
隨著現在汽車工業的發展,輕型、中型、重型汽車產量(liàng)飛速攀升,使用範圍也在不(bú)斷的擴展,車型向(xiàng)著多元化進行發(fā)展。汽車的高需(xū)求(qiú)量、車型的多元化、車架(jià)裝配的(de)高標準要求,使得傳統的車架成型工藝也向著高效、高精(jīng)度、柔性化生產的方麵進一(yī)步得到了完善。在(zài)車(chē)架成型工藝的調整過程中,大量的新型機床設(shè)備被廣泛的應用到(dào)工藝流(liú)程中。汽車縱梁數控衝孔設備就是在汽車車架(jià)縱梁製孔的工藝中完(wán)成製孔作業的設備。自(zì)2000年到(dào)現在,10年的時間(jiān)內,汽車縱梁數控衝孔設備(bèi)在國內輕卡、中(zhōng)卡、重(chóng)卡、客車製造企(qǐ)業內得到廣泛的應用。
一、國內汽車行業對縱梁製孔設備的需求概況
2000年開始,國內汽車工業迎來了飛速發展的時期,而如何提高車架的產能、如何提高車(chē)架的加工裝配質量、如何適應客戶的個性化車架需求成為國內汽車工(gōng)業尤其是輕卡、重卡(kǎ)汽車製造商著力要實現的目標。在新的目標形勢下,傳統(tǒng)的縱梁製孔工藝(壓力機成型製孔、搖臂鑽床碟鑽(zuàn)靠(kào)模製孔等)帶來了更(gèng)多的(de)"瓶頸"問(wèn)題:
a. 壓力機成型製孔:壓機模具成本太高,模具加工周期(qī)長,麵對客戶的(de)個性化、多元化的(de)車架需(xū)求,企業(yè)的投入勢必會增加(jiā);
b. 搖臂鑽床碟鑽靠模製孔: 雖然設備(bèi)投入地,但加工效率低、製孔精度(dù)差,需要製造多種鑽模,生(shēng)產準備周期長,很難適應(yīng)多品種、小批量(liàng)多批次產品(pǐn)的生產節拍;
麵對"瓶頸"問題,各大汽(qì)車製造商開(kāi)始結合自身(shēn)實際(jì)進行工(gōng)藝(yì)調整。先製孔(kǒng)後成型(xíng)的縱梁加工企業在縱梁加工工藝優化調整中,采用平板衝孔線,適應(yīng)其多品種、少批量的車(chē)架(jià)生產需求,同時發揮平板衝孔線高效、柔性(xìng)、高精度的加工特點,這樣就可以利用較(jiào)少的設備更新投入,有效的解決(jué)碟鑽工藝帶來(lái)的"瓶頸效應(yīng)",實現產能目標;先成型後製孔的縱梁加工企(qǐ)業則采用(yòng)U形梁衝孔線代替搖臂鑽(zuàn)床完成(chéng)縱梁製孔作業。U形梁衝孔線的使用,提高了生產節拍,增加了(le)產能,也有效的解決搖(yáo)臂鑽床帶來的"瓶頸效應",實現產能目標;
近兩年,隨著縱(zòng)梁輥壓成型工藝的廣泛采用,更多汽車廠商新工廠的縱梁加工流程工藝中都選用U形梁衝孔(kǒng)線(xiàn),作為(wéi)主要製孔設備(bèi)。
二、汽車縱梁數控衝孔設備簡介
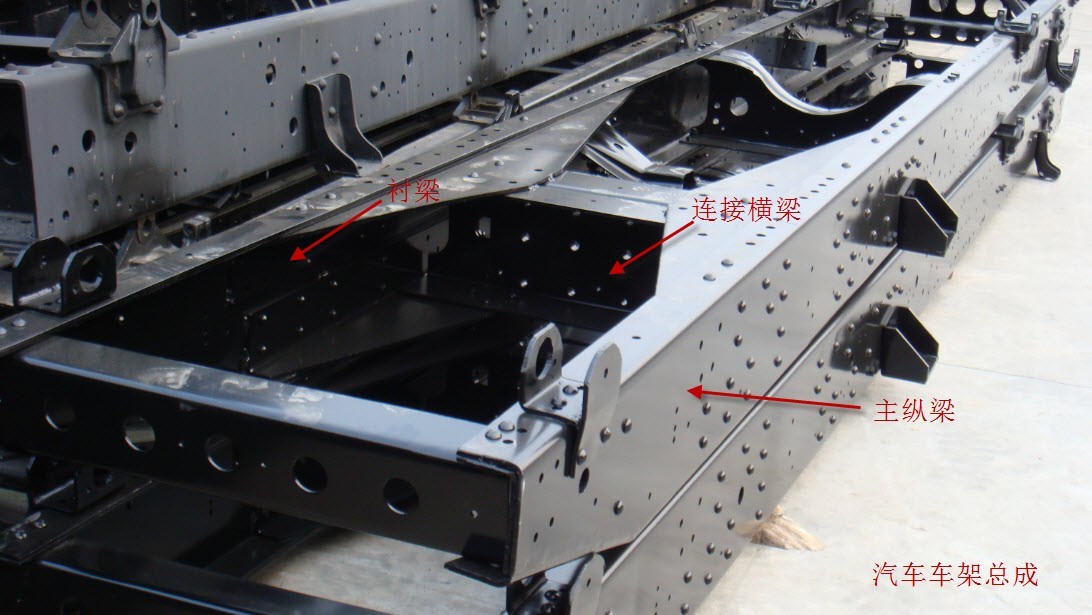
汽車縱梁數控(kòng)衝孔設(shè)備主要是采用目前成熟的液壓作為主傳動,借(jiè)助先進的數控加工(gōng)係統、自動編程軟件,自動完成汽(qì)車縱梁的(de)製孔作業。根據車架縱梁的分(fèn)類,汽(qì)車縱梁數控衝孔(kǒng)設備分為兩大類:一類是完成(chéng)車架連接橫梁製孔作業的連接板衝孔設備(即行業中統稱為小梁衝);一類是完成車架主梁和襯梁製孔作業的縱梁衝孔設備(bèi)(即行業中統(tǒng)稱為大梁衝)。
連接板(bǎn)衝孔設備,是濟南(nán)鑄造鍛壓機械研究所在2006年專門為汽(qì)車車架生產(chǎn)中(zhōng)加工(gōng)連接板、小橫梁等板材(cái)衝孔作(zuò)業設計的(de)。由(yóu)於(yú)連接橫(héng)梁的製孔工藝比較單一,所以該機型也相對的比較固定。可配備(bèi)自動上下(xià)料,也可單機使用,或2台聯機使用完成較大連接板的製孔作業。目前(qián)該設備在各大汽車廠商及車架配套廠得到了廣泛的應用,解決了車架連接板製孔低精度、低(dī)效率的瓶頸。
縱梁衝孔設(shè)備,根據汽車縱梁製孔工藝的不同,可分為平板衝孔線、U形梁衝孔線兩大類。自2000年以來,該兩種形式的(de)衝孔線在國內各大汽車廠,如一汽(qì)解放(fàng)、東風二汽、中國重汽、北汽福田、江淮汽車(chē)、陝重汽、柳(liǔ)汽等等,得到了廣(guǎng)泛的使用。
平(píng)板衝(chōng)孔線,是濟南鑄造鍛壓機械(xiè)研(yán)究所借鑒國外技(jì)術最先自主研發的縱梁衝孔設備。目(mù)前C型主機結(jié)構的開式平板衝以其高效、高精度、高柔性(xìng)化的(de)性能特點(diǎn),一直占據著縱(zòng)梁衝孔設(shè)備的主要市場。國內的濟南(nán)鑄造鍛壓機械(xiè)研究所、江(jiāng)蘇金方圓數控機床(chuáng)有限(xiàn)公司、山東(dōng)法因數控(kòng)機械股(gǔ)份有(yǒu)限公司等都有各自的C型主機結構的開式平板衝機型在產。
U形梁衝孔線(xiàn),以(yǐ)比利時soenen公司的三(sān)麵衝為最好,其(qí)產品結構和性能在同行業中都是最有優勢的,在國內的汽車廠,如中國重汽、北汽(qì)福田等(děng)都有在使用這種進口(kǒu)的U形梁衝(chōng)孔(kǒng)線。國產的U形梁(liáng)衝孔線(xiàn),由濟(jì)南鑄造鍛壓機械(xiè)研究所在2004年研發完成,並在接下(xià)來的幾年裏,對U形(xíng)梁(liáng)衝孔(kǒng)線進行了(le)技術跟進,是目(mù)前國內唯(wéi)一的U形梁衝孔(kǒng)線設備供應商,並保持著U形(xíng)梁(liáng)衝(chōng)孔線的技術優勢,根據國內汽車廠商對不同縱梁的加工要求,擁有針對U形梁製孔作業的多種機型--單主機腹麵衝、雙主機腹麵衝、三主機三麵衝、四主機三麵衝、五主(zhǔ)機三麵衝、翼麵衝等。
三、汽車縱梁數控(kòng)衝孔設備性(xìng)能
在國內,濟南鑄造鍛壓機械研究所借鑒(jiàn)國外(wài)先進技術最早開始研製連接板衝孔(kǒng)設備(bèi)和縱梁衝孔設備(bèi),其機型和(hé)技術在汽車縱(zòng)梁數控衝孔(kǒng)生產(chǎn)線設備製造領域具有一定的代表性。下麵以濟(jì)南鑄造鍛壓機械研究所的機型介紹一下各種衝孔設備的性能。
1 連接板衝(chōng)孔設備
1.1 TP係列數控液壓板料衝(chōng)孔(kǒng)機

配備自動上下料的TP80型(xíng)係列數控液壓板料衝孔機

單機作業的TP80型數控液壓板料衝孔機
該設備是一種高精(jīng)度高效率的中(zhōng)厚(hòu)度板材加工設備,設計結構合理,性能優(yōu)越,采用國際一流的FUNAC數控係統,自動編程(chéng)軟件支持多(duō)種(zhǒng)格式圖形文件,自動生成的加工程序簡單明了,極大的方便了用戶。液(yè)壓係(xì)統采(cǎi)用獨特(tè)的雙(shuāng)缸串聯結(jié)構,係統根據提供的板材參數,自動轉換單雙缸(gāng)工作(zuò)模式,有(yǒu)效的降低了能耗,從而為用戶降低了生產(chǎn)成(chéng)本(běn)。模具采用直列式結構,大(dà)大的縮短了換模時間,從而提高(gāo)了(le)整機的工作效率。送進傳動部件配置精良,X軸(zhóu)、Y軸采用力士樂精密導軌絲杠,保證送進精度穩定可靠。滑塊上下運動采用THK超重載導軌滑塊,保證精度(dù)不受偏載的影響,保證了設備的使用壽命。
目前(qián)該設備擁有(yǒu)公稱力800KN和1100KN兩種機型,采用開式主機形式,提供國產液壓和進口哈雷液壓(yā)兩種液壓係統供用戶選配,X、Y軸送進速度均達到(dào)30m/min,衝壓頻率達(dá)到60次/min-75次/min,可加工4-10mm厚的板料(liào),擁有7個(gè)和9個兩種模位(用戶可(kě)以根據需要(yào)選(xuǎn)擇),衝孔(kǒng)定位精度X、Y向均在±0.15mm;其中800KN機型可加工(gōng)最大工件尺(chǐ)寸2000mm×800mm,最(zuì)大衝孔直徑可達40mm;1100KN機型加工最大工件(jiàn)尺寸5000mm×800mm,最大衝孔直徑可達50mm;這樣的設備性能和加工能力,在今後的(de)一個時期內(nèi)完全可以(yǐ)滿足汽車車架企業對連(lián)接橫梁板的製孔作(zuò)業要求。
2 縱梁衝孔設備
2.1 平板衝孔線

STPK120-12型數控(kòng)平板(bǎn)縱梁衝孔線(C 形主(zhǔ)機結構(gòu) 配有哈雷液壓係統總成)

SPTB120-12型數控平板縱梁衝孔線(回字形主機結構 配有液壓係統總成)
STPK120係列和SPTB120係列汽車縱梁平板數控衝孔線是目前平板衝孔線中主要的兩種機型。該種類設備是專門為汽車車架主縱梁、襯梁的平板毛坯衝(chōng)孔而設計(jì)的一種高效、高精度的板(bǎn)材自動化加工設備,上料、下料、板料的定位及送進、模具的選擇、衝壓過程的實現以及故障報警等均能夠通過數控係統控製自動完成。配有高效的自動上下料係統,采用國際一流的FUNAC數控係統,高(gāo)可靠性的CNC技(jì)術,高性能的內(nèi)置PMC,最新的(de)數(shù)字伺服技術HRV控製。
目前(qián)STPK120係列汽車縱梁平板數控衝孔線根(gēn)據不同汽車企業的(de)需求,根據衝壓能力(lì)和(hé)可加工板長設有不同(tóng)的型號,設備衝壓(yā)能力450KN--1200KN,加(jiā)工板長:4000-12000mm,最大衝裁板(bǎn)厚(hòu)10mm,最大衝孔直徑60mm,采用直列式模(mó)具,模(mó)位數(shù)25個;送進速度60m/min;平均生產節拍:每(měi)根縱梁加工時間≤8分鍾 ;配有進口哈雷高低壓液壓係(xì)統總成,衝壓(yā)頻率達80次/min;孔位精度:±0.15 mm/400 mm;±0.3 mm/3000 mm;±0.50mm/12000 mm;矩形排列成組孔對角(jiǎo)線精度:±0.3/300 mm;
而(ér)SPTB120係(xì)列汽(qì)車縱梁平板數控衝孔線設備隻有單一衝(chōng)壓能力1200KN的機型,加工板長:4000-12000mm,最大衝裁板厚10mm,最大衝孔直徑60mm,模位數20個;送進速度(dù)60m/min;平均生產節拍:每根縱梁加工時間≤11分鍾 ;配有(yǒu)國產液壓係統總成,雙速(sù)油缸,衝壓頻率達60次/min;孔位精度:±0.15 mm/400 mm;±0.3 mm/3000 mm;±0.50mm/12000 mm;矩形(xíng)排列成組孔(kǒng)對角線精度:±0.3/300 mm;該設備因(yīn)為(wéi)其獨特的衝壓原理,以及配置的國(guó)產液壓係統,使其生產節拍(pāi)的提高受到限製,進行(háng)輕卡汽車縱梁的衝孔作業時,可以保證每根縱梁加工時間(jiān)≤8分鍾(zhōng)的平均生(shēng)產節拍,但是(shì)在進行重型(xíng)汽車縱梁的生產作業時,很(hěn)難保證每根縱梁加工時間(jiān)≤8分鍾的平均生產節拍;
2.2 U形梁衝孔線
U形梁(liáng)衝孔線設備(bèi)是目前汽車縱梁數控衝孔設備(bèi)中被汽車行業最(zuì)為看好的設備。無論是淘汰(tài)搖臂鑽床碟鑽製孔工藝的車架企業,或是(shì)簡化生產流程直接(jiē)外購U形(xíng)梁的車架企(qǐ)業,或是構(gòu)建新廠區(qū)采用輥壓工藝成型後(hòu)製孔(kǒng)的(de)車架企業,采用該設備後,是企業不必再投入過多資金,便可實現高效(xiào)、高精度、高柔性化的生產需求,從而實現多種類、少批量、多元(yuán)化的車架總成的生產裝配。
U形梁衝孔線中(zhōng)的腹麵衝、三麵(miàn)衝和翼麵衝,雖然配備的主機數量不同,但都配有FUNAC18i、FUNAC31i和西門子840D的數控係統可供用戶選配,功能強大,支持多軸運動,內置大量PLC;設備可實現(xiàn)自動上下料、自動編程、自動定位循環作業加工。設備在U形梁的腹麵和雙翼(yì)麵均配有檢測裝置,可以實時根據板料的外形對孔位精度進(jìn)行自動補償,保證了孔位精度。先進的哈(hā)雷高低壓(yā)係統總成,保證了衝壓高效、穩定、節能、可靠。
雙主機U形梁衝(chōng)孔線(xiàn)

SPU12-32-4汽車U形縱梁三麵衝孔生(shēng)產線(4主(zhǔ)機)
U形梁衝孔線的線內主機數量可以柔性組合,汽車廠商可以根據實際生產的需要自行進行配置。可加工U形梁尺寸(cùn):腹麵外寬最大360mm,內寬最小150mm,長度4m-16m,最大板(bǎn)厚10mm,最大(dà)衝孔那個直徑60mm;
單主機腹麵衝,包括(kuò)腹麵衝孔(kǒng)大主機一台,完成U型縱梁腹麵製孔(kǒng)作業,擁有21個模位(wèi);
雙(shuāng)主機腹麵衝,包(bāo)括小主機和大主機各一台;小(xiǎo)主機擁有18個模位(wèi),可沿X、Y雙向移動;大主機擁(yōng)有21個模位,沿Y向移動;因為多(duō)數時間(jiān)是(shì)雙(shuāng)主機同時衝孔作業,衝孔效率衝更好,生產節拍≤6分鍾(zhōng);
三主機(jī)腹麵衝,包括(kuò)大主機、前翼麵衝主機和後翼麵衝主機各一台;大主(zhǔ)機擁(yōng)有21個模位,沿Y向移動,主要完(wán)成U形縱(zòng)梁腹麵的製(zhì)孔作業;前、後翼麵衝主(zhǔ)機各擁有6個模位,沿(yán)翼(yì)麵上下移動,主要完成U形縱梁翼(yì)麵的製孔作業,生(shēng)產節拍10分鍾(zhōng)左右;
四主機腹麵衝,包括小主機和大主機各一台,前翼麵衝主機和後翼麵衝主機各一台;雙主機腹麵衝,包括小主機和大主機各一台;小主(zhǔ)機擁有(yǒu)18個模位,可沿X、Y雙向移動;大主機擁有21個(gè)模位,沿Y向(xiàng)移動,主要完成U形縱梁腹(fù)麵的製孔作業;前、後翼麵衝主機各擁有6個模位,沿翼(yì)麵上下移動(dòng),主要完成U形(xíng)縱梁翼麵(miàn)的製孔作(zuò)業,生產節拍10分鍾左右;
五主機腹麵衝,在四主(zhǔ)機腹麵衝基礎上,增(zēng)加5模位的大孔衝(直徑30-60mm)主機一台。由於縱梁上大孔一般隻占到總孔數的20%,這樣,線內的腹麵小孔衝和(hé)大孔衝主機更多的時間在(zài)進行小(xiǎo)孔的衝製,衝壓(yā)效率更高。
設備的腹(fù)麵衝主機有450KN, 600KN,800KN,1000KN,1200KN,1600KN,2000KN多種衝壓能力供用戶選配,翼麵衝有450KN,600KN供用戶選配。因為目前國內(nèi)個汽車製造企業的縱梁材質及孔的布置有差異,所以我們可以根據(jù)用(yòng)戶的需求(qiú),量身(shēn)為用戶提供合理的生產線配置。
四、汽車(chē)縱梁數控衝孔設備的應用

2000年之前,國內汽車行業的汽車縱梁數控衝(chōng)孔設備主要依賴進口,比(bǐ)利時的soenen公(gōng)司和意大利的Ficep公司的汽車縱梁數控衝在(zài)國內汽車企業裏有一定的保有量。
2001年,濟南鑄造(zào)鍛壓機械研究所自主研製了國內(nèi)第一(yī)台汽車縱梁數控衝孔生產(chǎn)線後,開啟(qǐ)了國產(chǎn)汽車縱梁數控衝孔設備製造先(xiān)河。針(zhēn)對汽車(chē)車架的製孔作業開發的連接板衝孔設備、平板衝孔(kǒng)線和U形梁衝孔線設備,在設備性能和穩定性上與進口設(shè)備相差無(wú)幾(jǐ),價格也比(bǐ)進口的設備要低的多。國產汽車縱梁數控衝孔設備以其高效、高精準度、高柔性化加工的(de)特點,在國內重卡、輕卡、客車製造商、車架配套廠到了廣泛的使用。
自2007年以來,國家加大對汽車企業的扶持力度(dù),汽(qì)車企業的(de)設備投入加大(dà),傳統的縱梁製孔(kǒng)工藝都得到完善,新的縱梁車架生產車架大批量投入建設。更多的汽車縱梁數控衝孔設備(bèi),如800KN衝壓能力的TP係列的連(lián)接板(bǎn)衝床,1200KN衝壓能力STPK120-12型汽車縱梁平板數控衝孔線、雙主機(jī)腹麵衝、四主機三麵衝,被國內各大(dà)汽車製造企業及其配套工廠投入(rù)到汽車車架(jià)縱梁的製孔作業中。在(zài)江淮汽車(chē)、中國重汽(qì)、北汽福(fú)田、一汽解放、陝重汽、宇通客車、華菱(líng)汽車、柳州汽車、東風二汽等重卡、輕卡(kǎ)、客車的汽車製造企業中,國產汽車縱梁數控衝孔設備(bèi)的大量使用(yòng),為企業完成產能目標,實現逐年保量增產的發展規劃提供可強有力的硬件保障。隨著汽車縱梁數控(kòng)衝(chōng)孔設備的普及應用,汽車工業將會迎來更快更好(hǎo)的發展。
如(rú)果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






金馬")

