
0 引言
隨著製造業的發展, 國內閥門體這種批量較大的零件, 其製造精度(dù)和(hé)質量穩定性(xìng)的(de)要求也在不斷(duàn)提高。經過反複調研, 作(zuò)者了解到目前的閥門製造業(yè)對閥門體的加工基本是采用多台普通車(chē)床進行(háng)分序加工, 需多次定位裝夾加工, 操作者(zhě)多次上下料, 加工效(xiào)率低、零件成品合格率低。隨著國內數控機床應用的飛速發展(zhǎn)和普及, 專門針對閥門體開發設計一種(zhǒng)一次裝夾定位(wèi)多工序複合加工的數控閥門(mén)專用機床越來越成(chéng)為閥門製(zhì)造業用戶的迫切需求。
1 機床總體方案設計構想
閘(zhá)閥是一種應用非常廣泛的閥門(mén), 其閥門體材料為鑄鐵, 流過介(jiè)質為(wéi)液體, 尤其以水作(zuò)為介質時, 因鏽蝕損壞, 屬易(yì)耗件, 市場需求(qiú)量極(jí)大。圖1 為(wéi)一典型閥門體零(líng)件圖(tú), 零(líng)件呈“T” 字形(xíng), 須加工左右法藍(lán)端(duān)麵、水線、內部閥芯(xīn)密封麵, 加工質量要求主要集中於閥門兩內端密封麵的對稱度、平行度和(hé)表麵質量。
數控專用機床的設計關鍵在於如何實現針對(duì)零件的(de)多工序、多台設備反複裝(zhuāng)夾(jiá)定位加工(gōng)多工序、盡可能設計為單台設備一次裝夾定位複合加工(gōng), 從而提高加工(gōng)效率、零件質量穩定性, 同時在設計(jì)過程中必須充分考慮模塊化的設計理念, 並將之運用到專用機(jī)床(chuáng)設(shè)計中。
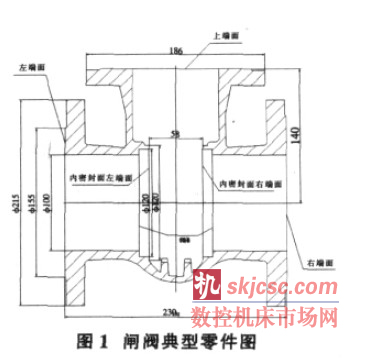
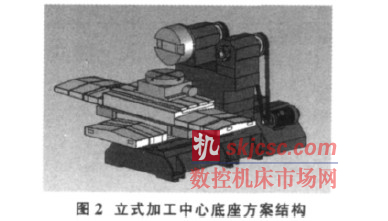
長期以來, 閥門體的加工用5 台普通車床完成一件閥(fá)門體的所需加工工序, C1: 加工上端麵; C2: 加工左端麵、锪水線及倒角; C3: 加工右端麵、锪水線及倒(dǎo)角; C4: 加工右端內密封麵及倒角; C5: 加工左端內密封麵及倒角, 加工節拍大約28 分鍾/件, 其中80%的時間用於零件的輔助(zhù)定位裝夾上, 按一個班8 小時計(jì)算, 一個班計一個月(yuè)僅能生(shēng)產500 多件。同時(shí)由(yóu)於多次(cì)定位裝(zhuāng)夾, 定位基準和使用基準不一致(zhì), 加工(gōng)後其主要工作麵對稱度要求難(nán)以控製, 零件尺寸一致性較差。由(yóu)於操作工人加工過程中人為的因素, 因此(cǐ)零件質量穩定性(xìng)差、加工經濟性也較差。總體設計方案如圖2 所示(shì), 采用立式加工中心底座結構, 去掉原機床立柱, 保留兩個移動軸, 在原立柱部分安裝兩個主軸動力(lì)頭, 移動工作台上安裝回轉台, 夾具裝夾工件置於回轉台上, 靠轉台(tái)轉位180°, 從而實現對零件的(de)雙麵(miàn)加工。
從典型零件(圖1) 可見(jiàn), 技術要求較一般, 精度等級(jí)不高, 主(zhǔ)要是兩內端麵的密封性, 因此為保證(zhèng)密封麵的平行度, 考慮用鏜床的徑向刀架原(yuán)理來加工內端麵,問題(tí)的關鍵是如何開發一種較適(shì)合(hé)車床使(shǐ)用相應規格較小的(de)徑向刀架。考慮到采用最少的裝夾次數, 實現多工序加工, 設計考慮了以下兩個工藝方案: ①銑外端麵、锪水線; 鏜內端麵、倒角, 加工節拍大約5 分鍾/件;②锪水線、倒角; 鏜外端麵、內端麵, 加工節拍大約6分鍾/件。這兩種方案在一次裝夾的過程中, 能解決上述C2~C5 四個加工(gōng)工序在一台(tái)機床上加工完成, 從零件加工時間上極大地提高了加工效率, 經過和用戶溝通, 針(zhēn)對(duì)該企業的實際(jì)情況、考慮到生產(chǎn)成本等綜合因素, 決(jué)定選用工藝方案(àn)②, 采用此(cǐ)方案按一個班8 小時(shí)計算, 一個月一班能生產2400 多件閥門體。與原加工方案對比從產量上(shàng)比原來增加了380%。
2 平旋盤技(jì)術在車床(chuáng)主軸上的應用
在總體設計方案確定後, 考慮到閥門(mén)體內密封麵加工技術(shù)要求對零件裝配使用至關重要, 按設計及工藝(yì)方案, 要(yào)加(jiā)工零件的內(nèi)端麵, 工件不旋轉, 刀架就必須邊旋轉(zhuǎn)邊作徑向運動。結合模塊化(huà)設計考慮, 以車床(chuáng)主軸單元作為模塊化(huà)動力頭單元, 將鏜床的平旋盤技術應用到車床主軸係單(dān)元中成為設計的重(chóng)點環節之一。
平旋盤機構在鏜床、臥式鏜銑加工中心應用較為成熟, 但將之開發設計應用車床(chuáng)主軸上使用, 目前國內仍然很少見。國外有專(zhuān)門的廠家將平(píng)旋盤開發為機(jī)床的功能附件, 但(dàn)價格太高, 綜合考慮機床的價(jià)格後選擇自己設計有針對(duì)性、能滿足加工需求的平旋盤。針對所加工通徑準100mm 閥門體零(líng)件, 作為模塊化設計, 可以與A2-6 號主(zhǔ)軸標準單元(yuán)相匹(pǐ)配, 考慮(lǜ)到轉動慣量不能太大, 初(chū)步設計平旋盤規格為直徑準350mm。
(1)平旋盤方案設計。實現刀架的直線運動可用齒輪齒條機構或(huò)絲(sī)杆螺母機構(gòu), 絲杆螺母傳動結構簡單、能實現很大的傳動降速比、傳動(dòng)平穩(wěn)、而(ér)且隻要(yào)用較小的轉(zhuǎn)矩, 就能獲得較大的軸向牽引(yǐn)力、當螺旋升角小於(yú)摩擦角時, 還具有自鎖作用。為得到較大的降(jiàng)速比平旋盤內部的傳動采用齒輪和蝸輪蝸杆傳動。采用XDL1 電磁離合器控製刀架進給運動的接通和斷開, 離合器(qì)斷開時(shí), 主軸旋轉, 而刀架不移動, 對(duì)刀完成後, 離合器接通, 主軸旋轉同時經過齒輪、蝸杆蝸輪副、絲杆螺母(mǔ), 實現刀架徑向運動, 端麵加工完成, 離合器斷開, 退刀。徑向刀架的移動極(jí)限位置用接近開關控製(zhì)。最終確定的平旋盤(pán)結構如圖3 所示。
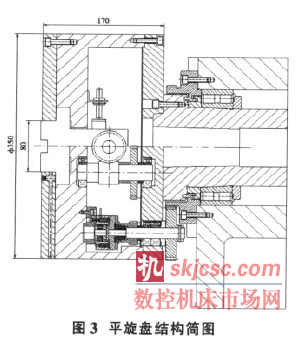
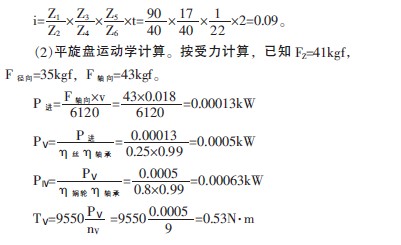
設定主軸的旋轉方(fāng)向為順時針旋轉(從機床正麵看) , 則蝸杆的旋向是右(yòu)旋, 絲杆旋向為右旋(xuán), 刀架滑板從右向左運動, 因此將(jiāng)絲杆的左支承定為主要(yào)支(zhī)承, 右支承為輔助支承。為保證加工麵的表麵粗糙度(dù), 確定進給量為0.1mm/r, 絲杆(gǎn)螺距定為2mm, 平旋盤的傳動比(bǐ):
![]()
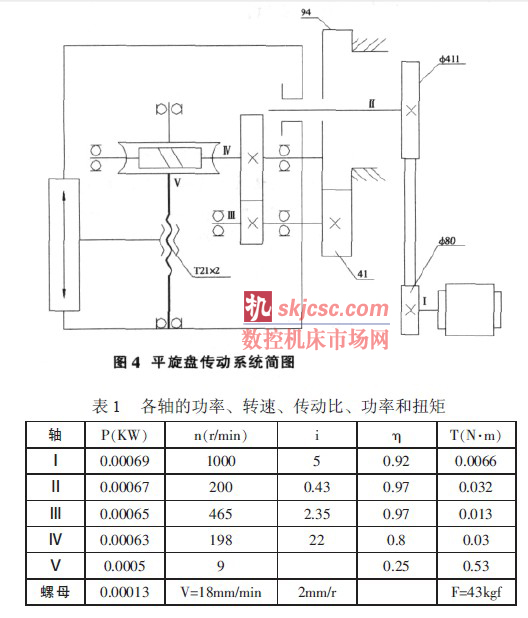
TⅢ= TⅤ×i=0.53×1/22×1/2.35=0.01N·m
III 軸傳遞扭矩小, 因此選用(yòng)XDL1 小型離合器(qì)足夠。
3 機床的切削試驗
通過以上幾個方麵重(chóng)點設計, 配上大森數控係統、液壓、潤滑係統、防護外罩, STC100valve 數控閥門專用機床試製裝調完成後(hòu), 對用(yòng)戶提供的試件進行了大量的加(jiā)工試切, 目的在於摸索理想的切削參數和對機床的功能和(hé)可靠性進行有效(xiào)的試驗和考核, 受篇幅(fú)所限, 試切的詳(xiáng)細過程和試驗(yàn)數據不再敷述, 僅對試切情況(kuàng)作一個簡單的總結。
(1) 試切條(tiáo)件(jiàn): ①試件為某公司(sī)提供的閥門(mén);②主軸頭1 轉速600rpm;主軸頭2 轉速200~400rpm;③刀具為組合刀具;④液壓夾具係統工作油壓0.8MPa;回轉台工作油壓2.5 MPa。
(2)加(jiā)工能力。锪水線和倒角切削力不大,在此主要介紹鏜端麵的情況。①主軸(zhóu)轉速n=200mm, 切削深度ap=1.5mm 時, 切削工況較為平(píng)穩; ②主軸轉速n=400mm, 切削深度ap=2.5mm 時,切(qiē)削工況較為惡(è)劣,夾具剛(gāng)性有點不夠, 但主軸電機和平旋盤各零件均未過載(zǎi), 仍能(néng)完成加工。
(3)加工精度。①主軸轉速(sù)n=200mm,切削深度ap=1.5mm 時, 兩內端麵的對稱度≤0.06mm, 切削表麵光整; ②主軸轉速(sù)n=400mm, 切削深度ap=2.5mm時, 兩內端麵的對稱度≤0.10mm, 切削表麵有明顯波痕。
4 機床研發總結
根據數控閥門專用機床(chuáng)的設計試(shì)製和試切加工情況(kuàng), 證明總體設計方案和開(kāi)發的(de)車床用平旋盤(pán)都是較為成(chéng)功的。閥門專用機床從(cóng)提高(gāo)加工的自動化程度、提高加工精度和提高加工(gōng)效率三個方麵滿足了閥門加工對設備的要求, 具有較好的性價比。同時成功地將模(mó)塊化設計理念(niàn)應(yīng)用到專用機床設(shè)計中,可以和立式加(jiā)工中心進行模塊化兼容。2008 年4月, STC100valve 數控閥門專用機床參展了CCMT2008 第五屆中(zhōng)國數控機床展覽會, 引起了相(xiàng)關(guān)閥門生產廠家的極大興趣。目前改進設計試製(zhì)完(wán)成,機(jī)床(chuáng)投入生產試用階段。其中(zhōng)的平旋盤(pán)技術於2010 年5月獲得國家專利, STC100valve 數控閥門專用機床將成為閥門加工的主力設備。
如果您有機床行業、企業(yè)相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






")

