
1 帶冠整體葉輪的優(yōu)點
帶冠整體葉(yè)輪是一種在葉片外(wài)圍增加(jiā)了環形冠, 即將所有葉尖連在(zài)冠上的(de)整體葉輪, 是為了更好地滿足現代航空(kōng)航天事業的(de)發展對發動(dòng)機不(bú)斷提出的高性能要求而出現的一種新型葉輪結構。與不帶冠的整體葉輪相比, 帶冠整體(tǐ)葉輪具有傳動效率很高、重量輕、結構緊湊和結(jié)構強度大等顯著優點, 能夠更好(hǎo)地滿足增加發動(dòng)機(jī)壽命, 提高發動機效率、工作節(jiē)速和使用可靠性的要求, 代表了未來飛行器、航天器發動機葉輪結構設計的發展方向。
2 組合電抓工工藝方案的提出
正是由於帶冠整(zhěng)體葉輪結(jié)構上“冠” 的(de)存在, 使整體(tǐ)葉輪的葉片間流(liú)體通道由徑向敞開變為封閉(bì), 加上葉阿通(tōng)道狹窄(zhǎi)、葉片型麵複雜、加工(gōng)精度要(yào)求很高, 帶冠整體葉輪又工作在高溫、高壓、高轉速條件下, 多采用不鏽鋼、高溫耐熱合金或欽合金等難切削材料製作等特點, 使得帶(dài)冠整體葉輪的製造特別是葉片型麵成形非常困難, 葉片型麵既無法用(yòng)電(diàn)解套料成(chéng)形, 也不能采用數控銑削加工: 目前世界各國采用電火花加工作為主選工藝, 但由於其加工效率很低且又存在電極損耗、因此(cǐ)不得不依靠投人大量設備、批量製造電極(jí), 通過頻繁更換電極來(lái)補償因電極(jí)損耗所帶來的精度問題(tí), 加(jiā)工成本高。這使得帶冠整體(tǐ)葉輪的(de)加工成為航空航天製造技禾領域函待解決的關鍵難題之一。
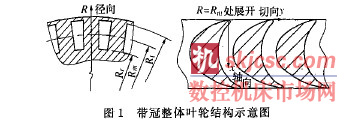
突破此項關鍵技術(shù), 對於我國未來(lái)新型號大推重比、高性能(néng)發動機(jī)的研製, 進一步提升製造能力以及為更多民用(yòng)設施提供先進的燃(rán)機, 都具有十分重大的意義。南京航空航天大學特種加工(gōng)研究所在試(shì)驗(yàn)研究的基礎上, 充(chōng)分利用電解加工效率(lǜ)高(gāo)和(hé)電火花(huā)成形適於(yú)加工複雜形狀零件的優點, 提出了采用電解加工和(hé)電火(huǒ)花(huā)加工組合工藝(yì)的方案難隊(duì)先由電解加(jiā)工去除葉間(jiān)大部分材料, 並留下二定的(de)餘量: 加工出預(yù)通道, 然後在輔(fǔ)似抽液的情況下進行葉片型麵電火花成形加工。這樣, 既提高了加工效率、大大減少了電極拘(jū)耗、降低了生(shēng)產(chǎn)費用, 又有(yǒu)利於(yú)保證葉片型麵的最終加工精(jīng)度。似(sì)圖1所示等截麵葉片帶冠整體葉輪葉片型麵的加工為例, 結合試驗, 對(duì)組合電加工的關鍵工藝進行(háng)了研究。
3 組(zǔ)合電加工關鍵工藝的研究
帶冠整體葉輪(lún)葉間預通道采用(yòng)數控展成電解加工技術、在南京航空航天大學自主(zhǔ)研製的五坐標數控電解(jiě)加工機床上進行; 葉片型麵的最終成形在瑞士夏米爾公司生產的四軸聯動電火花機(jī)床上完成。
3. 1 電解(jiě)加工關鍵工藝
數控展成電解加工帶冠整體葉輪葉間預通道時, 在計算機(jī)數控指(zhǐ)令的控製下, 陰極按預定運動軌跡相對工件作沿x 、y 方向的平動和(hé)繞z 軸的轉動, 展成加工出葉間通道。葉(yè)間通道形狀取決於陰(yīn)極運動產生間隙形成(chéng)的包絡麵, 因(yīn)此陰極設計及其運動軌跡的確定是(shì)電解(jiě)加(jiā)工的關鍵。
3. 1. 1 陰極設計
陰極(jí)設計主要包括陰極(jí)形狀、結構(gòu)設計、陰極主體尺寸設計(jì)及其(qí)材(cái)料選擇等。陰極(jí)設計(jì)的基本(běn)出發點是(shì): 確保設計出的陰極按預定運動軌跡相對工件由加工初始位置運動到終止位置的過程中, 在(zài)保證與葉片最(zuì)終(zhōng)型麵不發生幹涉和腐蝕過切的前提(tí)下(xià), 去除(chú)盡量多的(de)材料, 並使留下的通道兩側餘量盡可能均勻— 以便於後續(xù)電火花(huā)加工的進行, 同時(shí)使陰極製造簡單方便。
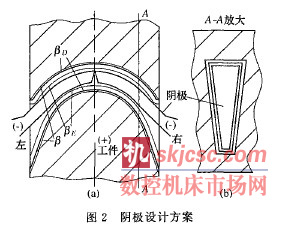
由於陰極是在葉間通道內(nèi)沿預定運動軌跡(jì)做展成運動, 因此陰極外形主要取(qǔ)決於(yú)葉間通道的幾何特征, 應與通道的最終(理論)形狀大體相似, 如圖2 所示, Za 為在垂直葉輪徑向(xiàng)的截麵上(shàng), 陰極(jí)的側麵形狀近似於通道的形狀; 2b為在垂直葉輪軸向的截麵上, 陰極的端麵形狀(zhuàng)相似於通道的(de)形(xíng)狀, 為梯形。帶冠整體葉輪的(de)葉間通道特(tè)征決定了陰極(jí)結構(gòu)采用(yòng)內噴式(shì)電解液供給方式設計; 為避免發生運動幹涉現象, 葉間預通道的加工需從葉輪兩側分別進給, 實現對接, 如圖2a 所示; 同時為方(fāng)便陰(yīn)極的製作, 應使加工葉(yè)輪兩側的陰極形狀盡可能相同, 即采用(yòng)形狀近(jìn)似的陰極分別(bié)按不同的軌跡進給加工兩側。
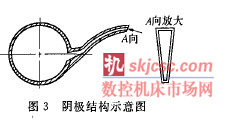
陰極的主體尺寸主(zhǔ)要由葉間通道的形狀(zhuàng)尺(chǐ)寸決定(dìng), 而葉間通道的尺寸則根據(jù)葉輪的型麵原始數(shù)據求得。葉輪型麵原始數據是在圖1 所示(shì)的R 一風展開麵上分別給出的同一葉片的葉盆線和葉(yè)背線的(de)型值點數(shù)據, 因此需通過坐標旋(xuán)轉變換, 轉換成同一通道兩側型線的數據。根據預設的電解加(jiā)工側麵間(jiān)隙△E 及電(diàn)火花加工間(jiān)隙△D , 確定預通道(dào)加工(gōng)中陰極(jí)運動的(de)允(yǔn)許範圍, 初步設計出陰極的側麵輪廓尺寸, 如圖Za 所(suǒ)示, 刀為葉片理(lǐ)論型線, 兒為電火花加工前、的理論輪廓線, 夕二為陰極運動允許的邊界線。以通道中心(xīn)作為初始運動軌跡, 對陰極運動形成的包絡麵與(yǔ)其允許範圍進行仿(fǎng)真校核, 並根據結果對(duì)加工運動軌跡及陰(yīn)極(jí)尺寸做(zuò)適當的(de)修改, 使陰極運動形成的包絡麵在其(qí)允許範圍(wéi)內並最靠近(jìn)邊界線兒, 同時(shí)考慮使陰極形狀簡單(為此, 應盡可能以修改陰極(jí)運動軌(guǐ)跡為主) , 從而確定出陰極的側麵輪廓尺寸。陰(yīn)極梯(tī)形端麵尺寸(cùn)的確定按通道最窄部位進行相(xiàng)應計(jì)算。圖3 為所設計(jì)的陰極結構(gòu)示意圖。
陰極主體(tǐ)材料的選擇主要(yào)從材料的導電性、剛性、耐腐蝕(shí)性、抗火(huǒ)花(huā)能力以及可加工性等方麵考慮, 采用不(bú)鏽鋼或銅鎢合金為宜。
3. 1. 2 陰極運動軌跡的確定
陰極運動軌跡的確定是一個不斷修改、優化的過程, 首先以通道中心作為陰極運動軌跡(jì), 然後根據陰極運動的仿真結果(guǒ)進行修改。考慮到電解加(jiā)工預通道的整個過程(chéng), 電場和流場均處於非穩定狀態, 在加(jiā)工過(guò)程的各時刻側麵間隙均在變化, 因此陰極運動軌跡的最終確(què)定還應通過工藝試驗來進一步(bù)修改優化。
3 . 2 電火花加工關鍵工藝
電(diàn)火花加工作為(wéi)帶冠(guàn)整體葉輪葉片型麵的最終加工(gōng)工序, 除了要求(qiú)實現葉(yè)片型麵的最終成形外(wài), 還要保(bǎo)證加工的精度要求, 其實現方法要麽采用複雜電極沿簡單運動軌跡來加工, 要(yào)麽采用簡(jiǎn)單電極沿較複雜的運(yùn)動軌跡來加工, 因而電極及其運動軌跡的設計是電火花加工的關鍵。根據帶冠整體葉輪的結構特征, 並結合現有試驗設備條件, 采用等截麵電極從葉輪兩側(cè)分別進給加工左右通道的方法。加工時, 工件安(ān)裝在工作(zuò)台上固定不動, 被加工葉片部位母線(xiàn)處於與工作台麵垂直的豎直位置。對於等截麵葉片,可以用一個兩側分別與葉背、葉盆型麵“ 平行” 的電(diàn)極, 通過(guò)平動(dòng)“ 拷貝”來實現葉(yè)片(piàn)型(xíng)麵的成形, 即: 工具電極按一定軌跡相對工件沿城(chéng)y 方向平動及繞z 軸轉動, 運動到電極成形麵與工(gōng)件理論(lùn)型麵“平行”的對(duì)應位置時, 再向葉盆方向平動, “拷貝”完成葉盆型麵的(de)加工; 然(rán)後按原(yuán)軌跡退回到加工(gōng)初始位置, 向葉背一側平動相當於兩葉片的(de)間距, 再(zài)以同前的軌跡進給, 平動 “ 拷貝’, 加(jiā)工出同一葉片的葉背部分。完成一個(gè)葉片(piàn)型麵(miàn)的成形後, 電(diàn)極按原運動軌跡(jì)退回, 工件分度定位, 再加工下一個葉片, 如此進行直至全部葉片加工完畢。由於通道軸(zhóu)向截麵(miàn)呈梯(tī)形, 葉根部分的加(jiā)工狀況最惡劣, 因此(cǐ)設計時以葉根部截麵作為軸向截麵中成形電極設計及其運動軌跡設計(jì)的基準麵。
3. 2. 1 成形電極的設計
電極設計與其運動軌(guǐ)跡設計必須相輔相成, 電極的形狀決定著電極運動(dòng)軌跡, 而運動軌跡又影響電極的形狀設計(jì)。因此, 設(shè)計(jì)電極時要兼顧運動軌(guǐ)跡, 以簡化運動軌跡為原則。由於采用“ 拷貝(bèi)”成形, 電極成形麵的形狀及尺寸應與(yǔ)葉片最(zuì)終型麵對應, 加工左、右通道的電極應(yīng)分別設計。考慮到電(diàn)解加工的實際結果(guǒ), 留下(xià)的餘量分布(bù)不均, 為保證葉片型麵的最終精度要求, 將(jiāng)左右電極再分別設計為粗加工電極和精加工(gōng)電極。
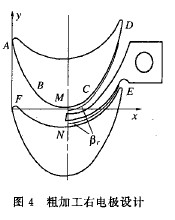
以右側通道的粗加工電極設計為例來討論。粗加工的目的是(shì)采用粗規準較快速地去除大部分餘量, 以便於葉片型麵的最終精加工成形。粗加工如果完全采用“拷貝”加工,則電極兩側麵大(dà)致肉(ròu)相鄰兩葉片的葉背曲麵和葉盆曲麵平移形(xíng)成, 如圖4 所示, 以通道最窄部位材八不作為左右通道的分(fèn)界線, 根據預先設定的電火花粗加工間隙吞及精加工間隙(xì)街, 將右側通道內的葉盆線和葉背線上各點分別向通道內側沿y 軸平移一個(gè)間隙量△ (△ =△r +△f ) , 得到曲線βr, 作為(wéi)電極(jí)運動的允許(xǔ)範(fàn)圍; 再將曲線βr向通道內側沿y軸(zhóu)適當平移, 即(jí)得到用於“ 拷貝(bèi)”的粗(cū)加工電極主(zhǔ)體(tǐ)部分的兩側形狀。由於葉背部分斜率變化較大, 受電(diàn)極運動(dòng)空間(jiān)限製, 電(diàn)極後端易與葉輪右側發生幹涉, 而為避免幹涉將使電極運(yùn)動軌跡設計過於繁瑣。因此, 葉片型麵(miàn)粗加工不完全采用‘拷貝”成形(xíng)的方法。在電火花加工中(zhōng), 不存在(zài)電解加工(gōng)中(zhōng)必須避免阻、陽極短路(lù)的情況, 電極運動隻要不破壞(huài)葉片型麵即可。於是, 對葉片理論型麵(miàn)上曲線c 刀段不采用“拷貝, 式加工, 而(ér)是通過電極前端靠軌跡展成(chéng)運動蝕(shí)除餘量, 因此設計鋤口工電極時, 可用比較平緩的曲線來替代(dài)弧線段(duàn)。這種方法可能會造成電極局部損耗而加大“拷貝” 誤差, 故需適當地加長電極前端(duān)尺寸(cùn)以補償電極損耗,如圖4 中所示。
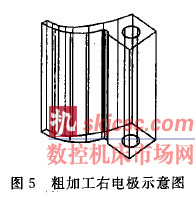
電極非加工(gōng)部分的設計主要考慮電(diàn)極裝夾、與工件定位找正的需要以及外部運動(dòng)空間對電極尺寸(cùn)的限製等, 電(diàn)極(jí)高度(dù)等於葉(yè)片高度減去上下兩端放電伺隙△ 即可, 設計出的粗加工右電極如圖(tú)5 所示。
精加工電極的設計思(sī)路與粗加工基本一致, 不(bú)過精加工放電間隙改為△ =△f; 此外(wài), 由(yóu)於粗加工去除了大(dà)部分餘量, 且剩餘餘量分布比較均勻, 通道(dào)變大, 較有利於電極運動, 因此葉片型麵的精(jīng)加工完全采用“ 拷貝”成形; 在設計精加工電極時, 應使電極兩側麵分(fèn)別由葉背曲麵和葉盆曲麵平移形成, 這(zhè)樣可以認為(wéi)電極損耗是“ 麵”損耗, 在(zài)加工中適當增加進給量就能(néng)夠補償電極損耗所引起的誤差。
3 . 2. 會(huì)電(diàn)極運動(dòng)軌跡的設計
電極運動軌跡設計按(àn)粗、精加工及左右通道分別考慮。電極運動(dòng)軌跡的設計, 應能確保成(chéng)形電極沿(yán)所設計的(de)軌跡準確(què)運動到“拷貝(bèi)”前的位置。由於“拷貝”前的位(wèi)置在x 軸方向是唯一的, 為確定電極(jí)定位的初始角(jiǎo)度(即電極加工前的初始位置相對於, 軸的(de)夾角) , 因此(cǐ)軌跡設計應以電極 “拷貝”前在通道內的位置作為電極運動軌跡設計(jì)的初始位置, 采取由內向(xiàng)外“ 移出”電極進行設計的方法(fǎ)(編製電極的實際運動軌跡時, 按此逆過程進(jìn)行).一設計應使運動(dòng)軌跡盡(jìn)量(liàng)簡(jiǎn)化, 可以(yǐ)根據組成葉背的一曲(qǔ)線段情況、將相應曲線段分別偏移適(shì)當距離(lí)所得到的(de)曲線作為初始運動軌跡(jì). 然後通過(guò)在“移出” 電極的過程(chéng)中可(kě)能產生的幹(gàn)涉情(qíng)況來進一步(bù)修正、優化相應軌跡。
由於被加工葉片處於與工作台垂直的豎(shù)直位置(zhì), 設計基準為葉根部(bù), 因此(cǐ)在電極(jí)沿一定(dìng)軌(guǐ)跡進給、平動“ 拷貝”加工出葉盆型麵並沿(yán)原軌跡退回後, 隻需沿少軸負方向平移葉間(jiān)距(jù)離△y 後, 按原軌跡進給即可加(jiā)工出葉背型(xíng)麵。
![]()
式中: R , 為葉輪根圓直徑, m m ; n 為葉片個數。
4 結束語
帶冠整體葉輪是(shì)現代航空航天技(jì)術的(de)發展對葉(yè)輪設計和(hé)製造提出的新要求, 帶冠整體葉輪葉(yè)片型麵的加工是一個巫待解決的課題。經試驗(yàn)加工驗證, 采(cǎi)用組合電加工工藝方(fāng)案, 開展關(guān)鍵工藝問(wèn)題的研究, 能夠較好地解(jiě)決帶冠整體葉輪的葉片(piàn)型麵加工問題(tí), 有望成為(wéi)一種(zhǒng)有(yǒu)效的加工手段。
如果您有機床(chuáng)行業、企業相關(guān)新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








