
1 引言
葉輪是一種由複雜曲麵構成的機械(xiè)零件,是對小型(xíng)燃氣輪發動機等動力機械性能影響最大的核心部件。通常小型燃氣輪發動機葉輪為整體葉輪,其葉片的形狀(zhuàng)是機械加工中最難(nán)成型的曲麵,因此其加工一直是困擾工程技術人員的難題。隨著人們對葉輪在流體中受力的研究(jiū),葉輪的葉片(piàn)也從開(kāi)始的徑向(xiàng)直葉(yè)片發(fā)展為帶有後彎和前傾的扭曲葉片。再加上(shàng)新型葉輪的葉(yè)片長而薄,從(cóng)加工工藝角度來看,為機械加工(gōng)提出了更具挑戰性的難(nán)點。為了能夠精確地加工出形狀複雜的葉(yè)輪,現在廣泛采(cǎi)用高性能四(sì)五軸聯動的數(shù)控機床來完成(chéng)葉輪的加工。然而(ér)高性(xìng)能四五軸聯動的數(shù)控機床一般都是從國外引進,價格昂貴,其加工費用較高。另外整體葉輪的加工一般周期長(zhǎng)、效率低,往往造成其加(jiā)工成本很(hěn)高。如何提高整體葉(yè)輪加工效率,降(jiàng)低製造成(chéng)本,是葉輪加工行業工程技術人員的研究重(chóng)點。
鈦合金以其優(yōu)良的機械性能被廣泛地作為葉輪的材料,但鈦合金在機械加(jiā)工中屬難加工材(cái)料。采用鈦(tài)合金的新型整體葉輪加工,難度(dù)都較大,另外,其加工質量的優劣對(duì)發(fā)動機的性能又有決定性的影響。如何能高效率地研製出(chū)質(zhì)量優良的鈦合金整(zhěng)體葉輪是值得(dé)研究的問題。
2 加工難點(diǎn)分析
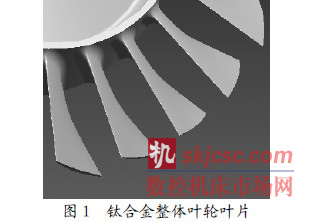
本(běn)文所研(yán)究的整體葉輪加工精度要求較高,尺寸(cùn)精度為IT6 級,表麵粗糙度為Ra1.6。葉片(piàn)曲(qǔ)麵為自由曲(qǔ)麵,其曲率變化大。葉輪流道狹窄,極易發生加工刀具與臨近葉片碰撞幹涉的問題。葉(yè)片較長,超過50mm,葉片厚度較(jiào)薄,最厚的部位也隻有2.8mm,在加工過程中極易引起振動,影響表麵加工質量。如圖1。
葉輪材料為鈦合金TC4,其切削性能較差。同時鈦合金的彈(dàn)性模量小(大約是45#鋼的1/2),在加工過(guò)程中(zhōng)很小的切削力就會(huì)產生(shēng)較(jiào)大的變形,容易出現粘刀、讓刀、啃(kěn)刀的現象,使工件(jiàn)的表麵質量、幾何精度(dù)難以保證。鈦合金材料的加工往往選用較低的切削參數,其加工(gōng)效率一般很低。采(cǎi)用鈦合金(jīn)材料(liào)的整體(tǐ)葉輪的加工效率(lǜ)較其他材料更低。
葉輪的加工大體分為葉片粗開槽、葉片粗加工和(hé)葉片精加工三個步驟完成(chéng)。葉片粗開槽主要是去除葉片間的大(dà)部分材料,葉片精(jīng)加工則是(shì)保證葉(yè)片形狀和表(biǎo)麵質(zhì)量。由於此(cǐ)葉輪的葉片處於懸臂狀態,精加工時葉片剛(gāng)性不足,很容易發生彈性變形,使葉片精(jīng)銑時處於十分不穩定的切削狀態。
a. 此葉輪葉片為自由曲(qǔ)麵,在精加(jiā)工時必須采用點銑加工。點銑加工刀具(jù)切(qiē)削角度隨時變化,造成切削力變(biàn)化頻繁,且方向也不確定。很容易使葉片(piàn)在刀具的隨(suí)機激勵力下產生劇烈的強迫振(zhèn)動,在葉片上留下嚴重振(zhèn)紋,影響表麵加工(gōng)質(zhì)量;
b. 精加工時的葉片剛性不足,使點銑過程中很小的切削力就會造成葉片(piàn)讓(ràng)刀,影響葉片型麵的精度。
合理確(què)定葉片精(jīng)加工餘量,保證葉片剛性,以及選擇合適的精加工刀具(jù)參數,減(jiǎn)小切削力,是解決不穩定切(qiē)削狀態的主要途徑(jìng)。
本文所研(yán)究的整體葉輪的(de)加(jiā)工難點在於(yú)銑加工(gōng)工序,一般銑加工工序占整個加工總工時的(de)80%以(yǐ)上,同時銑加工質量直接影響著葉輪的(de)性能。如何提高銑(xǐ)加工效率和葉片成型質量是(shì)本文討論的重點。
3 多(duō)軸數控銑加工工藝要點
整體葉輪銑加(jiā)工工藝一般為:葉輪粗開槽,去大餘量;葉片半精銑,輪轂麵粗(cū)掃底(dǐ);葉(yè)片精銑(xǐ),輪(lún)轂精掃底(dǐ)。
為了提高(gāo)葉輪的加(jiā)工效率和加工質量,結合(hé)本文(wén)提到(dào)葉輪的特點以及我們在葉輪加工方麵積累(lèi)的經驗,實際安排銑加工工藝為:葉輪粗開槽;葉片精銑,葉輪輪轂麵(miàn)精掃(sǎo)底。
與前麵(miàn)相比,這種安(ān)排去掉了葉片半(bàn)精銑(xǐ)和(hé)輪轂麵粗掃底,從理論上節省了1/3 的銑加工工時。本文要(yào)加(jiā)工的葉輪(lún)材料利用率隻有8.5%,其中葉輪粗開(kāi)槽是(shì)去除材料的主要工序,大約能去除1/3 的材料。由於粗開槽工序去除材料量較大,使材料內部應力釋放,造成應力變形,影響葉輪的幾(jǐ)何尺寸。實際加工測量表明,葉輪開槽後孔的尺寸大約變化為0.02mm。如何保證嚴格的(de)尺寸(cùn)精度,減小應力變形的影響,則必須考慮銑加工工序(xù)的合理安排。為了獲得嚴(yán)格的尺寸精度,在(zài)葉輪的粗精銑之間安排了精車序,以避免葉輪應力釋放變形而產生的尺寸變化。實際加工表明,此種(zhǒng)安排能(néng)夠消除葉輪粗開槽造成的應力變形,獲得嚴格的尺寸精度。
葉輪(lún)粗開槽考慮(lǜ)的(de)重點是加工效率和(hé)成本(běn),一般盡量(liàng)選用(yòng)低檔的四軸聯動數控機床來實現粗開槽。另外(wài)在(zài)粗(cū)開槽時選擇合適(shì)的精銑(xǐ)切削餘量,設法加強葉片剛性,確(què)定合適的切削(xuē)用量,對精加工的(de)難度和質量有著重要的意義。本文通過改進粗(cū)開槽路徑及工(gōng)藝參數,較大(dà)地提高了葉輪粗開槽的效率,使粗開槽後葉輪的狀態更適(shì)合(hé)於精加工。在精加工時,選擇(zé)合適的加工刀具和切削參數,在高轉速高進給的(de)情況下,提高了整體鈦合金葉輪的加工(gōng)效率和加工質量。
4 毛坯粗加工刀位規劃
粗加工是(shì)以快速切除毛坯餘量為目的,其考慮的重(chóng)點是(shì)加工(gōng)效率。盡量使刀具以大進給量,盡可能大的切削深度工作,以便在(zài)較短的時間內(nèi)切(qiē)除盡可(kě)能多的材料。粗加工對(duì)表(biǎo)麵質量要求不高。開槽時應盡量選擇大尺寸刀具,以改善切削性能,提(tí)高切削效率。另外(wài)由於(yú)該葉輪在工藝安排上取消了半精加工,同時考慮到葉輪精加工時不穩定的切削狀態(tài),這就對粗(cū)開槽後葉(yè)輪的狀態提出了適合於精加工的嚴格的要求。
首先,粗(cū)加工後葉片(piàn)的餘量不宜太小。由於鈦合金彈性模量小,硬度又相對較高,加之葉片(piàn)剛性較差,因此粗開槽後的留量不能太小。一方麵會影響葉片的(de)成型精(jīng)度和表麵質量,甚至尺寸精度;另一(yī)方麵會縮短刀具壽命。同時也(yě)不宜太大,否(fǒu)則較難獲得高質量表麵粗糙度。根據經驗,餘量一般在2~4mm 之間。其次,粗開槽(cáo)後的餘量一定要均勻,避免葉片上的餘量有突然變(biàn)化,否則精(jīng)加工時在餘量突變處由於葉片變形不一致,產生過渡痕跡,影響表麵(miàn)質量。再次,葉片(piàn)表麵的餘量要盡可能做成(chéng)塔形,即(jí)餘量從葉片(piàn)頂部到葉片根部逐漸增加,來增強葉片的(de)剛性。塔形餘量的葉片具有較強的(de)剛(gāng)性(xìng),可以減(jiǎn)輕(qīng)精加工(gōng)時引起的振動。
根據以(yǐ)上對整體葉輪開槽提出的要求,現對以(yǐ)下幾種開槽路徑規劃(huá)進行介紹:
a. 將葉輪臥壓在機床上,適合於從軸(zhóu)向看葉片沒有重疊且沒有扭曲的葉輪,否則會使開槽去除毛坯餘量不徹底,不能達到去除流道間餘量的目的;
b. 對根據餘量偏(piān)移後的葉片進行仿型銑削。這種方式留量均勻,但開槽過(guò)程中,銑削偏移後的葉片時總有半圈是整個刀具(球頭和側刃)參加切削,使切削進給率不能提高(gāo),且影(yǐng)響刀具壽命;
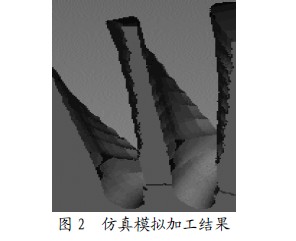
c. 針對以(yǐ)上兩種開槽方式的缺(quē)點,本文(wén)提出根據葉輪流道方向(xiàng)逐層由上而下建立刀路,通過控製每層在流道間的加工麵積來實現在葉片上的留(liú)量,同時可根據加工麵積(jī)的不同來實現在葉片上的餘量成塔形,從而保證葉(yè)片剛(gāng)性。圖2 為仿真模擬加工完成後的情況。
三種粗加工方式比較如表1。

本文采(cǎi)用沿流(liú)道逐層開槽的方式。實際加工表明該方式具有效率高(gāo),開槽後(hòu)葉片餘量均勻,同(tóng)時保證葉片(piàn)具有足夠的剛性。另外該方式對刀具刃長要求較短,可避免過長的刀刃參加切削,切削力小。刀具幹涉(shè)少,排屑情況好,冷卻充分。
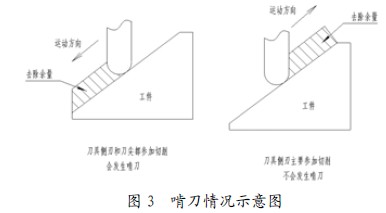
由於鈦(tài)合金加工過程中爬坡銑時存在啃刀現象,因此切削進給率不能很高。爬坡銑時的切削條件極(jí)不(bú)穩定,刀具接(jiē)近中心處由於線切削(xuē)速度幾乎為零,因(yīn)此(cǐ)極易發(fā)生崩刃(rèn)。實際加(jiā)工表明,存在爬坡銑的情況下(xià),向上銑(xǐ)的(de)刀具壽命優於向下(xià)銑。向上銑刀具中心不參加切削,刀具不易發生啃(kěn)刀和崩刃,因此應(yīng)該采用向上銑。圖3 為啃(kěn)刀情況示(shì)意圖。
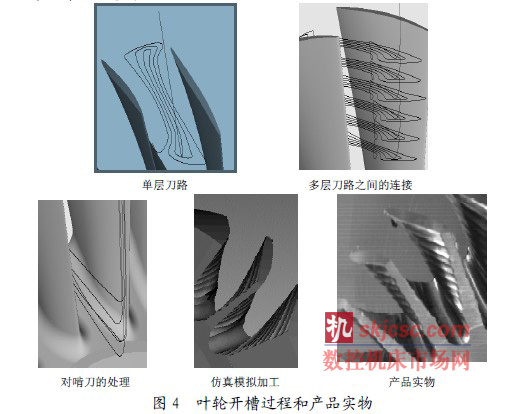
為了避(bì)免啃刀(dāo)和粗開(kāi)槽全過程頻繁抬(tái)刀,在建立刀路過程中,使流道的上幾層刀路(lù)與XY 平麵平行,采用(yòng)等高銑刀具路徑(jìng)。下幾層刀路由下而(ér)上走刀,采用向上(shàng)銑刀(dāo)具路徑。通過對刀具(jù)路徑進行(háng)後置處理,最終在低檔四軸聯動機床上實現了葉輪的粗開槽。圖(tú)4 為葉輪開(kāi)槽過程(chéng)和產品實物。
5 葉片精加工和輪轂麵精掃底
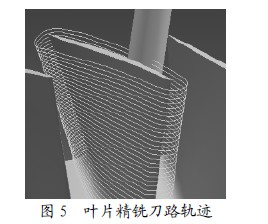
葉片精加工和輪(lún)轂麵精掃底是葉輪加工的重點部分,其加(jiā)工精度和表麵質量對葉輪的性能影響很大。采用UG 的可變軸(zhóu)輪廓銑對葉片精加工進行編程,切削(xuē)方式采用順銑,每層加工步長(zhǎng)0.3mm,表麵粗糙度為0.01mm。圖5 為葉片精銑刀路(lù)軌跡。
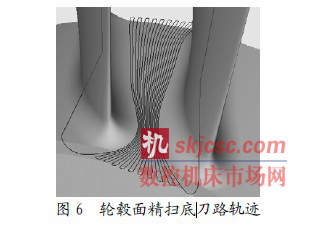
輪轂麵精掃底采用ZIG-ZAG雙向往複切削方式(shì),使刀路沿流道方向雙向往複加工。該切削(xuē)方式的特點是切削過程中順銑逆銑交替進行,其加工效率高。圖6 為輪轂麵(miàn)精掃底刀(dāo)路軌跡。
6 葉(yè)輪精加工刀具和切削(xuē)參數的選擇
在實際加工中,由於精銑(xǐ)加工存在不穩定的切削狀態,因此刀具參數的(de)合理選擇和加工參數的匹(pǐ)配,對鈦合金葉輪的加(jiā)工效(xiào)率、表(biǎo)麵質量有重要影響。在精加工時解決不穩定切削狀態的一個重要途徑是選擇合適的精加工刀具。根(gēn)據鈦(tài)合金的加工特點和(hé)我們在鈦合金加工方麵的經驗,其精加工刀具材料一般選用細晶粒硬(yìng)質合金YL10.2。鈦(tài)合金(jīn)加工刀具後角(jiǎo)的選擇是(shì)最關鍵(jiàn)的。適當增大後角可以提高刀具的耐用度,但同時會發生崩刃的(de)現象,一般選(xuǎn)擇8°~10°。前刀麵與材料的接觸麵小,則前(qián)刀(dāo)麵的磨損小,應選擇較小前角(jiǎo),前(qián)角取值應在10°以內。螺旋角對刀具前角有較大的影響,增大螺旋角可以提高(gāo)刀具實(shí)際切削前角,這樣可以避免因前角過大而降低(dī)刀(dāo)具強度,又可以減小切削力,提高刀具(jù)壽(shòu)命。根據經驗,加工鈦(tài)合金刀具螺旋(xuán)角應在(zài)30°~40°之間。實際加工表明葉輪精加工刀具的輪廓度對葉片的成型質量有重要影響,若刀具實際廓形與理論廓形相差(chà)較大,在精加工時會將刀具廓形誤差反映在葉片上(shàng),影響葉片型麵的(de)成型質量,因此必須對葉輪精(jīng)加工刀具的廓形進行嚴格(gé)的控製。
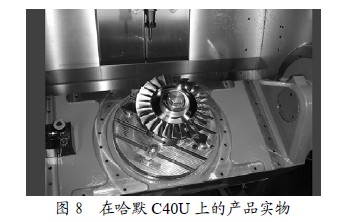
對加工質量和效率有重(chóng)要影響的另一因(yīn)素是切削參(cān)數的匹配和機床的選擇。本文采用哈默C40U 五軸數控(kòng)機床進行葉輪的加(jiā)工,轉速選擇10000rin/min,進給(gěi)率900mm/min。最終高效率地(dì)加工出表麵質量較好的(de)鈦合金整體葉輪。圖(tú)8 為在哈(hā)默C40U 上加工完後的產品實物。
7 結(jié)束語
葉輪的加工(gōng)主要是在昂貴的多軸高性能數控機(jī)床上進行的,如何降低成本,提高效率和質量是工程技術人員研究的重點。本文結(jié)合某鈦合金整體葉輪的加工(gōng)過程,調整工藝流程,提出一種新的粗加工刀路規劃,在五軸高速銑床(chuáng)上高轉速、高進給地實現了葉輪的加工。實(shí)際加工(gōng)表明,該方案能高效(xiào)率、高質量地(dì)完成鈦合金(jīn)整體葉輪的加工。
a. 本文重點介紹了粗開槽階段的刀位規劃。分析和比較了三種粗開槽方式的優缺點,提出了沿流道方向逐(zhú)層由上而下進行開槽的(de)方法。該(gāi)方法具有開槽效率(lǜ)高,留量均勻,開(kāi)槽後葉片的剛性好,更適合精加工的優點;
b. 在葉輪精加工時選擇合理的刀具參數和切削參數,最終采用哈默C40U 五軸高速加工中心,用高轉速、高進給實現(xiàn)了高效率、高(gāo)質(zhì)量的(de)加工。
如果您有機床行業、企業(yè)相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯(lián)係本網(wǎng)編輯部, 郵箱(xiāng):skjcsc@vip.sina.com






馬")

