試方便, 可以把刀庫機械手的每一個動作分開(kāi)為一個M功能, 如分解為(wéi)倒刀M40, 扣刀M41, 鬆刀M42, 換(huàn)刀M 43, 回原點M44, 回刀M45。然後在用戶宏程序中將各動作組合成整個(gè)機械手換刀過程。這樣做的好處(chù)是信號之間不易(yì)產生(shēng)幹涉, 出現故障也容易查找。大大降低了調試難度。
4 報警及(jí)信息提示
報警和操作信息提示製作是PMC 程序必不(bú)可(kě)少的一部分。報(bào)警信息一方麵是提示用戶, 另一方麵也控製機床在發生故障時能停止數控程序的執行。操作信息充分可以給用(yòng)戶一個友好的工作介麵。與機械手換刀相關(guān)的報警及操作信息提示可以做(zuò)的很細致, 如刀盤電機, 機械手電(diàn)機過載, 各工作過程中機械(xiè)手信號未到位, 機械手動作超時, 無T 代碼給出(chū)的刀號, T 代碼給出的刀號在主軸上等等。加(jiā)工中心主軸速度高, 一般都是全封閉式的。則隨(suí)機換刀的一條關鍵的操作(zuò)信息是要顯示主軸當前刀號和當前換刀位置上的刀號, 這對操(cāo)作(zuò)者編寫加工程序相當重要。由於(yú)操作信(xìn)息(xī)中主軸上(shàng)的刀具號和當前(qián)換刀位(wèi)置(zhì)上的刀具號是隨機變化的。FANUC 係統PMC具有數值數據顯示功能, 數值數據格式為[ Ib id, t t t t ] , / b0表示字節數(shù)( 1, 2, 4), / i0表示整數部分的位數, / d0表示小數部分的位數, / t t t t 0表(biǎo)示存儲數值的數據(jù)地(dì)址, 數據數(shù)值必(bì)須為二進製格式(shì)。比如可(kě)以(yǐ)編寫這樣一條操作(zuò)信息/主軸上的刀具號= [ I220, D30 ], 當前(qián)換刀位置的刀具= [ I220, D32 ] 0 ( FANUC 0i係統實際編寫(xiě)報警操作信息時采用英文)。則編寫PMC程序時在執行機械手(shǒu)換刀指令M06後將主軸上的刀具號寫入D30單元, 在執行(háng)T 指令刀具準備後將該刀具號寫入D32單元(yuán)即可隨機顯示主軸上的刀號和當前換刀位置上的刀號。
5 結束語
結(jié)合(hé)配FANUC 0i的凸輪機械手LH 714加工中(zhōng)心電氣(qì)設計調試實踐(jiàn), 總結了這類加工中心的電氣設計調試要點及(jí)主要環節, 對隨機(jī)換刀算法, 機械手順序控(kòng)製以及報警(jǐng)提示信(xìn)息的相關問題作(zuò)了介(jiè)紹。並針對調試過程出現的相關問題, 提出了一些思路。對類似的(de)機械(xiè)手加工中(zhōng)心電(diàn)氣設(shè)計調試有一定(dìng)的借鑒(jiàn)價值。
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合(hé)作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com






州金馬")

