
0 引言
我公司主要從事各種(zhǒng)整體(tǐ)機床(chuáng)及各零(líng)部件、軸類及主軸關鍵零件的生產製造。主(zhǔ)軸是機(jī)床(chuáng)上關鍵零件之一, 它一方麵要支承各種傳動零件傳(chuán)遞動力和(hé)承受各(gè)種負荷, 進行切削加工(gōng)。另一方(fāng)麵又要保證安(ān)裝在主軸上的工件或(huò)刀具有較(jiào)高的回轉精度。因此, 主軸加工精度及其裝(zhuāng)配精度將直接影響車床精度和使用(yòng)壽(shòu)命, 數控車床主軸精度要求更高, 加工也更困(kùn)難。CKA6150 數控車(chē)床我廠已(yǐ)生產多年工藝已很完善合理, 如今數(shù)控車床實行流水線裝配、在機床大批量生產時, 按原有(yǒu)的加(jiā)工方法加工主(zhǔ)軸已經滿足不了生產的需(xū)求(qiú), 為(wéi)了加(jiā)快產品擴(kuò)產上量的規模化進程, 減輕工人的勞(láo)動強度, 使複雜的工作簡單化, 操作技能熟(shú)練(liàn)化。同時達到高效率, 低成本, 我們首先解決主軸(zhóu)加工工藝方麵難點(diǎn)問題。
1 CKA6150 數控車(chē)床主軸加工難點
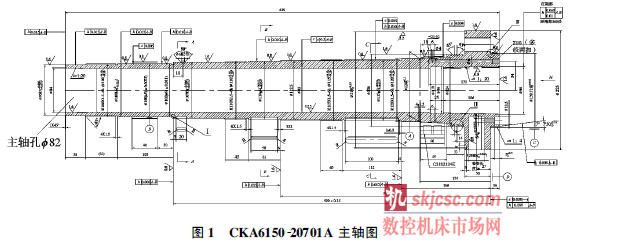
數(shù)控車床主軸加工中, 主軸的深孔加工, 端麵孔加工、及磨削加工是車間(jiān)最大(dà)的生產瓶頸, 直(zhí)接影響產品質(zhì)量、生產效率和加工成本。為了解決(jué)這一問(wèn)題我們查閱資料、試驗、以及對刀具、生產(chǎn)設備選用等各方麵了解綜合分析, 對原工藝作三部分(fèn)改(gǎi)進: E( 主軸圖1) 。
1 .1 主軸深孔加工
原深孔用下(xià)圖刀板加工, 由於刀板靠兩側(cè)刃(rèn)切削, 所以(yǐ)在刀板加工時(shí)需(xū)在主軸一端車(chē)一導向孔, 利用刀板兩側刃進行鑽削, 另由於刀板無導向功能從而使加工出(chū)的孔(kǒng)同軸度差, 所以原工(gōng)藝安排刀板先(xiān)進行(háng)粗(cū)加工、粗磨之後用車床(chuáng)進行精加(jiā)工。這(zhè)種加工方法對於以前每(měi)個月4000 多台的產量還可以滿足, 但如今生產產量的提高用原加工方法無法達到計劃(huá)要求。為了(le)解決深孔加工難題, 我通過從機床、刀具多個方麵去研究。上網查閱大量資料及對國內外同類加工方法的分析, 最終決定從刀具方麵去解決這個瓶頸, 采(cǎi)用組合鑽代替刀板加工, 組合鑽是(shì)利用前刃及(jí)側刃進行切削, 這樣可以直接進行鑽削(xuē), 省去(qù)了車導向孔和車(chē)床精加工孔(kǒng)這兩道工序、同時通過增加一個導向套輔助工裝, 從而提高了(le)組合鑽加工孔的同軸度。經過實驗證明用組(zǔ)合鑽加工深孔在質量及效率方麵都大大高於刀板加工, 生產效率(lǜ)可見較原來提高兩倍。( 圖2 為孔(kǒng)加工刀板示意圖)
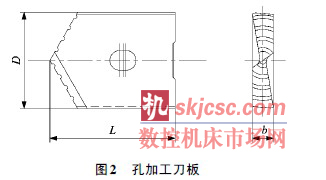
下麵是兩種加工效率及加工成本的對比:提高生(shēng)產量後每個月計劃要(yào)求投產7000 台數控車(chē)床, 原來(lái)用刀板20 分鍾加工一件; 每小時(shí)加工=60 /20; 每天按16 小時加工(gōng)3 台鑽床每(měi)月生產數量=16* 3* 30* 3 =4320; 這隻是粗加工孔要想完成整(zhěng)體加工還需精車孔這樣(yàng)一來反而增加了工件加工時間, 所以根本滿足不了生產需求。經試驗證明現用組合鑽加工10 分鍾加工一件; 每(měi)小時(shí)加工= 60 /10件/小時; 每天(tiān)按16 小時加工3 台鑽床每月生產數量=16* 6* 30* 3 =8640; 並且是(shì)一次(cì)加工孔成品省去了精(jīng)車與車導向孔兩工序, 此組合鑽成本為(wéi)800 元,每套能加工720 件主(zhǔ)軸, 雖然原刀板成本低於組合鑽成本但原刀板不能一次加工孔成品增加了生(shēng)產工序, 並且加工數(shù)量(liàng)是組合鑽加(jiā)工的0 15 倍。綜合計算組合鑽加工不但效率高於刀板(bǎn)加工, 且生產成本同樣(yàng)低於刀板加工(gōng), 大大節省了生產時間提高了生(shēng)產(chǎn)效率。
1 .2 主軸磨削加工
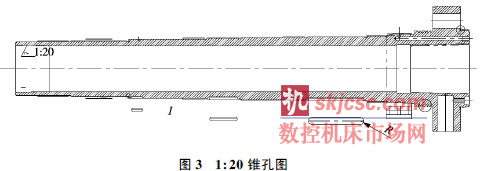
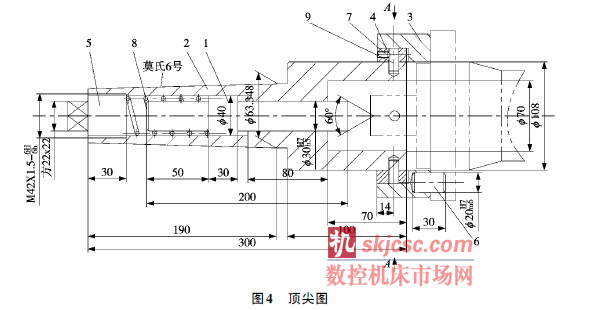
我們生產車間加工CKA6150 產品的磨床隻有(yǒu)6 台, 原半精加工及(jí)精加工全部安排在這些磨床進行( 其中(zhōng)3 台進行半精加工、3 台進行精加工(gōng)) 。實際磨床(chuáng)每小時加工4 件, 每天加工16 小時的加(jiā)工數量= 16* 4; 每台設備按每個月30 天加工計算、總產量能達(dá)到16* 4* 30* 3 =5760 件, 按以前的生產計劃這些磨床還能滿足生(shēng)產需求, 但如今(jīn)生產量提高至7000 台/月, 這些磨床已滿足(zú)不了生產需求, 如果購買新的磨床會大大增加生產成本。我們對機床及刀具方麵進行研究, 通過對機床性能的對比及國內外刀具的了解, 利用車間現有設備去解決這個難題, 最終采用了數控車床軟硬車代磨床的(de)加工方法。實驗證明, 以車代磨每小時加工8 件, 按每天加(jiā)工16 小時其加工數量為16* 8; 兩台數控車按每個月30 天加(jiā)工計算; 總產量能達(dá)到16* 8* 30* 2 =7680 件, 遠遠滿足了生產需(xū)求(qiú); 由於車床的夾盤設計(jì)本身(shēn)允許與床尾同軸度相差0 103. , 直接用(yòng)夾盤裝夾實現以車代磨, 加工出外圓跳動會與工藝要求有誤差, 所以為了既增加生產效率又達到設計及工(gōng)藝的要求, 工藝上提出了增加頂尖輔助工裝, 把此頂尖固定在機床主軸上使床頭床尾的中心(xīn)高一致,從而實(shí)現(xiàn)了以車代磨半精外圓及內孔。解決了這個(gè)生產上量後的磨削(xuē)瓶頸。( 圖3 為主軸(zhóu)1: 20 錐孔示意圖) ( 圖4 為頂尖圖)
1 .3 增加液壓(yā)裝夾具實現主軸正麵孔加工
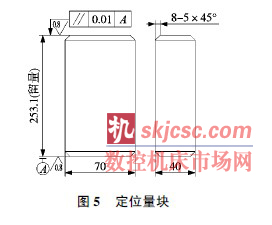
CKA6150 220701A 主軸側麵孔原來在(zài)鏜床和加工中心HD80 上加工, 主軸正麵孔由搖臂鑽加工生產(chǎn)量較低, 為(wéi)了解決這(zhè)個瓶頸我工藝提出改裝原HD80機床(chuáng)的裝(zhuāng)夾胎具, 將原有(yǒu)的(de)機械裝(zhuāng)置手(shǒu)動式裝夾胎具改進為液(yè)壓式, 且每(měi)次裝夾工件4 件的裝夾胎具來加工主軸(zhóu)正麵孔, 經生產實踐證明, 此夾具更(gèng)改後節省了手動換工件時間並且加工數量(liàng)為原加工的4倍, 大大提高了生產效率, 完全(quán)能夠滿足我單位生產(chǎn)上(shàng)的要求。同時通過設計定位量塊利用VDL1200 加工中心實現了CKA6150 220701A 主軸(zhóu)側麵孔的繼續加工, 效果很好。( 圖5 為定位量塊)
2 結(jié)束語(yǔ)
通過(guò)生產實踐證明調整後的工藝大大(dà)提(tí)高了(le)生產效率、降低了生(shēng)產成(chéng)本, 提前完成生產計劃要求。而且(qiě)最重要的是完(wán)全保證了工件的精度及質量要求。
如果您有(yǒu)機床(chuáng)行(háng)業、企業(yè)相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








