
1 引(yǐn)言
葉輪(lún)類零件(jiàn)在軍工、冶金、石(shí)化(huà)、礦山等許多行業中廣泛應用,如風機、發動(dòng)機(jī)葉輪(lún)、壓縮機及水泵葉輪等。葉輪型麵的設計以流(liú)體(tǐ)力學和空氣動力學等理論為依(yī)據,構成符合上述理論的(de)流(liú)動性曲麵。葉輪曲麵的精度難以通過一般(bān)的(de)加工方(fāng)法和手段達到,因此,加工精度和表麵(miàn)質量對葉輪性能參數有很大影(yǐng)響。普(pǔ)通(tōng)葉輪多采用鑄造成型後機械(xiè)加工成型或葉片單獨(dú)加工後將葉片與輪轂焊接的方法(fǎ),如圖1 所示。由於葉(yè)輪工作(zuò)麵形狀複雜,難以保證鑄造精度(dù),而後續的加工工藝(yì)過程(chéng)複雜。如精(jīng)度要求高的葉輪,從圖紙到成品,一般都要經過多個工序(xù)。在光整加工方麵,則是按照光學屏(píng)幕上放大了的截麵圖曲線經過普通砂(shā)帶磨後由人工直接拋光到位,多個截(jié)麵(miàn)之間的(de)平滑過渡不易保證,廢品率(lǜ)高,拋光工人的勞動強度很大。拋光工人所做工作性質單一,技術含量不高。使葉輪曲麵(miàn)精度難以保證,表麵質量差,難以達到設計要求。

近(jìn)十多年的數控技術迅速發展和數控機床的廣泛使用(yòng)使我國的製造技術得到很(hěn)大提(tí)高。特(tè)別是五坐標軸以上的(de)數控機床(chuáng)逐漸(jiàn)裝(zhuāng)備到企業中,使得整體加工葉(yè)輪類零件成(chéng)為可能。五坐標機床功能強大、加工效率高、質量好(hǎo)。五坐(zuò)標數控加(jiā)工中心在加(jiā)工複雜曲麵方麵有獨到(dào)之處,是數控加(jiā)工(gōng)領域(yù)研究熱點。總(zǒng)之,由於整體葉輪結構的(de)複(fù)雜性,其數控加工技術一直是製造業的難點。整體葉輪如圖2。
整體銑削葉輪加工是指毛坯采用鍛壓件然後(hòu)車削成為葉輪回轉體的(de)基本形狀(zhuàng),在(zài)五(wǔ)軸數控加工中心上使輪轂與葉片在(zài)一個毛(máo)坯上一次加工完成, 滿足壓氣機(jī)葉輪產品強(qiáng)度(dù)要求,曲麵(miàn)誤差小,動平衡時去質量較少,因此(cǐ)是較理想的加工方法。
2 五軸數控加工中(zhōng)心
五軸加工中心具(jù)有X、Y、Z 三個移動坐標(biāo)軸和兩個轉動坐標軸。最大(dà)的優勢在於五個軸可以聯(lián)動。對(duì)於安裝於夾具上的工件來說,合成(chéng)運動可使(shǐ)刀具在五軸的(de)空間內任意控製,保證了切削曲麵可加工到位,並避免(miǎn)了刀具對工件的誤切削。比三、四軸加工中心具有更廣的工藝範(fàn)圍和(hé)加工精度更高、質量更好。五軸加工中(zhōng)心特別適宜於具有大型複雜(zá)曲麵零件的加工。
3 葉輪加工特點及(jí)工藝方案分析
3.1 葉輪加工特點分析
(1)葉輪上有很多葉片,葉片數按輪(lún)轂(gū)直徑大小不同而不同,葉片有長有短,葉片為空間曲麵、扭曲程度高,並且有(yǒu)後仰的趨勢,加工時刀具的相(xiàng)對擺動極易對相鄰葉片產生切削幹涉,因此刀具切削方向的(de)選擇尤其重要。另外,曲麵需要分段加工,應注意保證加(jiā)工表(biǎo)麵的一致性;(2)葉片之(zhī)間的流道相對較窄,加工空間較小,難以采用強度和剛性較好的大直徑刀具;(3) 葉片進氣與出氣邊緣圓角曲率半徑變化大,使刀具和夾具角度變化大;(4)為(wéi)滿足強度的需要,葉輪輪轂與葉(yè)片之間的過渡采用(yòng)了變圓角方式,應十分注意刀具的選擇;(5)葉片屬於結構複雜的薄壁件、工藝剛性差(chà),在(zài)工藝(yì)安排上需要考慮多工步反複加工葉片型麵的措施,以防加工殘餘(yú)應力所帶來的形變。(6)整體葉輪的材料一般有鋁合金、不鏽鋼、鈦合金等,因此在工(gōng)藝安排(pái)上應盡量考慮因材料不(bú)同所(suǒ)帶來的問題。
3.2 葉輪加工工藝方案分析
整體葉輪的數控加工工藝過(guò)程主要有6 大步驟:(1)鍛造毛坯;(2)數控車削粗(cū)加工出回轉體形狀;(3)五軸數控機床銑(xǐ)削加工葉片型麵;(4)輪轂表麵數控車削精加工;(5)葉片型麵的光整加工(砂帶磨削、手工拋光);(6)其間穿(chuān)插多次熱處理和(hé)檢驗工序。
其中,五(wǔ)軸數控機床銑削加工(gōng)葉片型麵工序由以下工步組成:(1)氣道開槽粗加(jiā)工;(2)氣道(dào)擴槽粗加工;(3)葉片型麵粗加工;(4)氣流通道擴槽銑削半精加工;(5)葉片曲麵的銑削半精加工(gōng);(6) 氣(qì)流通道擴槽銑削精加工;(7)葉片曲麵的銑削精加工;(8)葉片及輪轂之間的清根銑削。
3.3 五軸銑削加工的(de)幾個關(guān)鍵工序分析
(1)開槽加工及切削(xuē)方向的確定
葉輪的毛坯為回轉體形狀,葉片間的氣道經粗加工開通,形成(chéng)通道,為加工葉片做(zuò)好準備(bèi)。開槽加工中槽(cáo)的位置(zhì)宜選在氣流通道(dào)的中間位置,多分為上下(xià)兩個部分加工,應注意兩部份刀路銜接(jiē)問題。刀路平行於氣流(liú)通道(dào),並保證槽底與輪轂表麵留有一定的加工餘量。一般采用圓柱形玉米銑刀或(huò)圓柱形(xíng)立銑刀銑(xǐ)削加工,由於(yú)氣道寬(kuān)度不等,所(suǒ)以在刀具直徑方麵應在下部寬闊處采(cǎi)用大直徑(jìng)刀具、上部狹窄處采用小直徑刀具的方法,如圖3 所示。

(2)葉輪氣道的擴槽(cáo)粗加工及葉型粗加工
采用球頭銑刀,擴槽及輪轂底麵粗加工在一次加工中完成,且葉型的粗加工一並完成(chéng),可以提高工作效率。走刀方式與開槽加工方式相同。從(cóng)開槽位置開始(shǐ),從(cóng)中心向外緣往(wǎng)兩邊葉片(piàn)擴槽,擴槽加工要保證葉型為後續半精和精(jīng)加工留有足夠餘量。考慮到生產效率,粗加工時走刀行(háng)寬應取大些.
(3)葉片曲麵的半精、精加工
葉片曲麵的半(bàn)精、精加工采用球頭銑刀。均采(cǎi)用側刃切削(xuē)方式,其(qí)中,半精加工采用如(rú)圖4 所示(shì)的環切方式,精加工采用圖5所示的切入切(qiē)出方式,以(yǐ)提高表麵質量。應注意每次加工的背吃刀量不宜過大(dà),可采用2 到3 次以上的分層銑削加工。考慮到(dào)被加工表麵的加工質量,走刀行寬應(yīng)取小些。

(4)葉片及輪轂之(zhī)間的(de)圓角清根采用多種球(qiú)頭銑刀,應注意刀具直徑與(yǔ)圓角的(de)匹配。
4 基於UGNX6.0 的葉輪造(zào)型與加工編程
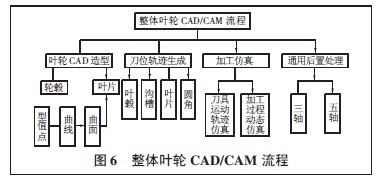
采用數控加工方法(fǎ)加工整體葉輪的CAD/CAM 係統(tǒng)結構如圖6 所示。
五軸數(shù)控加工中心加工葉輪的(de)數控編程方法如下。
(1)打開UG NX6.0,進入建模方式,根據葉片各截麵型值點生成曲線,再由多條(tiáo)曲線光滑連接生成葉片曲麵。對葉輪進行建模。
(2)進入加工方(fāng)式界麵,按創(chuàng)建(jiàn)程序-創建刀具-創建(jiàn)幾何體(幾何視圖導航(háng)器)之編程點和毛坯-創建(jiàn)操作(zuò),進入可變輪廓銑加工(mill_multi_axis)方式。
(3)開槽時可變輪廓銑對話框設置:部件(jiàn)幾何體設置為“幾何體”;過濾方法設置為“麵”,確定了幾何體以麵為(wéi)加工基準;驅動方法設置為“表麵積”,驅動曲(qǔ)麵為(wéi)輪轂氣流底麵。並在表麵積對話框(kuàng)中設置“驅動曲麵”和(hé)“切削方向”等參數(shù);投影(yǐng)矢量設置為“垂直於(yú)驅動體(tǐ)”;軸設置為 “朝向(xiàng)點”,點特征位置為輪轂氣流底麵;另外設置切(qiē)削(xuē)參數等項(xiàng),完成開槽的刀路設置(zhì)。
(4)葉片型麵銑削時可變(biàn)輪廓銑對話框設置:驅動方法設置為“表麵積”,驅動曲麵為葉片曲麵;軸設置改為“側刃驅動體”,選擇合適的刀軸方向(xiàng)。其它設置與前麵相似。(5)當單(dān)個葉片的(de)每一個加工程序完成後,可使用旋轉複製功能生成其餘葉片的(de)同類加(jiā)工程序(xù)。注(zhù)意不(bú)可(kě)在單個葉(yè)片所有程序(xù)完成後再進(jìn)行複製,否則加(jiā)工順序(xù)上違背了粗、中、精加工要分開的要求,造成過(guò)大殘餘應力。
5 葉輪數控(kòng)編程(chéng)實例
圖2 所示(shì)的小型汽輪機葉輪產品,直徑準300mm,高60mm,材料(liào)為鋁合金。葉槽通道最小尺寸為30mm,葉片及輪轂(gū)之間的圓角(jiǎo)為R3,在選擇刀具時應特別注意。圖7 為葉輪毛坯(pī)。毛坯由定位軸定位,上麵螺母壓(yā)緊。定(dìng)位軸安裝於機床工作台上。

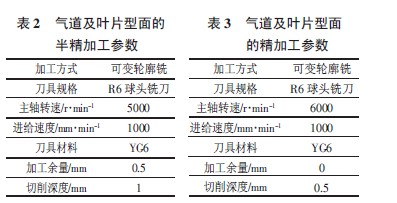
加工機床采用了立式五軸聯動高速加工中(zhōng)心,數控機床主要參數X 軸行程(chéng)900mm,Y 軸行程600mm,Z軸行程550mm。C 軸旋轉範圍(wéi)0°~360°,B 軸(zhóu)擺動(dòng)範圍-90°~90°,40 把刀位刀(dāo)庫,數(shù)控係統為SIEMENS 840D。表1、表(biǎo)2、表3 分別(bié)為葉輪氣流通(tōng)道粗、半精、精加工參數(shù)表,表4 為葉片與輪轂間的圓角清根加工參數。
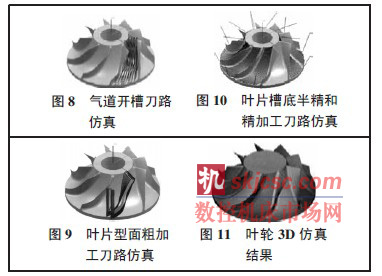
圖8 為(wéi)氣道開槽刀路仿真。圖9 為葉片型(xíng)麵粗加工刀路仿真。圖10 為葉片及輪轂圓角清根刀路仿真。圖11為葉輪3D 仿真結果。

6 結語
本文對整體葉輪的加工工藝和編(biān)程方法進行了研究。一般的加(jiā)工方法和三、四軸數控機床在加工葉輪曲麵時,加工精度達不到要求。通過五軸數控機床和UG 軟件的配合,可以實現整體葉(yè)輪的銑削加工,在很大程度上提高了加工質量和生產效率,在五軸數控加工方法實施方麵做出了有(yǒu)益的探索。
如果您有機床行業、企業相(xiàng)關新聞(wén)稿件發(fā)表(biǎo),或進(jìn)行資訊合作,歡迎聯係(xì)本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com








