
鈦和鈦合金因具有強(qiáng)度高、耐(nài)腐蝕性好、比重輕和耐熱(rè)性好等(děng)優良的綜合性能而廣泛應用於航空和航(háng)天(tiān)、醫療、化學以及石油等(děng)工(gōng)業中。其中(zhōng),特別是航(háng)空(kōng)工(gōng)業以(yǐ)70%的消費量而成為諸如(rú)結構件、起落架零件和(hé)渦輪(lún)結構件等鈦產(chǎn)品(pǐn)的最大市場(chǎng)。盡管鈦材料的(de)成本較高(gāo),然而鈦的使用還是在持續地增加。
鈦合金良好的物理和(hé)機械性能(見(jiàn)下表),對於飛機構件具有十分重要的意義:較高的比強度,具有類似於鋼的強度,卻隻有鋼一半的重量;較低的(de)熱導率(lǜ),這使(shǐ)構件在特別低的溫(wēn)度下(xià),不會變脆,而在較高(gāo)溫度(dù)下又不會產(chǎn)生明顯的膨脹;較高的高(gāo)溫強度,耐高溫(wēn)可達550℃,而不致發生材料性能變化;較好的耐腐蝕性能,因此,鈦合金可用於製造與碳纖維材料構件相連接的連接件,以替代易產生電化學腐蝕的鋁與(yǔ)碳纖維材料的連接;以及較低的彈性模量,使構件具有抗塑性變(biàn)形的能力等等。

在(zài)飛機工業中,對於鈦合(hé)金的結構件,其材(cái)料切除量要達到90%。而像波音B-787這(zhè)樣的大型飛(fēi)機則是從超過90噸鈦合金加工成總重量約為11噸的眾多不(bú)同構件。但(dàn)是(shì),為了盡可能降低加工成(chéng)本,值得去追求較高的材料切除率。然(rán)而在最近十年裏鈦材料(liào)切除率隻是增加了一倍,而鋁的材料切除率卻增加了5倍。目前,鋁的材料切除率已達到10L/min或更高些,而對於鈦的切削剛剛達到0.5L/min。
鑒於近幾年來(lái),特別是在飛(fēi)機製造(zào)業中,鈦合金(jīn)零部件以及鈦合(hé)金/碳纖維連接構件份額不斷的(de)增(zēng)加,提高切削加工(gōng)鈦合金材(cái)料的生產效率愈來愈具有重要的意義。
鈦合金是很難切削的材料
然而,鈦合金材料的這些優點卻成為其(qí)在切削加工時的(de)難點。鈦合金材料之所以難(nán)以切削,一個主要原因之一是它很差的熱導率和較高的比熱容(róng)。這阻礙(ài)了通過切屑和(hé)工件把切削熱從切削(xuē)區傳送出去。而(ér)大部分的熱(約75%)傳給(gěi)了切削刀刃。很高的溫度促使在刀刃表麵上發生擴散和粘結,形成積屑瘤,並同時(shí)由於鈦合金材料的高強度,在切削(xuē)時產生較大的(de)切削力。因此(cǐ),在加工過程中使刀具承受著(zhe)很高的熱負載和機械負載。其次,鈦合金的彈性模量低,在切削力作用下構件會產生(shēng)變形,後又發生回彈,從而影響到構件的加工精度。
從這裏可以看出,切削(xuē)鈦合金所存在(zài)的主要問題是由於刀具吸收的切削熱太多,以至加快了刀具(jù)的磨損(sǔn),迫使采用較低的切削速度,這顯然會降(jiàng)低加工(gōng)效率和增加單件成本。例如,一個Ti6Al4V材質的渦輪增壓壓縮機葉輪,其製造費用的50%是用於(yú)切削加工的費用。
不難(nán)看出,解決鈦合金材料(liào)的切削(xuē)問題在於采用(yòng)耐高溫的硬質合(hé)金刀具和對切削過程中的刀具進行(háng)有效冷卻。為提高鈦合金材料的切(qiē)削效率和加工可靠(kào)性,有不少刀具生產廠家和高等院校開展了卓有成效的研究試驗工(gōng)作。在德國,特別是諸如Darmstadt工業大學(xué)、亞琛(chēn)工業大學、Braunschweig工業大學(xué)、萊(lái)布尼(ní)茨漢諾(nuò)威大學以及Dortmund工業大學等院(yuàn)校在鈦合金切削機理(lǐ)、有限(xiàn)元模(mó)型(xíng)分析、仿真、刀具幾何角度、切削(xuē)試(shì)驗和采用不同冷卻方式等方麵開展了一係列研(yán)究,其中亞琛工業大學的機床實驗室(WZL)還與伊斯卡(Iscar),肯納金屬(Kennmetal),山高刀具(Seco Tools)和山特維克(Sandvik)等刀具廠密切合作開展了(le)包括高壓冷卻等技(jì)術的研究,而萊(lái)布尼茨漢諾威大(dà)學的生產技術和(hé)機床研究所(IFW)由空中客車德國(guó)公司、肯納金屬、Paul Horn和Lehmann精密刀具等公司進行(háng)資助,開展了“通過刀(dāo)具開發,提高鈦材料銑(xǐ)削加工的材料切除率”項目的研究(jiū)工作。

圖1 在加工鈦合金時,采用液氮進行冷卻可(kě)明顯減少刀具的磨損
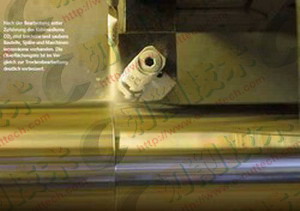
圖2 采(cǎi)用CO2冷卻的車削加工

圖3 外(wài)冷卻
圖4 高壓內冷卻

圖5 采用2MPa壓力的(de)冷卻潤滑液進行外部(bù)冷卻

圖 6 采用8MPa高壓冷卻潤滑液進行內部冷卻

圖7 采用30MPa高壓冷卻潤滑液進行內部冷卻。
高壓冷卻是(shì)一種有效解(jiě)決辦法
研究表明,對刀具(jù)進行冷卻是解決鈦合金切削(xuē)難題的一種有效辦法。目前,高(gāo)效冷卻刀具的技術開發,主要有二種發展途徑。一種是采用高壓冷卻潤滑,另一種是采用冷氣進行冷卻,即采用(yòng)液態氮(-196℃)或液態二氧化碳(tàn)(CO2)(-65℃)進行冷卻,尤其是液氮,這對(duì)於(yú)冷卻銑刀(dāo)是一種很有應用(yòng)前景的冷卻方式(圖1)。應指出,采用氮冷卻(què)或二氧化碳冷卻進行輔助的切削(xuē)是一種幹式加工,這種幹式冷卻不僅能冷卻刀(dāo)具、有助快速斷屑和(hé)延(yán)長刀具壽命外,仍具(jù)有幹切削加工所具有的眾(zhòng)多經濟、技術和(hé)生態(tài)效(xiào)益(yì)。如圖2。
在目前,考(kǎo)慮到高壓冷卻的良好冷卻效果,以及現有加工中心和車削中心又都配有冷卻潤滑設備,還有許多刀具(jù)廠家又都能提供用於這種高壓冷卻的刀具,並積累了許多實際使用經驗(無論是車削還是(shì)銑削),因此,采(cǎi)用(yòng)通過主軸的高壓冷(lěng)卻潤滑(huá)液無疑是成為一種首選(xuǎn)。
采用常規的大(dà)流量冷卻,冷卻潤滑液到達不了切削刀刃和切屑之間的切削區(圖3),不能有(yǒu)效地冷卻(què)切削刀刃。 為實現有效冷卻刀具,冷卻潤滑(huá)液(yè)的供給應以較高的壓力和足夠的流量,精確地對準切削刀刃和切(qiē)屑之(zhī)間的接觸區(圖4)。在(zài)這個接觸區形成一個高能量衝擊楔,由此縮短切屑(xiè)和刀刃之間的接觸時間,降低(dī)切削區溫度,同(tóng)時使切屑變脆(cuì),通過冷卻和機械衝擊(jī)力這兩(liǎng)個效應的疊加,很快使切(qiē)屑折斷並可靠排出,從(cóng)而大大提高了加工的可靠性,由(yóu)此也有利於實現切削過程的自動化。
高壓冷卻有助於提高(gāo)生產效率
實踐表(biǎo)明,通過高壓(yā)冷卻可提高50%的刀具耐用度(dù)。通過調節冷(lěng)卻潤滑液的壓力大小(xiǎo)可(kě)以影響切屑的形(xíng)狀,從而改(gǎi)善斷屑。根據(jù)Iscar公司的資料,可以了解(jiě)到在不同冷卻潤滑液的壓力下切屑成形的情況。在采用2MPa的壓力進(jìn)行大流量外冷卻時,切屑成長條纏繞形的切屑(xiè)(圖5);當采用8MPa壓力的內冷卻時(shí),切屑在高壓衝擊(jī)下被折斷成小的弧形切(qiē)屑(圖(tú)6)。如(rú)果(guǒ)采用30MPa超高壓進行內冷卻,這時切屑變成了針狀形切屑(圖7)。從(cóng)這三個(gè)實例中不難看出,通過高壓冷卻可以控製切屑的成形(xíng),由(yóu)此提高切削過程的可靠性,並可提高鈦(tài)合金(jīn)加工的(de)切削用量。
在這(zhè)裏應該指出,在冷卻潤滑(huá)液的壓力(lì)低於7MPa時,由於冷卻液在切削刀刃的前麵產生汽化而形(xíng)成汽泡,從而阻礙了熱的傳導。當采用大於7MPa的冷卻液壓力時,可以消除這種汽泡,使冷卻液(yè)直接噴到切削部位。另(lìng)外應指出,采用傳統的礦物油潤滑液,在高(gāo)壓冷(lěng)卻(què)切削時,油中易吸入大量空氣,致使(shǐ)散熱效率變差。為此,德國Fuchs Europe潤滑材料公司開發了一種基於合成脂的具有排氣性能的冷卻潤(rùn)滑液(Ecocool TN2525 HP)可提高冷卻潤滑液(yè)的散熱冷卻效果。
在鈦合金加工時,主要采(cǎi)用機(jī)械夾固(gù)可轉位片的刀具和整(zhěng)體硬質合金刀具。按常規,粗加工時的切削(xuē)速度一般為(wéi)50m/min左右,精加工的切削速度為(200-300)m/min,在采用高壓冷卻後,切削速度可提高20%,此時不會因提高了切削速度而隨之使溫(wēn)度提高。如果采用超高壓冷卻,同時又采用CBN刀具時,切削速度(dù)還可以進一步提高。但是,所(suǒ)用的超高壓冷卻潤滑裝置需(xū)要進行專門的配備(bèi)。因為加工中心,車削中心(xīn)和多功能複合機床所配(pèi)備的冷卻潤滑裝置的壓力一般(bān)隻有(7-10)MPa。
從(cóng)這個不同冷卻(què)方式的加工效果比較中可以看(kàn)出,高壓冷卻為提高切(qiē)削參數提供了條件。采用(yòng)高的切削參數可以顯著提高生產效率,大(dà)幅度降低單(dān)件費用。雖然(rán)通過高壓冷卻刀具耐用度可提高50%,但是,由於刀(dāo)具費用一(yī)般隻占製造費用的3%,因此這隻能使(shǐ)單(dān)件費用(yòng)減少1.5%。
采用高壓冷卻,要注意準確的協調壓力、流(liú)量和噴嘴孔(kǒng)徑之間的關係(xì)。根據Sandvik公司的資(zī)料,例如,在刀具上使(shǐ)用1mm孔徑的噴嘴,為保持壓力,需要有5l/min的冷卻(què)潤滑液流量。因此,噴嘴孔徑大小應選擇(zé)使其(qí)產生最高的壓力和可以最佳地利用冷卻潤滑液的流量。
對於銑削加工,在采用多個刀片的情況,相應有多個數量的(de)噴嘴,這時需要較大的冷卻潤滑液流量,如(rú)果潤(rùn)滑係統流量不足,會對噴嘴出口壓力產生影響。此時,可考慮采用噴口(kǒu)直徑小的噴嘴,以此減少流量並保持冷卻(què)潤滑液的噴射壓力。
采用合適的(de)刀具和機(jī)床
在飛機工業,大多數鈦合金構件從毛坯加工至成品要切除大(dà)量的材料(liào)。構件成品的壁很簿,形狀(zhuàng)又很複雜,常遇到(dào)的工序是銑削深槽。因此,提高(gāo)銑削加工的材料切除(chú)率具有特別重(chóng)要的意義。而提高材料切除率的限製因素是刀具的磨損,萊布尼(ní)茨(cí)漢諾威大學的生(shēng)產技術和機床研究所(suǒ)(IFW)的研究(jiū)表(biǎo)明,在銑削鈦(tài)合(hé)金(TiAl6V4)構件時,采(cǎi)用較小的後角(α=6°)和相對較大的前角(γ=14°)進行(háng)組合可減(jiǎn)小刀(dāo)具磨損。
由於鈦材料低的彈性模量,銑削時易產生振動。針對這種情況,在刀具設計(jì)上擬采用不等分齒的銑刀,以及(jí)采用後角為零(líng)的狹窄(zhǎi)製動刃(rèn)帶。為改善排(pái)屑,對刀具前麵進行拋光處理。
提高材料(liào)切除率,往往要采用較高的背吃刀量和側吃刀量,因此,在加(jiā)工時會產(chǎn)生較大的切削負荷。由於鈦的彈性模量較低,易引起振動。基於這些原因,機床應具有很高的剛性、很好的阻尼性(xìng)能和較高的主軸轉矩(jǔ)以及大功率的進給驅動裝置(zhì)。對於端麵銑(xǐ)削和(hé)園周銑削槽腔或槽,可(kě)靠(kào)的排屑特別重要,為此,機床應采用臥(wò)式的主軸配置。
目前,諸如DST公司的Ecoforce 2035 及2060加工中心、Hermle公司的C 60U 5軸加工中心和牧(mù)野(yě)公司的Makino T4均(jun1)可(kě)用(yòng)於鈦合金構件的加工。其中Makino T4是專門為加工鈦合金而設計的,該機床除了(le)具有很高的剛性、特別穩(wěn)定的機床結構、臥式的主軸配置以及大功率(lǜ)主軸和高效的冷卻係統外,機床還具有主動的阻(zǔ)尼係統,通過這種創新的阻尼係統可抑製特別(bié)在粗加(jiā)工(gōng)時產生的振動(dòng)。該係統通過摩擦力與切削力成(chéng)比例地作用於導軌,以達到摩擦力對切削力平衡作用。從而使Makino T4能夠實現(xiàn)較深的切削深度,達到較(jiào)高的材料(liào)切除(chú)率(在粗加工時:約500 cm3/min)和減小(xiǎo)刀(dāo)具磨損。
結語
高壓冷卻技術的眾多優點在於延長刀具壽命、控製切屑成形、提高切削速度和提(tí)高工件表麵質量,並由(yóu)此提高生(shēng)產效(xiào)率。
目前,高(gāo)壓冷卻技術已是一項成熟技術,在(zài)實際使用時,冷卻潤滑液較高的壓力、足(zú)夠的流量和(hé)形成精確對準切削刀刃和切屑之間接觸區的(de)高能量(liàng)射流,這對於切削刀具進行有(yǒu)效冷卻和實施切屑的(de)有效控製是一個(gè)基本條件。為獲得鈦合金構件加工的最佳成果,要把(bǎ)高壓冷卻和刀具材料、塗層、幾何角度以及切削用量等(děng)要素的合理選用和設計結合起來。
因此,選用適合鈦合(hé)金加工的刀具以及具有高剛性、高阻尼性能(néng)和大進給力的機(jī)床是實現鈦合金構件經濟(jì)切削(xuē)的另(lìng)一個重要條件。
如果(guǒ)您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








