
整體葉輪葉片較薄, 而且葉片曲麵形狀複雜, 要得到符合要求的加工精度和表麵質量難度較大, 需要在數控加工工藝(yì)和葉片曲麵的描述及曲線插補算(suàn)法上進行規劃和選擇"目(mù)前一(yī)般的C N C 係統隻具備(bèi)直線和圓弧插補能力(lì), 係統控製機床加工樣(yàng)條(tiáo)曲線時,必須將樣條曲線(xiàn)以(yǐ)直線段或圓弧段逼近的方式進行, 這樣(yàng)不僅(jǐn)程序量大! 加工效率低(dī), 而且還(hái)將損失一定的加工精度, 使葉片曲麵的加工質量難以保證" 非均勻有理B樣條(N on一U nifo rm R ational B -Splin e , N U R B S )曲線插補技(jì)術的出現和應用將有(yǒu)效彌補傳(chuán)統C N C 直線和圓弧插補在曲線!曲麵加工中的不足1.2"基於N U R B S 的(de)葉片曲麵構建N U R B S 是曲線(xiàn)的節(jiē)點(diǎn)不等間距, 並(bìng)采用有理(lǐ)式表達的B 樣條曲線, 具有樣條曲線(xiàn)(Spline )和B ezier 曲線的優點, 對於非有理形(xíng)式很容易推(tuī)廣到有(yǒu)理形式[2] "N U R B S 曲線為標準解析形狀及自由曲線和曲麵提供了統一精確的數學表達式, 可通過(guò)自(zì)由參數權係數控製(zhì)曲線或曲(qǔ)麵形狀"。
葉片曲麵采用非可展直紋麵描述, 由一條直母線兩端分別沿兩條導線運動(dòng)構成(chéng)" 在利用N U R B S 方法構造兩(liǎng)條導線時, 采用3 次N U R B S 曲線進行構造(zào), 其曲線方程為:
![]() 是葉頂線和葉根線控製頂點的分量坐標, 式(3 ) !式(4) 可以擬合出二(èr)階連續的N U R B S 空(kōng)間曲線作為直(zhí)紋麵擬合導線, 在U G 軟件中, 將連接葉頂(dǐng)線(xiàn)和葉根(gēn)線對應點的直線沿線掃略, 生成非可展直紋麵葉片, 通過與輪毅和輪緣曲麵進行布爾運(yùn)算得到葉輪造型結(jié)構(gòu)如圖1 所示"。
是葉頂線和葉根線控製頂點的分量坐標, 式(3 ) !式(4) 可以擬合出二(èr)階連續的N U R B S 空(kōng)間曲線作為直(zhí)紋麵擬合導線, 在U G 軟件中, 將連接葉頂(dǐng)線(xiàn)和葉根(gēn)線對應點的直線沿線掃略, 生成非可展直紋麵葉片, 通過與輪毅和輪緣曲麵進行布爾運(yùn)算得到葉輪造型結(jié)構(gòu)如圖1 所示"。
2 整體葉輪數控加工工藝規劃
2 .1 加工(gōng)方法選擇與理論誤差分析(xī)
葉輪葉片的描(miáo)述采用的(de)是N U R B S 曲線, 所擬合出的葉片曲麵為非可展直紋麵"對於非可展直紋麵, 必須用四軸以(yǐ)上(shàng)聯動的數控機床才能將(jiāng)其加工出(chū)來川,最(zuì)理想(xiǎng)的方式是采用N U R B S 插補進行五軸側銑加工, 但(dàn)由於(yú)設備和成本限製, 本文利(lì)用配備有N U R B S曲線插補能力的F A N U C 16 一M C 係統的(de)四軸聯動(dòng)加工中心, 采用四軸聯動側銑方式加(jiā)工非可展直紋麵整體葉輪"。
對於非可展直紋麵, 由於每條直母線上各點法矢都不同,所以利用側(cè)銑進行加工時, 不能滿足任意刀位(wèi)上刀具軸線的所有點都位於直母線(xiàn)上對應點的曲麵法矢方向(xiàng)上(shàng), 從而產生(shēng)理(lǐ)論誤差[4] "理論誤差產生的原因如圖2 所示, 以圓柱銑刀為例, 在切削過程中, 當刀具運動到某一刀(dāo)位時, 作一(yī)平麵與刀具(jù)軸線垂直, O 點為刀具軸線在該平麵上的投(tóu)影, 葉頂線和葉根線在此麵上的投(tóu)影為A A -和B 羅, 刀具與(yǔ)被加(jiā)工表麵的切觸線投影為一個點T , N , 為A A .線(xiàn)與刀具切觸點(diǎn)的法矢,從為刀刀-線與(yǔ)刀具切觸點的法矢"。
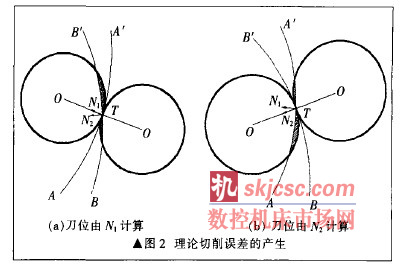
從圖2 中可以明顯看出, 不論(lùn)是按照(zhào)N , 還(hái)是(shì)按照從來計算刀位, 由於它們的方向不同, 采用側銑方式加工葉片(piàn)時, 在切觸線上銑(xǐ)刀的法矢方(fāng)向不可能與母線(xiàn)上對應點的所有法矢相(xiàng)同(tóng), 所以, 一定(dìng)會(huì)產生誤差,誤差大小與兩法矢方向的夾角成正比(bǐ)"此外,加工過程中還存在(zài)隨(suí)機誤差包括(kuò):機床(chuáng)係統的空間誤差!刀具係統的位置誤差!葉片和夾具(jù)係統的位置誤差!外(wài)界擾(rǎo)動誤差及編程計算誤差(chà)"要減小或避免這些誤差需要合理規(guī)劃整體葉輪的數控加工工藝"。
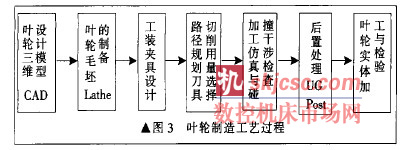
2. 2 葉(yè)輪製造工藝過程
為了保證加工質量, 提高經(jīng)濟性和可(kě)行性, 要遵循工序集中!基準先行!先粗後精!先主後次!分麵加工的工藝原則, 所以將(jiāng)整體葉輪的加工劃(huá)分為3 個階(jiē)段:開槽粗加工!葉片精加(jiā)工!輪毅精加工" 和許多複雜零件一樣葉輪的製造也要經過毛坯製造! 加工(gōng)準備和數控加工的過程, 在完成粗加工和精加工之後(hòu)對葉輪進行必要的測量, 以(yǐ)保證加工出合(hé)格的葉輪"葉輪的主要製(zhì)造工藝過程如圖3 所示"。
2. 3 定位基準選擇及工裝夾具設計
合理設計工裝夾具不僅使葉輪夾緊(jǐn)可靠, 減小受力變形, 同(tóng)時簡化工藝, 保證加工質量" 而工裝夾具設計的第一步就是選擇合適的定位(wèi)基(jī)準" 定位基準的選擇要考慮到(dào)基準重合的原則, 由於建模時的坐標係原點在輪毅側麵, 同(tóng)時考慮實際設備第四軸的(de)回轉中心為X 軸, 所以選定輪(lún)毅側麵和回轉軸(zhóu)線為葉輪定位基準(zhǔn)"同時為保證夾具有足夠的剛性來防止變形與振(zhèn)動,采用芯軸螺母加(jiā)頂尖的方式進行裝夾"。
2 .4 加工刀具選擇及(jí)加(jiā)工參數確定
考慮到葉(yè)輪加工路線為開槽!葉片精加(jiā)工!輪毅精加工, 按照粗精分開的原(yuán)則應選用兩把以上的刀具, 同時為了避免多把刀(dāo)具所帶來的尺寸和精度誤差, 選擇兩把刀具進行加工" 最(zuì)適用於鋁合(hé)金加工的(de)刀具是金(jīn)剛石刀具, 但其價格昂貴, 考慮到加工成本, 選擇硬質合金塗層刀具, 既可保證加工質量, 又(yòu)降低了成(chéng)本"此外(wài), 刀具尺(chǐ)寸(cùn)應滿足直徑D 小於兩葉片(piàn)之間槽道的最小寬度IF :, 即:
![]()
![]()
式中:R d為葉根圓半徑, m m ;t"為葉片厚度, m m ;N 為葉輪(lún)葉片個數"。
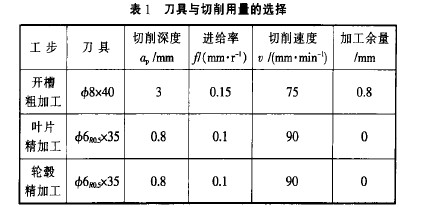
參考被加工葉輪尺寸, 刀具直徑要求小於10 m m ,切削刃大於葉片槽道的深度32 ~ , 所以開槽粗(cū)加工選擇中8x4 0 圓柱(zhù)立銑(xǐ)刀;葉片!輪毅精(jīng)加工選擇中6o sx35 牛鼻銑刀, 刀具切削用量如表1 "。
3 基於N U R B S 插補的加工路徑規劃為了保證整體葉輪的加工質量(liàng), 在進行刀具路徑規劃時主要考慮避免幹涉!切削變(biàn)形小!加工路徑最短等因素"。
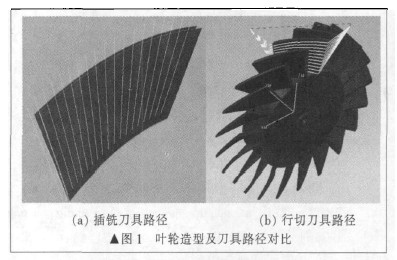
如圖1 所示, 為分別采用插銑圖1 (a) 和行切圖1 (b) 的刀具路(lù)徑, 在插銑方式(shì)中刀具的切削環境惡劣,葉片主要(yào)受Z 向分力,變形嚴重(chóng)且難以保證加工質量"而采用行切方式, 刀具沿葉片的曲麵流線進(jìn)行切削, 雖然葉(yè)片受三個方向上的切削力作用, 但相比插銑中的Z 向分力要(yào)小(xiǎo)得(dé)多(duō), 同時刀(dāo)具不易磨損, 葉片的表麵質量好"。
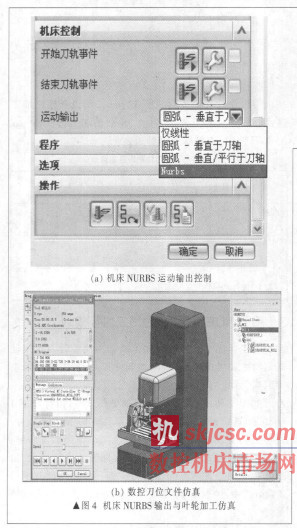
在U G C A M 模塊中(zhōng)對整體葉輪葉片進行加工路徑規劃(huá), 采用(yòng)行切方式, 在機床控製運動輸出選項框中選擇N U R B S 輸出"通過U G 提供的機(jī)床仿真功能實現數控加(jiā)工刀位文件的(de)仿真, 這種方式修改方便, 且(qiě)對葉片所(suǒ)有曲麵數控加工刀位文件的仿真都是(shì)在C A M 軟件中進行, 能夠針對加工過程中出現的碰撞和(hé)幹涉及時地進行修改, 如圖4 所示"。
4 整體葉輪加工實現
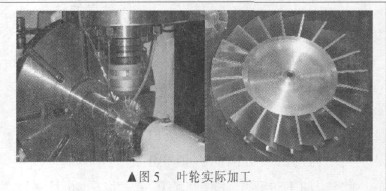
由於葉片(piàn)均勻分布在輪(lún)毅上且葉片曲麵相同, 采用(yòng)分片側銑(xǐ)的方式進行加工, 其基本思想是隻對其(qí)中一(yī)個葉片進行刀具路徑規劃生成N C 加工程序, 其他葉片通過分度程(chéng)序調(diào)用葉片加(jiā)工程序實現加工[3] " 通過對加工過程的控製以及程序邏輯的合理設計實現了整體葉輪的四軸數控加工, 通過(guò)檢測完全滿足設計要求, 如圖5 所示"。
5 結論
本文在分析非均勻有理B 樣條(N U R B S) 曲線插補技術在曲麵加工方麵優越性的(de)基礎上, 選擇N U R B S曲線對整體葉輪的(de)葉片進行擬合" 對整體葉輪的加工工藝進(jìn)行規劃, 完成了加工基(jī)準的選擇!工裝夾具(jù)的設計!刀具的選擇以及(jí)切削參數(shù)的優化, 並利用U G C A M的N U R B S 曲線插補功能對整體葉輪加工路徑進(jìn)行規劃! 模擬仿真和後處(chù)理生成N C 程序, 實現(xiàn)了基於N U R B S 插補的整體(tǐ)葉輪數控加工"。
如果您有機床(chuáng)行業、企業相(xiàng)關新聞稿件發表,或(huò)進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






馬")

