
羅茨鼓風機作為一種強製送風設備,在礦山、煉焦廠等得到了廣泛應用。葉輪是羅茨鼓風機的關鍵部件,一般情況下其截麵采用漸開(kāi)線的截型(如圖1 所示)。漸開線截麵的加工通常情況下采用數控(kòng)刨或者非圓插(chā)齒機插削(xuē)方法進行加工。但(dàn)是,對於(yú)中小型企業,投(tóu)資數控刨或者非圓插齒機其成本比較高,另外,生產成本也會有所提升。如何利用一種成本比較低的方(fāng)法解決漸開線轉子的加工(gōng)是各廠家經常討論的問題。我們根據漸開線的成型原理(lǐ),利用(yòng)牛頭刨床,配上專用的工藝裝配,找到了一種生產和設備投入成本都比較低的加工方法。實踐證明,使用這種方法既保證了零件的加工精度,又達到了降低成本(běn)的目的。

1 漸開線葉輪成(chéng)型(xíng)原理
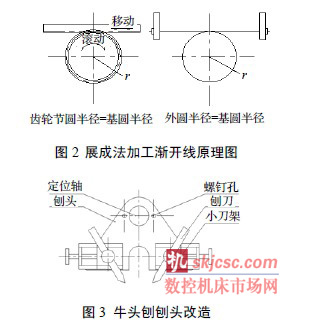
漸開線葉輪成型和漸開線齒輪的成(chéng)型原理(lǐ)一樣,在加工漸開線齒輪的時候是采用展成法的加(jiā)工方法進行,即在一個分度圓上,刀具在平動的同時,齒輪本身(shēn)做轉動,形成最終的漸開線齒廓(kuò)(如圖2所示(shì))。我們把加工(gōng)漸開線(xiàn)齒輪的方法借鑒到漸開線葉輪的加工中(zhōng),利用工藝裝備來保證刀具平動與葉(yè)輪本身轉動的同時進行。
2 機(jī)床改造及工藝(yì)裝備設計
機床改造時,主要是對牛頭刨刨頭的改造,將牛頭刨的刨頭連同刀架一同(tóng)拆去,安裝一套如圖3所示的(de)雙耳(ěr)型刀架底板,圖3 上圓(yuán)孔(kǒng)與滑枕前端轉盤配合定位,並用轉盤的環型T 型槽中的螺釘固定,兩孔處安裝兩套車床刀架的中、上部分,將其(qí)原(yuán)方刀台部分的位置固定兩套刨床拖板刀箱,並使小刀架進刀(dāo)方向與(yǔ)工作台相平行。使用兩套刀架的目的是為了平衡了轉子兩邊的切削抗(kàng)力,提高了切削穩定性,保證(zhèng)了加工精度,使加工的線形較為精確,同時提高了加工效率。
改造完牛頭刨(páo)刨頭之後,所要進行的是相關工藝裝備的(de)設計。轉子在加工過程中,既要隨工作(zuò)台進行水平運(yùn)動,又要進行圍繞轉子軸的轉動(dòng)。因此,在設計工(gōng)藝裝備時(shí),要同(tóng)時考慮該工藝裝備的夾(jiá)緊和分度(如圖4 所(suǒ)示)。前部分為工件定位裝夾部分。按轉子軸徑分別固定在前後支架孔內(孔製成上下(xià)分離鞍型結構(gòu)),利用鎖緊塊與分度盤的前半部分固定鎖緊,通過鎖緊塊的後一部分與同軸的滾圓或齒輪聯接。後部分為夾具的分(fèn)度裝置。分度裝置的(de)前(qián)後部分是(shì)通過圓周上製成極其精確的180°軸向槽固定兩件分度鍵相連,分度鍵分(fèn)別用兩(liǎng)個螺釘固定在圓周上,前後部分各孔同心度0.01 mm。
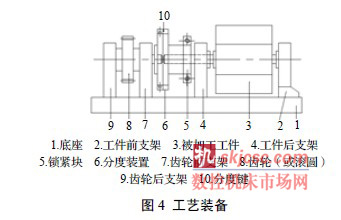
在(zài)進行轉子加工時,把工藝裝備固定在牛頭刨的工作台上,並利用芯軸進行調整,使工藝裝備的主軸中心與刨刀平行。調整工藝裝備的分度裝置,並把(bǎ)齒條(tiáo)或者鋼帶固定在牛頭刨的床(chuáng)身。這樣,工藝(yì)裝備隨工作台進行水平運動,工藝裝備的(de)主軸(zhóu)在齒條或者鋼帶的帶動下繞(rào)主軸中心進行轉動,實現漸(jiàn)開線的展成加工。
3 使用(yòng)效(xiào)果
使用改(gǎi)造後的牛頭刨床,加工(gōng)葉輪,加工成型後(hòu),利用專用的樣板(利用(yòng)線切割加工成(chéng)的專用驗具)進行檢(jiǎn)測,其形位誤差(chà)為0.03~0.04 mm,用百分表檢查與轉子軸線的對稱度(dù)為(wéi)0.04 mm,尺寸精度在0.04 mm 以內。安裝在羅茨鼓風機上後,使用效果和利(lì)用數(shù)控加工所加工成的葉輪其效果一樣。但(dàn)是,其成本卻得到了降低。因此,對於中小企業,不妨可以換一下思路(lù),利用(yòng)普通的加工設備,配上專用的工(gōng)藝(yì)裝備來實現漸開(kāi)線葉(yè)輪的加工。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








