
1 引言
近年來,高速切削(xuē)技術獲得了(le)迅速(sù)的發展,各種高速切削加工機床(chuáng)不斷湧(yǒng)現,應用範圍也越來越(yuè)廣。目前(qián),高速(sù)切削加工技術已經成功應用到模具製造領域。應用高速切削進行模具製造,具有以下優點:
高(gāo)速切削(xuē)大大提高加工效率,不僅機(jī)床轉速高、進給快,而且粗、精加工可一(yī)次完成,極大地提高了模具生產率。結合CAD/CAM技術,模具的製造(zào)周期可縮短約40%。
高速切削(xuē)可加工淬硬鋼,硬度可達60HRC左右,表麵粗糙度低於Ra0.6μm,取得以銑代磨的加工效果,不(bú)僅節省(shěng)了大(dà)量(liàng)修模時間,還提高了加工的表麵質量。
因(yīn)此,發展模具高速切(qiē)削技術對促(cù)進我國模具(jù)技術發展以及應對新挑戰是一個有效途徑。而模具高速切削技術的發展,是建立在機床、刀具、CAD/CAM係統的快速發展的基礎之上的,本文重點探討模具高(gāo)速切削刀具技(jì)術。
2 刀(dāo)具材(cái)料
在高速切削(xuē)過程中,刀具和切屑之間溫度很高,既有熱的(de)性(xìng)質,又有化學特性,所以刀具材料和工件材料的匹配很重要。高速切削刀具與加工的(de)模具材料必須有較小的化學親和力、優良(liáng)的力學(xué)性能(néng)、熱穩定性和良好的(de)抗衝(chōng)擊、耐磨損和抗熱疲勞的特性。選擇刀具的4大要素為:模具(jù)材料(liào)、刀具材料、工具幾何形狀和切削條件。高速加工的刀具材料必須根據模具材料和加(jiā)工性質(zhì)來選(xuǎn)擇。目(mù)前,陶瓷、立方氮化硼(CBN)、塗層硬質(zhì)合金等刀具均可作(zuò)為高速切削模具鋼件的刀具材料。其中,陶瓷以化學穩定(dìng)性好,具(jù)有(yǒu)良好的耐磨性,能以比硬質合金更高的切削速度進行切削加工,然而它的硬度、韌性低於CBN,可用於加工硬度<50HRC的模具材料。而CBN以其高硬(yìng)度、極強的耐磨性、高溫化學穩定性及良好的導熱性,用於銑削淬硬鋼(gāng)、冷硬鑄鐵(tiě)、鈦(tài)合金等(děng)材料;塗(tú)層硬質合金因塗層不同而(ér)具有切削多種材(cái)料的(de)能力。PCBN(聚晶立方(fāng)氮化硼)則是由CBN(立方氮化硼)微粉與少量牯結相(Co、Ni或TiC、TiN、Al203)在高溫高壓下燒結而成。PCBN組織中的微小晶粒呈無序排(pái)列狀態,因此PCBN硬度均勻,無方向(xiàng)性,具有一致的耐磨性和(hé)抗衝擊性,並具有很高的硬度和耐熱性(1300℃~1500℃)、優良的化學穩定性和導熱性以及較(jiào)小的(de)摩擦係數,而且與Fe族元素親和性很低(dī),困(kùn)此它是高速切削黑(hēi)色金屬較理想的刀具材料。從目前的研究結果來看,在所有(yǒu)的模具高速切削刀具材料中,PCBN的性能相對較好,是進行淬硬鋼模具加工(gōng)的主要刀具材料。
3刀具的磨損
3.1 刀具(jù)的主要磨(mó)損形態(tài)
高速(sù)切削時,刀具的主(zhǔ)要磨損形(xíng)態(tài)為(wéi)後刀麵磨損、微崩刃、邊界磨損、片狀剝落、前刀麵月牙窪磨損、塑性變形等,如圖(tú)1所示。

後刀(dāo)麵磨損是高速(sù)切削刀具經常發(fā)生的磨損形式,可(kě)看作是刀具的正常磨損。後刀麵磨損帶寬度的(de)加(jiā)大會使刀(dāo)具喪失切削性能,在高速切(qiē)削時常采用後刀麵上均勻磨損區寬度(dù)的VB值作為刀具的磨損極限。
微崩刃是在(zài)刀具切削刃上產生的微小缺口,常發(fā)生在(zài)斷續高速切削時,通過選用韌性好的刀具(jù)材料、減小進給量、改變刀具主偏(piān)角以增加(jiā)穩定性等措施,可減小微崩刃的發生概(gài)率。通常隻要將刀具微崩刃的大小控製在磨損限度以(yǐ)內,刀具仍可繼續使用。
邊界磨損發生在(zài)刀具後刀麵的刀(dāo)——工接觸(chù)邊緣處,形(xíng)狀通常為一狹長溝槽,因此也(yě)稱為溝槽磨(mó)損。高速切削不鏽鋼(gāng)、高溫(wēn)合金(如Inconel718)時刀具(jù)容易發生邊界磨損,其原因是(shì)工件表麵的加工硬化(huà)使刀具——工件接觸邊界的工件(jiàn)材料硬度最高。加(jiā)工外圓時,刀——工(gōng)接觸(chù)邊(biān)界的切削速度最(zuì)高,因此也容易形成邊界磨損。
片狀剝落多發生在刀具的(de)前、後刀麵上,其原因是刀——屑或刀(dāo)——工接觸區的接觸疲勞或熱應力疲勞所致。當剝落(luò)很小(xiǎo)時,被認為是磨損;但在很多情況下,由於疲勞裂紋源距刀(dāo)具表(biǎo)麵(miàn)具有一定深度,裂紋擴展後所形成的剝落塊(kuài)往往大於刀具的磨損限度,一旦發生剝落,即可使刀具失效,形成(chéng)剝落破損(sǔn)。
前刀麵月牙窪也是高速(sù)切削加工(gōng)中(zhōng)一種磨(mó)損形式。塑性變形多發生在切削溫度較高而(ér)刀具紅硬性較差的切(qiē)削條件下,超硬刀具材料在切削速度很高時也可能發生塑(sù)性變形現(xiàn)象。
3.2 常用的幾種刀具材料的磨損
陶瓷刀具 陶瓷刀具具有硬度高、耐磨(mó)性能及高溫力學性能優良、化學穩定性好、不易與金屬發(fā)生粘結等特點。陶瓷刀具的最佳切削速度通常可比硬質合金刀具(jù)高3~10倍,適用於高速切削鋼、鑄鐵及其(qí)合金(jīn)等。陶瓷刀具用於高速切削時,切削溫度可高達800℃~1000℃甚至更高,切(qiē)削壓力也很大。因此,陶瓷刀具的磨損是機械磨損與化學(xué)磨損(sǔn)綜合作用的(de)結果-“,在高速切削(xuē)時以高溫引起的粘結磨損、氧化磨損和擴散磨損為主。
立方氯化硼刀(dāo) 具立方氮化硼(CBN)是氮化硼的致(zhì)密相,PCBN的CBN含(hán)量、晶(jīng)粒尺寸、粘結(jié)相等(děng)均會影(yǐng)響其性能:CBN含量越高,PCBN的硬(yìng)度和導熱性也越高;CBN晶(jīng)粒尺寸越大,其抗破損性越弱,刀刃鋒利性越差;采用(yòng)金屬材料(liào)Co、Ni作為粘結相時,PCBN有較好的韌性和導電性(xìng),采用陶瓷材料作為粘結相時則具(jù)有較好的熱穩定性。
一(yī)般(bān)認為(wéi),CBN刀具的磨損是由於切削過程中的高溫、高壓、切(qiē)屑與前刀麵間的摩擦以及工件材料中有關化學元素(sù)與之發生粘結、親和而(ér)引起的,即其磨損機製主要包(bāo)括:氧化磨損和(hé)相變磨損;粘結磨損;摩擦磨損;顆粒剝落與微崩刃。造成CBN刀具磨損的E述多種因素並非隻是獨立存在、單獨作用,而是相互影響、共同加劇,如(rú)氧化磨損和相(xiàng)變磨損(sǔn)必然伴隨著粘結(jié)磨損(sǔn),並出現摩擦磨損、剝落磨損和微(wēi)崩磨損。
塗層刀具塗層刀具具有很強的抗氧(yǎng)化性能和抗粘結性能,因而具有良好(hǎo)的耐磨性和抗月牙窪磨損能力。塗層的(de)摩擦係數較低,能有效降低切削時的切削力及切削溫度,因而可大大提高刀具耐用度。塗(tú)層刀具用於高速(sù)切(qiē)削(xuē)時,由於切削溫度較(jiào)高,可使塗層(céng)與(yǔ)基體的結合強度削弱,容(róng)易產生剝落、崩碎等損(sǔn)傷(shāng)。
硬質合金 刀具硬質合金一般用來(lái)進行硬度(dù)較低的模(mó)具鋼(<30HRC)的高速切削加工。在切削速度較低時,其磨損形式為粘著磨損;在切削速度較高時,其磨損形式為氧化和擴散磨損。
4 刀具係統(tǒng)的動平衡技術
刀具係(xì)統(刀刃——刀柄——刀盤——夾(jiá)緊裝置)不平衡(héng)會縮短刀具壽命,增加停機時間,並會增大加工表麵粗(cū)糙度,降低工件加工尺寸精度和主(zhǔ)軸軸承使用壽命。高(gāo)速切削刀具係統的平衡更為重要。一般來說,對於小型刀具,平衡修正(zhèng)量隻有百分之幾(jǐ)克(kè);對於緊密型刀具,采用靜平衡即可;對於懸伸長度(dù)較大的刀具則必須(xū)進(jìn)行動平衡。引起高速切(qiē)削(xuē)刀具係統不平衡的(de)主要因素有:刀具(jù)的平衡極限和殘餘不平衡度、刀具結構不平衡、刀柄不對稱、刀具及夾(jiá)頭的安裝(如單刃鏜刀)不對稱等。設刀具在距離旋轉中心e(mm)處存在等效的不平衡質量m(g),則刀具不平衡量U(gmm)可定(dìng)義為刀具不平衡(héng)質量與其偏心距的乘積,即U=m×e。設G為反映(yìng)刀具平衡(héng)量與旋轉速度G(r/ram)之間關(guān)係的參數,則(zé)
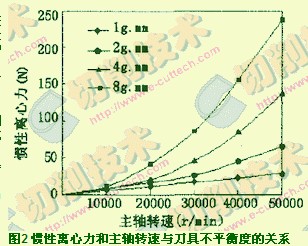
圖2為因刀具不平衡引(yǐn)起的離心力與主軸轉速和刀具不平衡量的關係。離心力會使主軸軸承受到方向不斷變化的徑向力作用而加速磨損(sǔn)並引起機(jī)床振動(dòng),甚至可能造成事(shì)故。當主軸轉速提高時,慣性離心力將(jiāng)以平方倍數增(zēng)大。因此,高速切削刀具(主要是旋轉刀具)使用前除進行靜平衡外還必須進行動平衡,應根據其使用速度範圍進行平衡,以實現最佳加(jiā)工效益。對高速切削刀具進行(háng)平衡時,首先需對刀(dāo)具、夾頭(tóu)、主軸等各個元件單獨進(jìn)行平衡,然後對刀具與夾頭組合體進行平衡,最後將刀(dāo)具連同主軸一起進行(háng)平衡。推薦采用微調螺釘(dìng)進行精細平衡,或直接采(cǎi)用(yòng)內裝動平衡機構的鏜刀,通過轉動(dòng)補(bǔ)償環移動內部(bù)配重以補償刀具不平衡量。目前國內外尚無統一的(de)刀具平(píng)衡標準,對采用IS01940-1標準中的G值作為平衡標準也有不同看法。國外一些(xiē)企業以G1(即(jí)刀具以10000r/min的轉(zhuǎn)速回轉時,回轉(zhuǎn)軸與(yǔ)刀具中心軸線的偏心距為1μm)作為平衡標準;有(yǒu)的企業(yè)對轉速6000r/min以上的高速切削刀具以G2.5作為平(píng)衡標準。
5刀具與機床的連接技術
高速切削用的刀具尤其是(shì)高速旋轉刀具,由於旋轉速度(dù)很(hěn)高,無論從保(bǎo)證加工精(jīng)度方麵考慮,還是(shì)從操作安全方麵考慮,對(duì)它的裝夾技(jì)術都有很高的要求。彈簧夾頭、螺釘(dìng)等傳統的刀具(jù)裝(zhuāng)夾方法已經不能(néng)滿足高速加(jiā)工的需要。開發新型的刀柄(bǐng)和(hé)刀具夾(jiá)頭已經成為高速刀具技術的一個重要組成部分一。HSK刀柄是一種新型的高速錐形刀柄,其接口采用錐麵和端(duān)麵兩麵同時(shí)定位(wèi)的方式(shì),刀柄位中空,錐體長度較短,有利(lì)於實現換刀輕(qīng)型化及高(gāo)速化。由(yóu)於采用(yòng)端麵定位,完全(quán)消除了(le)軸向定位誤差,使高速、高精度加工成為可能。這種刀柄(bǐng)在高速加工中(zhōng)心中應(yīng)用很普遍,被譽為(wéi)“21世紀的刀柄”。
1987年美國肯納金屬(Kennametal)公司及德國威(wēi)迪亞(Widia)公司(sī)聯合研製了1:10短錐空心(xīn)KM刀柄,並首次(cì)提出了(le)端麵與錐度雙定位原理。KM刀柄采(cǎi)用1:10短錐配合,錐柄(bǐng)的長度僅(jǐn)為標準7:24錐柄長度的1/3,由於配合錐度較(jiào)短,部分解決了端麵與(yǔ)錐麵同時定(dìng)位鎖產生(shēng)的(de)幹涉問(wèn)題。刀柄設計成中空的結構,在拉杆(gǎn)軸向拉力作用下,短錐可徑向收縮,實現端麵與錐麵同時接觸定位。由於(yú)錐度配合部分有較大的過盈量(0.02mm~0.05mm),所需的加工精度比標準的(de)7:24長錐配合所需要(yào)的精度低。與(yǔ)其他類型的空心錐連接相比,相同法蘭外徑所采用的錐(zhuī)柄直徑較小,主軸錐(zhuī)孔在高(gāo)速(sù)旋(xuán)轉時的擴張量小,高速性能好。這種係統的主要缺點時(shí):主軸端部需(xū)要重新設計,與傳統的7:24錐連接不兼容(róng);短錐(zhuī)的自鎖會使換刀困難;由於錐柄是空心的,所以不能用作刀具的夾緊(jǐn),夾緊所需(xū)由刀(dāo)柄的法蘭實現,這樣增加了刀具的懸伸量,對於連接剛度有一定的削(xuē)弱。由於端麵接(jiē)觸定位是以空心短錐和主軸變形為前提實現的(de),主軸的膨脹會(huì)惡化主軸軸承的(de)工作條件,影響軸承(chéng)的壽命。
另外(wài),還有Sandvik公司(sī)生產的CAPTO刀柄、日(rì)本株(zhū)式會(huì)社日研工作所的NC5刀具係統、BIG PLUS刀柄、H.F.C刀柄、3LOCK刀柄、WSU刀柄(bǐng)以及SHOWA D-F-C刀柄等許(xǔ)多適合於高速切削加工的刀(dāo)柄(bǐng)。但目前來看,高速切削刀柄仍然以HSK和KM刀柄為主,它們的應用範圍最廣,且代表將來高速切削刀柄發展的(de)主流方(fāng)向(xiàng)。
6 刀具的安全性
高(gāo)速切削刀具安全性涉及的主(zhǔ)要對象是高速旋轉的銑(xǐ)刀和鏜刀,尤其是高速(sù)銑刀(dāo),因為高速銑削是(shì)目前(qián)高速切削應用的主要工藝。加(jiā)工實踐表(biǎo)明,普通銑刀的結構和強度不能適應高速切削(xuē)的要(yào)求,因(yīn)此高速銑刀安全(quán)性(xìng)的研究更具有緊迫性和現(xiàn)實性。
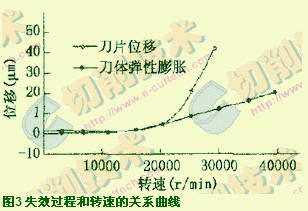
高速切削(xuē)用可轉位銑刀的安全性除了(le)刀(dāo)體(tǐ)強度要求外(wài),還包括對零件、刀片夾(jiá)緊等(děng)的可靠(kào)性(xìng)要求。高速切削時(shí),離心力是(shì)造(zào)成銑刀破損的主要因素,防止離心力(lì)造成破壞的關鍵在於刀體應具有足夠的強度。為了能在設計階段對(duì)刀具結構強度在離(lí)心力作用下的受力和變形情(qíng)況進行定性和定量分析,目前一般利用高速銑刀的有限元(FEM)模型來計算不同轉速下應力的大小(xiǎo),模擬(nǐ)刀具失效過程,改進設計(jì)方案(àn)。在實際應(yīng)用(yòng)中,將模擬設計計算與離心力實驗相(xiàng)結合,根據實驗獲(huò)得的刀具變形、刀片位移(yí)等數據建立FEM模型的邊界條件。根(gēn)據計算和實驗,可轉位銑(xǐ)刀(dāo)在超高速切削中主要有兩種失效形(xíng)式:夾緊刀片的螺(luó)釘被剪斷,刀片(piàn)或其他夾緊元件被(bèi)甩飛(fēi);刀(dāo)體爆碎。在多數情況下,首先出現前一種失(shī)效,即(jí)在較低轉速時出現零件甩飛(fēi)現象;隨著轉速進一步提高,達到刀體強(qiáng)度臨界值(zhí)時即出現後一種失效。圖3所示為模擬計算顯示(shì)的兩種失效過程與轉速的關係曲線。在靜止狀態下,刀片(piàn)的(de)夾緊力對刀體產生一個向(xiàng)心變形,隨著轉速增加,刀體發生彈性膨脹,刀片隨刀體一起向外膨脹;同時刀(dāo)片的(de)離心力克服螺釘夾緊力,使向心夾緊力和變形量逐漸減小(xiǎo),直至完(wán)全脫離刀座的徑向支撐,此時夾緊已完全失效,即達到圖3所示曲線上(shàng)的拐點,通過拐點後刀片開始迅速外移直至甩飛。
7 刀具監測(cè)技術
高速切削刀具監測技(jì)術對於高速切削加工的安(ān)全性十(shí)分重要。刀具監(jiān)測技術主要包括通過監測切削力以控製刀具磨損;通過監測機床功率以間接獲得刀具磨(mó)損(sǔn)信息;監測刀具斷裂(破損)等。目前國內外對高速切削刀具監測技術的研究(jiū)及開發應用還不夠充(chōng)分。
由於聲發射信號對刀(dāo)具載荷比較敏感,因此(cǐ)MyeonyChang Kang等利用聲發射對(duì)高速切削中(zhōng)的刀具狀況(kuàng)和刀具(jù)磨損進行監測,並取得了(le)較好的效果。另外Jean-Ha Kim等(děng)利用數碼照(zhào)相機和專用夾具進行高速切削刀具磨損的研究。
8 刀具的幾(jǐ)何參數(shù)的選擇(zé)
刀具的幾何參數的選擇會對高速切(qiē)削及其刀具的壽命產生巨大(dà)的影響,也是我們應予以高度重視的部分。
高速切削刀具與普通刀具前後(hòu)角相比,一般高速切削比普通切削的前角約小10°。,後角約大5°~8°。同時(shí)HSC刀具的切削部位應盡量短,以提(tí)高刀具的剛性和減小刀刃的破損(sǔn)率。
高速(sù)切削(xuē)時,刀具的(de)合理(lǐ)幾何(hé)參數依據加工材料的不同而不同,在加工工具鋼時(shí),起重要作用的(de)刀具幾何角度是α0、γ0等,HSC時刀具的合理70、咖的經驗值(zhí)見表1。此(cǐ)外,為獲得較佳的刀具幾何參數,還可以采用合適的刀體材料和安全的結構,使用較短的(de)切(qiē)削刃,提高刀具的(de)整體剮性;采用較大的刀尖角,合適的斷屑措施等。

9 結束(shù)語(yǔ)
綜上(shàng)所(suǒ)述,大力發(fā)展(zhǎn)模具高速切(qiē)削刀具技術,就要從以下幾個方麵展開(kāi)工作:
研製(zhì)和(hé)開發新的刀具材料(主要是研製開發新的具有更高韌(rèn)性的陶(táo)瓷刀具(jù)和具有更(gèng)高(gāo)性能的塗層刀具),同時進行(háng)PCBN刀具(jù)切削性能的研(yán)究,推廣其(qí)應用範圍(wéi)。
進行模具高速切削刀具磨損機理的研究,進一步提高刀具壽命做好(hǎo)刀具的動平衡,防止刀(dāo)具的甩飛和破損,保證工作人員的安全。進(jìn)一步加強刀具監測技術的研究(jiū),以獲得良好的加工質量(liàng)優化高速切削刀具的(de)結(jié)構,積累(lèi)適當(dāng)的(de)模具高速切削加工參數,建立模具高速切削數據庫(kù),以便有(yǒu)效的利用刀具,提高刀具(jù)的壽命。
大力(lì)推進有限元模擬技術在高速切削(xuē)刀具(jù)技術中的應(yīng)用。目前,我國高速切削地應用還遠遠落後於發達國家的一個主要原(yuán)因就在於刀具技術的落後,因(yīn)此研製出適合高速切削的刀具是促進我國高速切(qiē)削發展和應用的一個主要途徑。
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱(xiāng):skjcsc@vip.sina.com






")

