
一、深孔加工的概念
在機械製造業中, 孔的鑽削是機械加工的一個(gè)類別, 是常用的加(jiā)工方法(fǎ)。但是大直徑及小直徑的深孔(kǒng)鑽削是一個新的課題, 在生產中有許多筒、杆類零件需要用深孔加工的方法進行加工。例如(rú): 飛機的作動筒、活塞杆等高強度鋼。筒形件所需加工的深孔, ![]() 間, 有的> 1D 以上至37 倍左右, 而且有一定(dìng)的精度和光潔度要(yào)求, 因而(ér)隻有采用(yòng)深孔加工(gōng)的方法(fǎ), 才能達到設計圖紙的規定和保證產品質量。
間, 有的> 1D 以上至37 倍左右, 而且有一定(dìng)的精度和光潔度要(yào)求, 因而(ér)隻有采用(yòng)深孔加工(gōng)的方法(fǎ), 才能達到設計圖紙的規定和保證產品質量。
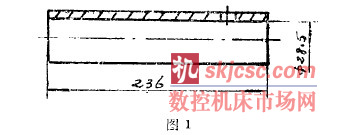
例(lì)1 . 加工一個外筒零件, 其長(zhǎng)度與直徑之比為8. 28 ( 見圖1 )
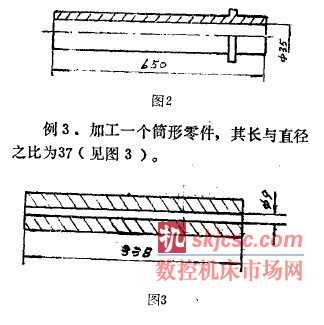
例2 . 加工(gōng)一個活塞杆, 其長度與直徑之比(bǐ)為18 . 5 ( 見圖2 )。
二、深孔加工的方式
刀(dāo)具和(hé)設備
1 、其加上方式按工序分大致有:.槍鑽 ( 或噴吸鑽(zuàn)、BT A 深孔鑽(zuàn)) 、推鑊、推鉸、拉鉸、超精磨等(děng)。
2 、所采(cǎi)用的刀具有: 搶孔鑽頭( 或單管噴吸鑽頭、B T A 深孔鑽頭)、推(tuī)錘刀、浮動幢刀、推鉸刀(dāo)、拉欽刀、超精磨頭等。在當前機加生產(chǎn)中采用的深孔刀真, 有的尚在試驗階段, 有的己(jǐ)用於生產, 現舉例論述兩種刀具。
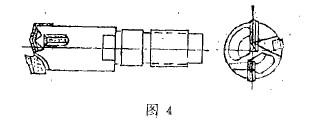
( 1 ) 單管噴吸鑽( 見圖4 )
零加設計部門在為新的(de)噴吸(xī)鑽設計及參考有關資料, 取消了6 個噴油小孔,’改為雙刃, 從(cóng)試驗情況來看(kàn), 能(néng)較好地解決切削、斷屑、排屑等間題, 生產效率也較高。但由於它的結構複雜, 切削(xuē)刃易損壞, 且難以(yǐ)重(chóng)磨, 目(mù)前尚處於試驗、改進(jìn)和完善階段。
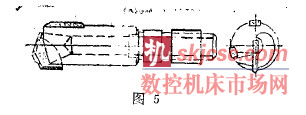
(2) BT A 深孔鑽(zuàn)(見圖5 ) B T A 深孔鑽亦稱單刃內排屑深孔鑽(zuàn), 有數種規格, 在緒構(gòu)上基本(běn)上沒有改變, 隻是在刃口上開(kāi)了幾(jǐ)條分屑槽, 結合D F係統使甩噴吸、排屑效果都較好卜工作效率(lǜ)及光潔度等級比原索統有提高獲談刀具結構簡單(dān), 易(yì)子(zǐ)製造, 成本也(yě)較低(dī)。
3、深孔鑽床
深孔鑽床又(yòu)稱深孔鑽幢床或深(shēn)孔加工機床, 加工孔的最大深度為1 .5米, 直徑為φ1 4~ φ8 5 m m 。
深孔加工機床類別有好幾機有專解(jiě)機床廠製造的, 也有各廠自J行仿製, 、談計及(jí)屠機床改裝的等等, 因而機床加工(gōng)產品的對象和規格也各有差異, 不盡相同(tóng)。本文慶敘述的是帶有典型並裝有D F係統裝置的型式,作(zuò)一概括介紹。
從圖(tú)中看出, 在主軸床頭箱處裝有專用夾具及空心頂針, 在空心頂(dǐng)針裝有零件的一端配有雞心卡擬, 以傳遞扭矩(jǔ), 在設備中部裝有可移動的拖板箱, 其中一端裝有可快速移(yí)動的空心頂針, 用來快速夾緊或鬆開零件, 空心頂針內孔是(shì)用來鑽頭開(kāi)始切削的導向孔, 在另一端裝有刀杆引導套‘刀杆的(de)前端與鑽(zuàn)頭( 或鏗、鉸刀) 用矩形螺紋連接(jiē), 一後端是用蓋帽連接固定在支架(jià)上, 通過女速機構, 控作著鑽削進給量(liàng), 中部托板箱恤麵與高壓油路相連, 加工時, 接通高壓浪泵, 高壓冷卻液經機床進入受油器, 以(yǐ)刀杆外(wài)部(bù)流入加工部位, 帶走熱量及切屑, 從力擇內排出, 稱之為冷卻液推壓式。
將D F 係(xì)統帶有流量調節鑲套的裝置,配製在走刀架後端部位, 側(cè)麵用軟管連接至
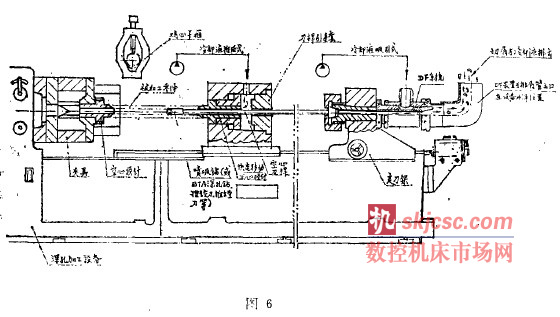
高壓油泵, 加工時, 由另一高壓油從後部流入刀杆(gǎn)尾錐與流(liú)量調節錐套的間隙, 由於噴射間隙的作用, 形成一個封閉右勺具有一定角度的錐體網狀渦流環, 使刀杆內孔及後部形成真空狀態, 成為低壓區, 使切屑隨著冷卻液通過排屑管進入集屑箱內。稱之為冷卻液(yè)吸引式(shì)。
三、深孔鑽削係統
保孔鑽削係統又稱深孔加工係緘由於加工精度、效率的關係, 經淘汰隻剩下三種係統即槍鑽係統, 噴鑽係統, BT A 係統. ,現在較發達(dá)的(de)資本(běn)主義國家裏, 在運用深孔鑽削方麵出現了一種D F 係統, 它來源於噴吸鑽(zuàn), 並已用於生產, 取得了(le)較好的效果, ,通過實踐證明(míng), 優於其他三種係統,、現分(fèn)別簡(jiǎn)略介紹如下:
1 、槍鑽係(xì)統
冷卻液從刀捍內部到達切削區, 切屑從孔內壁與刀捍V 形槽(cáo)之間, 靠高壓冷卻液推出, 即所(suǒ)謂冷卻液推屑法, 因為排屑空間較大(dà), 切屑易於排出, 這種刀(dāo)具的特點是加工效率低, 這是因為(wéi)使用(yòng)了V 形刀杆, 會引起扭曲和彎(wān)曲, 不能高(gāo)速進給。
而采用K 係硬質合金(jīn)刀具(jù)加工鋼件(jiàn)時(shí), 易於產生刀疤, 而使加工表麵光潔度差, 有(yǒu)時還會劃傷零件。
2、B T A 係統
冷卻液從孔的內壁(bì)和(hé)刀杆外徑之向的縫隙裏到達切削區, 切削被高速冷卻液從刀捍內推出, 由於刀捍是管狀的, 因而剛度好,有可能進行大進給量的高速切(qiē)削, 但在加工小孔時, 由於冷卻液通(tōng)道小, 排屑困難, 故加工直徑(jìng)12 m m 以下的孔效果不佳。
3、噴吸鑽係(xì)統
噴吸鑽的刀捍和BT A 係統一樣(yàng)是管狀(zhuàng)的, 但它是雙層管, 應用真空(kōng)效(xiào)應將一(yī)切屑吸出。由於剛度較高(gāo), 可采用大進給量加工,但加工太深較小的孔時, 由於冷卻液通道窄小, 用(yòng)真空效應排屑較困難, 其缺點是冷卻液的供應方式不(bú)能抑製刀杆的振動。4 、D F係統( 見圖6 )
首先(xiān)了解什麽是(shì)D F 係統D F 為英文D o u b le Fe e d e r 的縮寫, 原文為切削油雙向進給的意思。D F係統就是深孔鑽削設備上的雙(shuāng)向加油噴吸與(yǔ)抽吸流量調節係統, 它包括(kuò)固定在該設備上可調節噴、吸流量(liàng)的機構。
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊(xùn)合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








