
電(diàn)主軸是機床(chuáng)主軸與主軸(zhóu)電機“合二為一”的傳動結構形式,它具有結構緊湊、轉速高、易於平衡和傳動效率高等優點。電主軸是高(gāo)速數控機床的核心部件。在電主軸可靠性設計和試驗中,電主軸(zhóu)典型用戶載荷不僅是必不可少的前提條件,而且也是電主軸可靠性(xìng)試(shì)驗平台構建的關鍵(jiàn)科學依據。目前,電主軸作為高速機床的主軸(zhóu)部件,其還(hái)是多靠經驗設計,缺乏全麵真實的外載荷依據,還(hái)沒有建立起電主軸載荷譜,不僅無法(fǎ)實現(xiàn)電主軸可靠性設計,而且構建可靠性試驗平台也缺乏(fá)科學的依據[1]。在國內(nèi)外,電主軸本身載荷譜的研究目前還是一個空白, 20 世紀末(mò),吉林工業大學開展過數控車床載荷譜的研究,為(wéi)進一步(bù)開展數控機床載荷譜研究提(tí)供了參考。2007 年,北京工業(yè)大學進行立式加工中心可靠性測試與評價技術的研究,其中涉及立式加工中心可靠性試驗載荷譜的研究。
根據開展國產170XD30 銑削電主軸可靠性試驗的需要,對該(gāi)銑削電主軸典型用(yòng)戶的零件(jiàn)圖、銑削工藝等( 例如: 主軸轉速、銑削用量、進給(gěi)速度) 進(jìn)行調研和收集,對相關切削數據進行了分(fèn)析和(hé)計算(suàn),整理出了該電(diàn)主軸載荷譜的樣本數(shù)據,初定總體分(fèn)布類型和參數估計,最後運用K-S 檢驗法進行(háng)分布擬合檢驗,建立了該(gāi)銑削電(diàn)主軸載荷譜的數學模型(xíng)和五級試驗程序加載譜(pǔ),為開展其可靠性加載試驗提供科學的依據。
1 載荷的(de)獲取
建立國產170XD30 銑(xǐ)削(xuē)電主軸的載荷譜,其中該電主軸主要的技(jì)術參數包括: 最高轉速為30 000 r/min,額定功率(lǜ)為22 kW,采用油氣(qì)潤滑(huá)和HSK 刀具接口。載荷譜(pǔ)指的是載荷的時域分布規律,就是將複雜多變,雜亂無章的工況的實際載荷數據,加以統計和分析整理,研究這些載荷數據的規律性,以一定的圖像,表格(gé)或者數學(xué)式表示就是所謂的載(zǎi)荷譜。載荷是一個廣義的概念,可(kě)以是力、力矩、位移、應(yīng)力、應變等[2]。在電主軸銑削加工過程中,電主軸的受力有銑(xǐ)削力,離心力和熱應力等。其中銑削力屬於電主軸的外載(zǎi)荷,而離心力和熱應力是電主軸的內載荷,根據電(diàn)主軸(zhóu)可靠性試驗加載的需要,電主軸載荷譜關注的是電主軸的外載荷,同時參考文獻[2]數控車床載荷譜的建立,最終確定該電主軸載荷為銑削扭矩,對應(yīng)的作用時間為加工一個工步的作用時間。該電主軸載荷譜的建立是以電主(zhǔ)軸(zhóu)所受相對扭矩( 電主軸所受某一扭(niǔ)矩與其所受最大扭矩的比(bǐ)值) 和相對銑削時間( 電主軸所受某一扭矩的切削時間與(yǔ)電主軸所有扭矩的切削時間和的比值) 為統計量。那麽,其載荷譜建立的關鍵是要取(qǔ)得電主軸的銑削扭矩和相應的銑削時間。
電主軸載荷數據的獲取是建立其載荷譜的基(jī)礎(chǔ),載荷數據可以(yǐ)通過現場測試或者工(gōng)藝分析計算獲取,本文采用(yòng)工藝分析計算的方法獲取[2]。工藝分析計算的(de)方法(fǎ)如下(xià): 調研和收集國產170XD30 銑削電主軸典型用戶( 模具行業、汽(qì)車行業等) 的典型零件有關工藝數據,並根據收集到的工藝參數,計算其銑削力、銑削扭矩、相應的銑削時(shí)間,進而計算相對扭(niǔ)矩,相對銑削時間等。由於實際情況的複雜性,通過公式計算的載荷值與實際值具有(yǒu)一(yī)定的誤差,但是(shì)載荷譜(pǔ)的建立是以載荷的相對值為基礎,這樣就防止了由於(yú)公式計算的(de)誤差而(ér)導致的電主軸載荷譜變化規律的不真實性。所以本文采(cǎi)用分析計算的(de)方法來(lái)獲取銑(xǐ)削電主軸所受的載(zǎi)荷數據。為此(cǐ),我們對國產170XD30 銑(xǐ)削電主軸銑削工藝和銑削參數進行了大量的調研(yán)和收集。
2 載荷的(de)計算和(hé)統計
2. 1 銑削力的計算
由於銑(xǐ)削過程的複雜性,影響它的因素有很多,目前(qián)尚(shàng)未有簡便的計算銑削力的公式,一般都是通過大量試驗,由測力儀測得銑削力後,根(gēn)據銑削條(tiáo)件進行數據處(chù)理,然後得出經驗的計算公式[3]。目前(qián),在實際生產中,用指數公式進行銑削力的計算在實際(jì)中得到了廣泛應用。

對於其它形(xíng)狀的銑削工件,在分析工件銑(xǐ)削工藝的基礎上,可將銑削工件的表麵劃分成多個長方形平麵,計算每一個長方形平麵的銑削時(shí)間Ti,則ΣTi就是所求(qiú)的銑削時間(jiān)。
2. 5 相對銑削時間計算
![]()
式中: T 為銑削時間,s; ΣT 為銑(xǐ)削(xuē)時間的總和,s。
2. 6 載荷的統計
根據以上計算公式對采集、調研、整理的銑削工藝數據進行分析和計算(suàn),分組後得到的相對扭矩x、相對銑(xǐ)削時間f ( x) 和累積相對銑削時間F( x) 如表1 所示,它將作為建立該電(diàn)主軸載荷譜的樣本數據[4]。

3 數據處(chù)理與參(cān)數估計
3. 1 繪製分布點圖
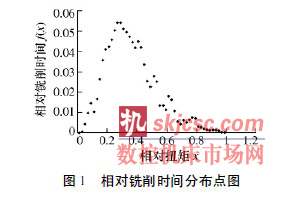
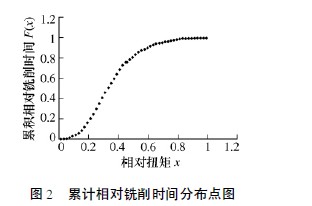
繪製分布點(diǎn)圖(tú)是整理數據最基(jī)本的方法之一,通過分布點圖可以清楚地看出樣本的分布情況,並可用來估計總體的(de)分布情況。對表1 整理出的數據,以相對銑削扭(niǔ)矩x 為橫坐標,以每組內的相(xiàng)對(duì)銑削時間f( x) 為縱坐標,繪製出(chū)相對銑削時間分布點圖( 圖1 所(suǒ)示) ; 以相對銑(xǐ)削扭矩x 為橫坐標,以每組內的累計相對銑削(xuē)時間F( x) 為縱坐標,繪製出累計相對銑削時間(jiān)分布點圖( 圖2 所示) 。
3. 2 初定(dìng)分布類型
初定分布類型就是根據樣本繪製出的頻率分(fèn)布點圖和累計頻率分(fèn)布點圖,來初步判斷樣本數據符合哪種分布。本(běn)文從常用的幾種統計分布模型中初選了3 種分布模型,3種分布模型分別是(shì)伽瑪分布、正態分布和貝塔分布[5]。其中伽瑪分布密度函數為

式(shì)中: α 為形(xíng)狀參(cān)數; β 為(wéi)尺度參數。初選分布模型後,需對各種模型分別進行參(cān)數估計,最後確定符合樣本數據的最佳分布模型。
3. 3 分布模型的參數估(gū)計
參數估計的方法有點估計、區間估計等。其中點(diǎn)估計法又可分為圖估計法、矩法、極大似然(rán)法等。矩法估計(jì)直觀又簡(jiǎn)單,對任意(yì)總(zǒng)體都可用之[5]。本文選擇矩(jǔ)法對(duì)初選模型進行參數估計。
矩法估計是用樣本各階原點矩的函數來估計總體各階(jiē)原(yuán)點矩同一函數的方法,樣本的一階矩可做為總體均值μ 的點估計,樣(yàng)本(běn)的二階中心矩可做為(wéi)總體方差σ2 的點估計,本(běn)文(wén)求樣本均值μ- 與方差σ - 2 的公式為
根據(jù)以上公式,代入樣(yàng)本的(de)均值μ- 和方差σ - 2,估計出初定3 種分布模型的參數(shù)。表2 所列數據(jù)是(shì)3種分布模型的估計參數。表中a、b 分別表示(shì)各種分布的形狀參數和尺度參數。

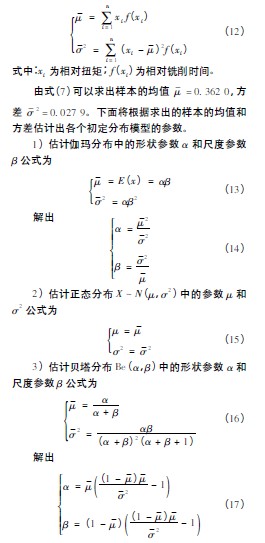
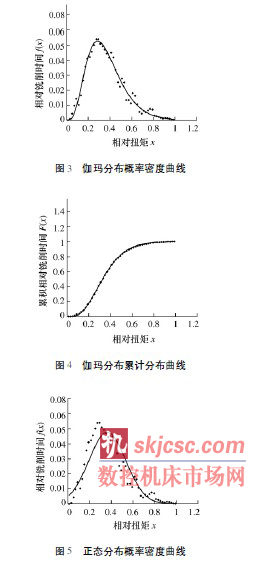
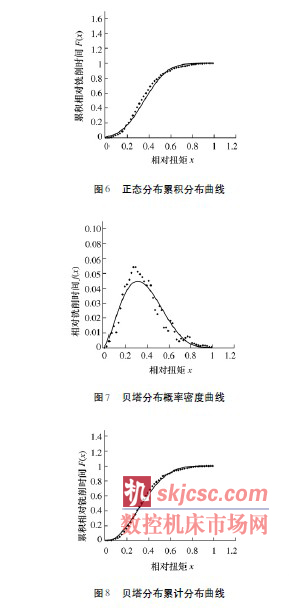
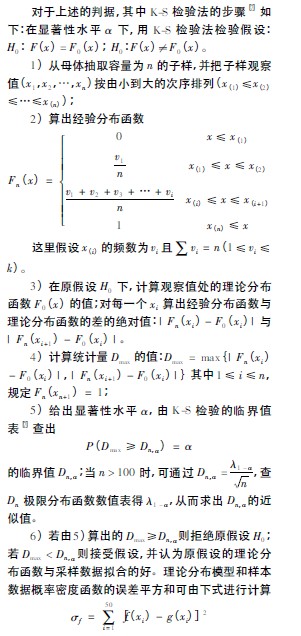
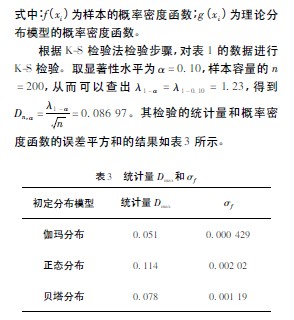
圖3 ~ 圖8 分別是根據表(biǎo)2 所估計參數繪製了伽瑪分布、正態分布和貝塔分布的理論概(gài)率密度函數曲(qǔ)線和(hé)累計分(fèn)布函數曲線。其中,虛線是樣本數據的分布點圖,實線是繪製的理論分布曲線(xiàn)。
4 分布檢驗
通過前幾節(jiē)的論述,對初定的(de)3 種分布(bù)模型進行了參數估(gū)計,那麽,總體到底符合哪種分布模型?就要對初定的(de)發(fā)布(bù)模型進行假設檢驗。在數理(lǐ)統計中,K-S 檢驗法是一種常(cháng)用且較為準確的(de)假設檢驗方法,所以本文采用K-S 檢驗(yàn)法對初定3 種(zhǒng)模型(xíng)進行檢驗(yàn),但是K-S 檢驗法僅檢驗理論累(lèi)積(jī)分布函數和樣本的(de)分布函數的誤(wù)差,並沒有檢驗理論概率密度函(hán)數和樣本的概率密度函數之間的(de)誤差。因此,本文在K-S 檢(jiǎn)驗法的基礎上,同時也進行了(le)分布模型的概率密度函數誤(wù)差的檢驗。最符合總體分布模型的具體檢驗判據(jù)如下:
1) 通(tōng)過K-S 檢驗法的檢驗並且K-S 檢驗(yàn)法的統計量Dmax的值最小。
2) 理論分布(bù)模型和樣本(běn)數據(jù)概率(lǜ)密度函數的誤(wù)差平(píng)方和最(zuì)小[4,6]。
如果檢驗結果不能同時滿足以(yǐ)上兩點判據,這就可能(néng)與樣本數據的(de)容(róng)量多少(shǎo)、樣本數據(jù)的(de)光滑、分組、初定理論分布模型不合適或者計算的誤差和失誤等有關,可以通過改善上麵的因素直到有分布模型符合以上兩點判據(jù)。
K-S 檢驗(yàn)法(fǎ)進行檢驗,且伽瑪分布的統計量K-S 檢驗法Dmax的值最小,其概率密度函數的誤差平方和也是最小的,所以我們確定該銑削電(diàn)主軸載荷(hé)譜(pǔ)的分布模型為伽瑪分(fèn)布,其形狀參數(shù)為4. 7,尺度參數為0. 077。
5 可靠性試(shì)驗加載譜(pǔ)的編製
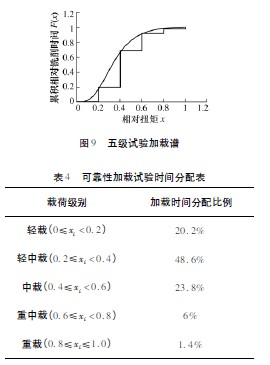
國產170XD30 銑削電主軸載荷譜的分(fèn)布為伽瑪分布,伽瑪分布函數曲線是(shì)一根連續的曲線,不可能完全(quán)按照這根曲(qǔ)線來進(jìn)行電主軸的可靠性試驗加載,通(tōng)常將其分成(chéng)幾個載荷(hé)級別。對電主軸載荷級別(bié)的劃(huá)分(fèn)我們根據相對銑削扭矩的大小,提出了五級試驗加載譜(pǔ),輕載、輕中載、中(zhōng)載、重中載和(hé)重載(zǎi)這(zhè)5 個級別的(de)概念[1],具體的劃分處理如下: 當0≤xi< 0. 2 時,按輕載歸類(lèi); 當0. 2≤xi < 0. 4 時,按輕中載歸類; 當0. 4≤xi < 0. 6 時(shí),按中載歸類; 當0. 6≤xi < 0. 8 時,按(àn)重中載歸類; 當0. 8≤xi≤1. 0 時,按重載歸類; 每個載(zǎi)荷(hé)級別對應的相對銑削時間將作為可靠(kào)性試(shì)驗時間分配比例的依(yī)據。
五(wǔ)級試驗加(jiā)載(zǎi)譜如圖9 中(zhōng)的折線所示。表(biǎo)4 是根據(jù)五級試驗加載譜具體製定的該電主軸(zhóu)可靠性加載試驗時間(jiān)分配(pèi)比例。從表4 可(kě)以看出,該電主軸的載荷級別主要是處在輕中載級別,而(ér)重載級別時(shí)間比例(lì)占據(jù)較小。
6 結論
1) 采集載荷數據是通過(guò)工藝分析計算獲取,這種載荷數據采(cǎi)集的(de)方法克服了現場測試數據的缺陷,使獲得的(de)抽樣樣本(běn)足夠大、精確度高,由此建(jiàn)立的載荷譜具有真實性、典型性。
2) 本文(wén)中建(jiàn)立(lì)的國產170XD30 銑削電主軸的載荷譜是形(xíng)狀參數為4. 7,尺(chǐ)度參數為0. 077 的伽(gā)瑪分布,該載荷譜為電主軸的可靠性實(shí)驗首次(cì)提供了(le)基礎載荷數據。基於該載荷譜所製定的五級試驗加載譜,可用於該電主軸的可靠(kào)性加載(zǎi)實驗。
如果您有機床行(háng)業、企業相關新聞稿件(jiàn)發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








