
0 引言
鈦合(hé)金材料以其高強度(dù)、耐高溫、抗腐蝕、輕質等良好的綜合物理機械性能, 被廣泛(fàn)應用於航(háng)天、航空、航海、石油、造船等工(gōng)業領域。但與傳統金屬材料(liào)相比其機(jī)械加工性(xìng)能相對較(jiào)差,
主要體現於如下幾個方麵[ 1] :
( 1) 切削(xuē)條件要求較高。鈦合(hé)金材料對切削速度非常敏感, 欠合理的切削參數選(xuǎn)擇會(huì)極大地(dì)縮減刀具的壽命。
( 2) 切削溫度高。鈦(tài)合金材料導(dǎo)熱係數小, 散熱條件差, 在切削過(guò)程中刀具與切屑間的摩擦係數大, 切削熱集中於刀刃附近, 因此(cǐ), 會造(zào)成切屑與刀具接觸界(jiè)麵溫度過高(gāo)。
( 3) 彈性恢複大。鈦合金彈性模量小, 在切削力作用下產生較大的彈性恢複。對大徑(jìng)深孔加工來說, 由(yóu)於孔收縮量(liàng)較大,故易造成鑽頭刃帶與(yǔ)孔壁間產生摩擦, 嚴重時可能導致鑽(zuàn)頭“抱死” 。大回彈量將使刀具的實際切削後(hòu)角(jiǎo)減小, 加劇了後刀麵與加工表麵間(jiān)的摩擦。
( 4) 刀尖應力大。計算結果表明, 鈦合金材料的切削應力約是中碳鋼的1. 3 倍。由於刀尖附近應力集中, 所以刀尖或切削刃極(jí)易磨損。
( 5) 變形(xíng)係數小。加工鈦合金時(shí), 經(jīng)常可以看(kàn)到形成(chéng)擠裂的切屑, 且刀具易(yì)磨損, 其主要原因是切屑沿(yán)著前刀麵流出的速度大於(yú)其他材料對(duì)前刀麵的摩擦。
( 6) 化學活性高。在一定切削溫度條件下, 鈦吸收大氣中的氧、氮、氫等元(yuán)素, 而形成氧化鈦、氮化(huà)鈦和氫化(huà)鈦薄膜, 使(shǐ)表麵層硬化和變脆, 降低了塑性, 加大了加工硬化程度, 從而加劇了刀(dāo)具磨損。
( 7) 粘結磨損及(jí)擴散磨損較突出。切(qiē)削(xuē)時(shí)由於鈦合金的親和力大, 而使摩擦表麵的接觸點(diǎn)容易相互粘結。在相對運動下,帶走刀具材料而造成粘結磨損。
針對上述問題, 本文緊密結合鈦合金電纜端(duān)子零件的生產,著重研究和探討(tǎo)鈦(tài)合(hé)金材料的(de)數控加工工藝方(fāng)法和實用技術,其中包(bāo)括刀具幾何形狀的合理選擇、切削參數優化、以及采用普通高速鋼鑽頭和立銑刀加(jiā)工高精度大孔徑比鈦合金孔的加工(gōng)工(gōng)藝(yì)路(lù)線和措施。
1 加工設備及刀具的選擇
1. 1 加工設備
因普通(tōng)機(jī)床的(de)加工過程是機械的、固定的, 主軸和切削進率一般是不可調的, 所以用其加工鈦合金(jīn)孔特別是孔(kǒng)徑比較大時,排屑不(bú)及時鑽屑經常被(bèi)粘結在鑽頭上, 增加摩(mó)擦則會引發過熱現象產生, 若加工設備或工藝係統剛性較差(chà), 則會產生係統振動甚至折斷鑽頭。
數(shù)控加工中(zhōng)心具有機床剛度強、加工適應範圍廣(guǎng)、精度高、加工過程可編程控製、操(cāo)作靈活主軸轉數和進給率隨時可調等特點, 若合理安排加工工藝, 正確選擇刃具幾何角度, 優化(huà)的切削參數和靈活的數(shù)控程序(xù), 是鈦合金材料及其它特種材料加工的最(zuì)佳設備。
2. 2 加工刀具
從理論上講(jiǎng), 加工鈦合金時, 應盡可能選擇與鈦合金化學親和力(lì)小(xiǎo)的刀具材料、合理的刀具幾何形狀, 切削刃後角要大於普通刀具且要保持鋒(fēng)利。和切削用量一般小於加工普通鋼材的用量, 同時, 增加加工係統(tǒng)的剛性, 配以高效的冷卻液。
但是, 對於諸多非專(zhuān)業加工鈦合金企業(yè), 在生產(chǎn)批量小和周期短(duǎn)等條件下, 訂購專用刀(dāo)具在經濟和時間上往往是不可行的(de),隻能利用現有的通用刀具加(jiā)以修磨改進。
2 加工工藝的分析
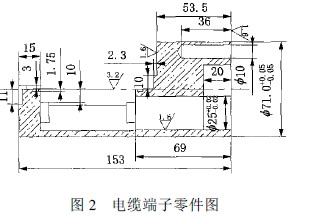
本文通過在立(lì)式加工中心上加工TC4 鈦合金海底電纜接頭( 如圖1 所示(shì))這一實例, 詳細地對比分析了(le)刀具和工藝在改進前後的加工效果和(hé)產生原因。電纜接頭型(xíng)腔(qiāng)部分前序已加工完成, 現主要分析圖2 中粗糙度為(wéi)1.6Lm、深69mm、φ28mm 孔的加工過程。
2.1 沿用傳統鋼件加工工藝
高速鋼刀具切削速度(dù)小於15m/ min, 進給量每切削刃小於0. 02mm, 加工工藝路線如下:
( 1) 采用直徑為(wéi)<2. 5mm 的高速鋼中心鑽(zuàn), 加工方式使用G81 鑽孔固定(dìng)循(xún)環打中心孔。
( 2) 首先采用直徑<12mm 高(gāo)速鋼鑽(zuàn)頭鑽底孔, 用<20mm 鑽頭第一次擴孔, 然後用<27. 5mm 鑽頭進行第二次(cì)擴孔, 加工方式均采用加工深(shēn)孔固定循環G83 啄式(shì)鑽孔。
( 3) 采用<27. 8mm 單(dān)頭高速鋼鏜刀粗鏜, <28mm 單(dān)頭高速鋼鏜刀(dāo)精(jīng)鏜, 加工方式采用(yòng)鏜鉸孔(kǒng)固定循環(huán)G86。
( 4) 加工冷卻液為冷(lěng)卻機油。
本加工中心控製係統FANUC 0- M。G81 為加工中心孔固(gù)定循, 指(zhǐ)令功(gōng)能: 鑽孔到設定深度(dù); 鑽頭快(kuài)速提刀; 退出工件的上表麵一定高度。G83 為(wéi)鑽孔(kǒng)固定循環(huán), 指令功能: 每鑽進一定深度(dù); 鑽頭快速(sù)提刀; 退出工件的上表麵一定高度; 然後再(zài)快進回到原加工深度繼續加工。G86 為鏜、鉸孔固定循環, 指令功(gōng)能:以攻(gōng)進速度鏜孔到設定深度; 主(zhǔ)軸停轉; 快速(sù)提刀; 退出(chū)工件的上表麵一定高度; 主軸再轉(zhuǎn)。
2.2 傳(chuán)統工藝加工效果及原因分(fèn)析
( 1) 鑽中心孔, 主軸轉速1500~ 1800 轉, 鑽孔深(shēn)度3mm, 加工方式G81 固(gù)定循環。加工效果: 加工(gōng)基本正常。
原因分析: 加工孔較淺時加工所產(chǎn)生的(de)熱量很少, 對加工影響很小。
( 2) 直徑<12mm 高速鋼鑽頭鑽底孔, 主軸轉速400 轉, 鑽孔深度(dù)73mm, 加工方(fāng)式深孔固(gù)定循環G83, 用意減小用大直徑鑽頭鑽孔時的切削力。
加工效果: 加(jiā)工孔不太深時情況基本正常, 加工孔較深時噪(zào)聲加大。
原因分析: 因為鑽孔(kǒng)采用了G83 固(gù)定循環, 第一解決了因鈦合金(jīn)變形係數小易形成擠裂碎切(qiē)屑, 不(bú)容易沿著鑽頭的排屑槽自然排屑的問(wèn)題; 第二改善了(le)因切削鈦合金時摩擦係數大、導熱係數小、散熱條件差, 而造成的刀具過(guò)熱磨損加快的現象, 所以加工孔徑比較小(xiǎo)時(shí)加工基本正常, 當孔加工到較深時, 由於鈦合金彈性模量小(xiǎo)彈性恢複大的特性, 已(yǐ)加工的的孔麵與鑽頭(tóu)的刃帶(dài)發生摩擦產生噪聲。
( 3)<20mm 和<27. 5mm 高速鋼鑽頭擴孔, 鑽孔深度75mm, 主(zhǔ)軸轉速分別250 和180 轉, 加工方式仍采用G83 固定循環。用(yòng)意減小切削力。
加工效果: 擴孔加(jiā)工過程中雖然還是采用G83 固定(dìng)循環(huán), 但是(shì)加工中噪聲越來越大, 加工中心的扭(niǔ)矩表針來回大幅度擺動,切削力急劇增加, 並伴有振動(dòng), 鑽頭磨損嚴重, 特別是切削刃在原底孔直徑處磨損更為(wéi)嚴重, 以至於無法正常加工。
原因分析: ¹ 因鈦(tài)合金彈性模量小, 在切削力作用下產生較大的彈性恢複, 特別是加工大徑(jìng)孔時(shí)孔收(shōu)縮量較(jiào)大, 造成鑽頭刃(rèn)帶與孔壁(bì)間(jiān)產生摩擦, 所以產生了較大的噪聲(shēng)和(hé)切(qiē)削力, 甚至鑽(zuàn)頭與鈦合金有抱死的傾向( 扭矩表跳動、切削力突然加大) 。
因為鈦合金化學(xué)活性高, 切削溫度升高的條件下, 鈦吸收大氣中的氧、氮、氫等元素而形成(chéng)氧化鈦、氮化鈦和氫化鈦薄膜, 使表麵層硬化、變脆、降低了塑性, 加大了加工硬化程度, 所以造成了(le)擴孔時鑽頭磨損, 特別是在原底孔直(zhí)徑處磨損更為嚴重的(de)現(xiàn)象。
( 4) 鏜孔<27. 8mm 單頭高速鋼鏜刀粗鏜,<28mm 單頭高(gāo)速鋼鏜刀精鏜, 主軸轉速在170~ 200 轉, 加(jiā)工方式G86 固定(dìng)循環。加工效果(guǒ): 刀具磨損快, 孔的尺(chǐ)寸精度、光潔度都難(nán)於保證(zhèng),且加工效率極(jí)低。
原因分析: 鏜孔難(nán)於保證精度, 一是因為前(qián)序加工鈦合金化學性質造成的硬化, 二是因為前序鑽頭刃帶與孔壁間產生摩擦(cā)造成的加(jiā)工硬化, 導致刀具磨損加快。
3 刀具的改進
基於上述分析, 使用深孔鑽(zuàn)固定循環G83 指(zhǐ)令, 根據實際加工情況調整每次鑽削進給量(liàng), 有效地解決(jué)了加工鈦合金的(de)鑽孔倒(dǎo)屑難(nán)和刀具過熱磨損加快的現象。但是鑽孔時仍(réng)存在噪(zào)聲大、切削力(lì)大且不穩定的問題。因此, 必須改進鑽頭(tóu)幾何角度。鏜孔難於保證加工質量, 改用自行研製的基於四刃硬質合金立銑刀的<28mm 鏜- 擴鉸刀。具體措施如(rú)下:
( 1) 修磨(mó)鑽頭。因(yīn)標準鑽頭的倒錐度比較小, 加工大孔(kǒng)時孔收縮量較大, 會造成鑽頭後麵刃帶與孔壁間產生摩擦, 因此首先對大徑鑽頭(tóu)的刃帶部分進(jìn)行修磨, 其方法是: 將標準鑽頭切削刃以外(wài)原有倒錐(zhuī)角度加大, 增加到標準鑽頭的35 倍以上(shàng), < 27. 5mm 鑽頭倒錐為0. 7~ 1. 0 mm / 100 mm。為減(jiǎn)小切削力, 加大切削刃頂角角度, 鑽頭頂(dǐng)角為2Kr = 135b~ 140b。為減小軸向切削力, 將鑽頭的橫刃(rèn)部分修磨成S 形, 如(rú)圖3 所示。主切(qiē)削(xuē)刃修磨(mó)時跳動量需控製在(zài)0. 05mm 之內, 以免(miǎn)形成單刃切削。主切削刃後角應大於12b, 因為主(zhǔ)切削刃(rèn)與刃帶的(de)交(jiāo)點附近應力最(zuì)為集中, 且(qiě)冷(lěng)卻不好(hǎo), 會引起鑽頭切削刃過熱導致退火(huǒ), 造成刀具磨損, 所以將(jiāng)交點處用砂輪輕輕地磨出一個小的過(guò)渡圓弧r = 0. 5~ 1mm 左右, 這樣即可以防止尖點退火又可以減少尖點蹦刃。
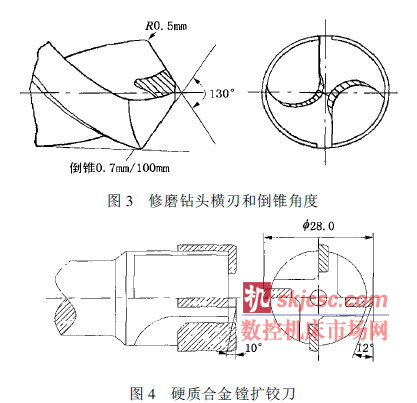
( 2) 鏜孔(kǒng)改為(wéi)鏜- 擴- 鉸孔。因為單頭高(gāo)速鋼鏜刀無法保證鏜孔的(de)質量, 且效率極低。為了改(gǎi)變這一現象, 對四刃硬質合金立銑刀(dāo)進行了改造(zào), 如圖4 所示。加工孔時, 立銑刀(dāo)的四個(gè)底(dǐ)刃相當於四刃鏜刀, 而立銑刀的四個立刃對孔又形成(chéng)了鉸孔, 從而即(jí)提高了加工孔的質量, 又提高了加工效率(lǜ)。特別應提出的是由於(yú)在切削力作用下鈦合金會產生較大的彈性恢複, 使刀具的實際(jì)切削後角減小, 進而導致後刀麵與加(jiā)工表麵間摩擦加(jiā)劇,切削力增大, 因此必須(xū)進行立刃後角修磨, 使其大於12b, 底(dǐ)刃後角大於10°。
4 加工工藝的改(gǎi)進
通過對鑽頭幾何角度的改進, 大大降低了加工時(shí)因鑽頭刃(rèn)帶與孔壁摩(mó)擦(cā)產生的噪(zào)聲, 切削力平穩。但還是伴有一定的噪聲, 擴(kuò)孔鑽(zuàn)頭在原底(dǐ)孔(kǒng)處仍存在嚴重磨損現象。經過多次反複實驗(yàn), 去掉了<12mm 鑽底孔和<20mm 鑽頭(tóu)擴孔(kǒng)工序, 加大了中心孔的(de)直(zhí)徑和孔的深度, 將<27. 5mm 鑽頭的橫刃部分修磨成(chéng)S形, 減小了鑽頭橫(héng)刃, 增強了定心作用。直接用<27. 5mm 鑽頭鑽孔, 仍使用加工深孔固定循環(huán)G83 Z- 75. 0 R5. 0 Q2. 0, 大孔一次加工到(dào)尺寸。實(shí)驗結果表明: 加工效果非常好, 噪聲小, 且切削平穩, 鑽頭沒有明顯磨損, 效(xiào)率大大提高。
使用自行改造的鏜- 擴- 鉸刀, 並且采用了(le)G86 Z- 80. 0R2. 0 F30 S200 鉸孔固定循環。特別要注意的是鏜- 擴- 鉸孔(kǒng)時, 提刀絕對不能以(yǐ)G00 的正常速度(dù)( 3m/ min) 快速提刀, 因為鈦合金彈性(xìng)恢(huī)複, 孔收縮量較大, 使刀(dāo)具受到較大的(de)徑向力作用,所以要將機床(chuáng)控製麵板上控製G00 實際(jì)運動速度的旋鈕, 調整到F 0( 機床內部設定一般為100~ 300mm/ min) 以(yǐ)這樣較慢的速度提刀, 確保(bǎo)安全、正常(cháng)加工。實驗結果: 加工效果非常好, 噪(zào)聲很小, 且切削平穩, 刀(dāo)具無磨損, 效率大大提高, 完全達到圖紙精度要求。
改進後的加工工藝為:
( 1) 用高(gāo)速鋼中心(xīn)鑽(<5mm) 打中心孔(kǒng)鑽孔深度5mm。
( 2) 用<27. 5mm 高速鋼鑽頭(tóu), 用(yòng)固定(dìng)循環G83 直(zhí)接鑽孔一次完(wán)成。
( 3) 用<28mm 四頭鏜- 擴- 鉸刀, 用固定循環G86 鏜- 擴- 鉸孔一次完成。
5 優化(huà)切削參數
利用加工中心的可編程性, 切削(xuē)進(jìn)給量和主軸轉數可隨時調整之特點, 首先(xiān)從(cóng)切削速度開始實驗。預先通(tōng)過計算(suàn)設定一個主軸轉數, 高速鋼鑽(zuàn)頭的切削速度V = 15m/ min, 每刃進(jìn)給量(liàng)f = 0. 02~ 0. 05mm/ r, 使用固定循環G83 Z- 80. 0 R5. 0 Q1. 0。實驗時主(zhǔ)要觀(guān)察噪聲、振動、切削力, 切削刃磨損等因素的變化情況。利用(yòng)G83 每(měi)次抬刀至工件表麵(miàn)之上時, 暫停程序, 主軸停轉, 觀察鑽頭切削刃的磨損情況, 如(rú)果切削情況不理想, 可以適當降低主轉(zhuǎn)速和切削進給量, 經過幾次調(diào)試達到最佳狀態。切削速度基本確定以後, 進(jìn)給量f 和G83 每次鑽進(jìn)量Q 值(zhí)可以同時調試, 這時的考核指標(biāo)是(shì)效率最高、磨損最小。通過(guò)若幹(gàn)孔的加工(gōng)實驗, 可尋找出(chū)一個比較理想的切削參數來。每刃進給量f = 0. 05~ 0. 1mm/ r, Q = 2~ 4mm, 觀察刀尖(jiān)有無過熱、退火現象, 有則適當減小Q 值。
預先設定一轉數(shù), 並通過計算和實驗(yàn), 確定(dìng)鏜- 擴- 鉸刀切削參數。硬質合金刀具的切削(xuē)速度V = 22~ 25m/ min 左右, 每刃進給量f = 0. 02~ 0. 05mm/ r; 使用鏜(táng)鉸孔固定循環(huán)G86 Z-80. 0 R2. 0F20~ 40 。這(zhè)時考核指標是光潔(jié)度高、效率高、磨損小。鏜- 擴- 鉸孔時, 控製鈦(tài)合金孔的溫升不(bú)能(néng)過高(gāo), 提刀(dāo)時將G00 控製旋(xuán)鈕調(diào)到F0 檔( 機床內部(bù)設定一般為(wéi)100~ 300mm/min) , 防止提刀過快給加(jiā)工帶來危險。
優化加工切削參數如(rú)下:
( 1) φ5. 0 中心鑽, V = 12m/ min; F = 20mm/ min。
( 2) φ27. 5mm 鑽(zuàn)頭, V = 12m/ mi; f = 0. 06mm/ r, G83 Z- 75. 0R5. 0 Q2. 0 F20 S150。
( 3) φ28mm 鏜- 擴- 鉸刀, V = 17. 5m/ min; f = 0. 04mm/ r, G86 Z- 80. 0, R2. 0 F30 S200。
6 結論
( 1) 了解鈦合金材(cái)料的加工特性, 特別要注意(yì)引(yǐn)言中提到的鈦合金特性( 1)、( 2) 、( 3)、( 6) 。
( 2) 正確選用刀(dāo)具的幾何角度, 加大刀具後角是關鍵。克服(fú)因鈦合(hé)金回彈使刀具切削的實(shí)際(jì)後角(jiǎo)減小, 加劇後刀(dāo)麵與加工表麵間的摩擦這一(yī)現象, 可以提(tí)高刀具(jù)耐用度。大直徑鑽頭要加大倒錐角度。
( 3) 合理(lǐ)安排加工工藝(yì), 盡量減少(shǎo)工(gōng)序, 加工餘量不應過小, 否則, 加工硬化(huà)會給下一道工序造成加工困難。
( 4) 正確選擇加工中切削用(yòng)量, 切削速度是影響刀具壽命的最關鍵因素, 切削刃過熱而引起磨損是刀具磨損中的主要因素, 所以使用普通刀具盡量采用低速切削。
( 5) 切削加工時冷卻要充分, 切削熱是(shì)加工(gōng)鈦合金中需要注意的重要問題。
以(yǐ)上經驗(yàn)具有普遍意義, 在普通(tōng)加工機床(chuáng)上也具有參考價值。在加工中心、數控機床上加工鈦合金應充分發揮(huī)數控機床的特性, 選(xuǎn)擇最(zuì)佳切削用量, 使加工效率(lǜ)達到最高。
如(rú)果您有(yǒu)機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com








