
日本(běn)製鋼所采用了近淨形鑄鋼技術(shù)和熱軋鑄造技術製造了長25 米重4 0 0 噸的大型船用柴油發動機的曲軸, 並取得高質量、高效益的成(chéng)果(guǒ)。現將其作法摘(zhāi)要介紹如下:
一(yī)、船用曲軸
曲(qǔ)軸是柴油發動機直接與螺旋漿軸聯結而傳遞(dì)推進力的。船用柴油發動機曲軸的製造方法, 大體上有二種, 一是整體製造的曲軸, 主要用於中小船舶和發電(diàn)用中、高速的衝程的柴油發動機。另(lìng)一種是組裝式曲軸(zhóu), 主要用於大中型船舶和發電用低速二衝程柴油發動機, 是將曲拐(guǎi)和軸頸(jǐng)部件熱壓成為整體。
組裝式曲軸的曲拐有鍛造和鑄造(zào)二(èr)種製造方法, 鍛造方法(fǎ)需要用壓(yā)力機等裝備(bèi)氣割及機械加工(gōng)費用高, 因而土程的負荷(hé)大, 製造成本高。但是由(yóu)於用壓力機(jī)加工, 疲勞強度可提高。鑄造方法與鍛造方法比(bǐ), 在成本上(shàng)有優越性, 可批(pī)量生產, 但疲勞強度比鍛造的低。
發動機缸套內的火卜發力, 通過連杆傳到曲拐頸, 此力使曲軸旋轉, 因而曲頸與(yǔ)拐臂間圓角部要求材料有高疲勞(láo)強度(dù)特性。因而對於組裝曲拐, 要開發新的鑄鋼工藝, 使(shǐ)其有與鍛造相當的高疲勞強度。
二、協桐工藝研究
利用鑄造工藝的優勢, 改善生產效率(lǜ)和單位消耗(hào), 對於最大壁厚(hòu)達一米, 重t 達3 5 噸的超厚超(chāo)重的曲(qǔ)拐, 鑄造時要達到近(jìn)淨型水平。有以下三個(gè)課題。
(1) 鑄造缺欠的預測和控製(zhì)技術, 鑄(zhù)鋼件是向(xiàng)冒口方向進行凝固的。為求得能對凝固收縮補充鋼水的(de)方案, 重要的拐頸(jǐng)部位,冒口的設計應使其(qí)不(bú)出缺陷而(ér)且要增加工工藝補正量, 這是鑄造(zào)工藝的常(cháng)識, 但采用這種方案鑄成後要用氣割和機械加工的部位很多。要充分利用鑄造的優點, 使其(qí)近淨形化(huà). 製造沒有工藝補正t 淨型鑄件。對於鋼水補給通道(dào)容易中斷, 近淨形狀(拐頸與拐臂(bì)間圓角也鑄出) , 要適當地配合使用冷鐵和發熱材料, 通過總體安排, 使軸頸和圓角等(děng)重要部位(wèi)不產生縮孔缺陷, 所謂方向性凝固是最好的方案。為(wéi)使這個方案做得最好, 用三維傳熱分析模擬和實際產生縮孔的位置進行複核, 判斷(duàn)縮孔巢判定的參數為(wéi)G I , G為溫度(dù)濕度(℃尹se c) , R 為凝固速率(CMI 以(yǐ)沁)(二新山參數(shù))在某一定值以下, 極厚的鑄(zhù)件就會產生縮孔。以(yǐ)這(zhè)個產生缺陷的臨(lín)界值為基準, 通過後熱分析就(jiù)可以預測出可(kě)能產(chǎn)生缺(quē)陷的位置, 從而決定實施的方案, 可完全不發生有害的缺(quē)陷。
(2 )熱裂(liè)的預測和(hé)防止圓角處是個重要的部位。是個熱節點(diǎn), 根據條件可產熱裂,因而必須(xū)避免出現。開發(fā)的途徑是: 預測(cè)拐頸的圓角部位熱(rè)裂的發生。考慮到曲拐的形狀, 進行(háng)了凝固時熱裂的小型模型(xíng)化(huà)實驗,並(bìng)結合熱應(yīng)力分析結果(guǒ)進行核對。這項小型(xíng)實驗中, 改變圓角的尺寸, R =0. 20、40、6 0m m 等。角部位鑄型的也改變, 從砂型、冷鐵以又埋人可收縮材料的砂型(xíng)等, 作了各種組合的試驗。裂紋的評價方(fāng)法, 是采用磁粉探傷檢查, 以求得裂紋(wén)缺陷長度與角部位全長的比, 即裂紋率(% ) , 另外從熱(rè)應(yīng)力(lì)分析結果計算出最大應變量(% ). 以(yǐ)此作出裂紋一應變圖表(biǎo), 從而找出裂紋產生的(de)臨界應變最。2 m ax =0., 2 。實際(jì)產品也適用此圖表, 通過決定R 的極限尺寸, 決定了(le)角部的最佳形狀為R =20m m , 這些數據也可適(shì)用於近淨型鑄件的生產。
(3 )防止粘砂
為使冒口及鑄(zhù)件周圍達到近淨形化, 鑄型澆注時進行了實測和熱分析模擬, 以掌握熱負荷時狀態。極厚的拐頸的脫模部位與液相線相近的溫度要持續數小(xiǎo)時以上, 條件相當苛刻(kè)。開始, 曾(céng)從耐火度的角度對鑄型用的耐火材料進行了研究試驗, 由於不容(róng)易與鑄體分離而放棄。從而再次對砂型進行了研究, 為了防止枯砂(shā), 對鑄型(xíng)用砂、粘結劑和塗料的最佳配合進行(háng)摸索, 不造成枯砂有以下幾種必要的條(tiáo)件(jiàn): 砂子要有一定的耐火度; 與鋼水不進行反(fǎn)應; 鋼水不進人砂型。按上述(shù)思路的進行小型試驗(yàn), 要使熱負荷嚴重的部位, 近淨型化(huà), 砂型的最佳(jiā)組合是: 原砂用人造莫來石砂; 粘(zhān)結劑用堿性酚醛樹脂; 塗料用特殊的氧化鋁(lǚ)塗(tú)料。這樣就可以在實際生產中得到沒(méi)有粘砂的鑄件。
三、局部鑄造技術
為使拐頸的(de)圓角部位(wèi)微壓縮而開發了熱軋加工法。由回轉工作台和加熱噴咀與加壓(yā)裝置本體組成。
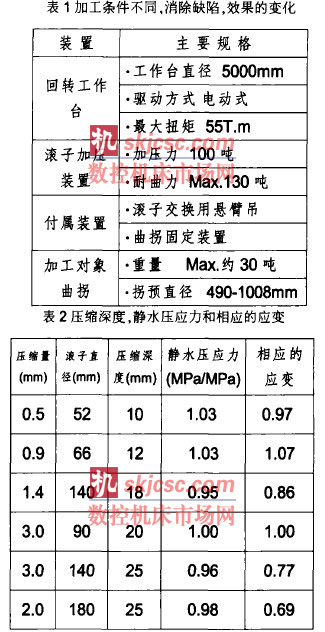
加(jiā)壓裝置本體可在垂直於紙麵的方向移動, 僅在軋輥工作時前進到回轉工作台上麵, 加壓裝置本體是兩側裝有油缸的可升降的C 形框結構, 這兩個油缸的(de)端部分別裝(zhuāng)有工作輥和支(zhī)撐輥,插進(jìn)曲拐的拐頸和圓角進行加(jiā)工。這(zhè)項技(jì)術的特點是(shì)明確了微(wēi)縮壓的條(tiáo)件和結構(gòu)緊湊(còu)的高耐荷重的重用軋輥的設計技術和作業條(tiáo)件。為適應各種不(bú)同的曲拐的熱軋加(jiā), 在滾子的設計上(shàng)也必須有尺寸的滾子(zǐ)。首先. 通過實驗改變滾子直徑和壓人量時微壓縮區的深度研究。加工條件不同(tóng)消除, 消除缺陷的效果也不同, 壓縮t 增加時, 效果的深度也增加, 但(dàn)不是直線, 滾子的直徑大時效果的深度也大, 詳見附表1 。
為了更加(jiā)明確微壓縮的條件, 進行了三維有限元(yuán)分析, 並(bìng)與實驗結果對比。微觀縮孔完全(quán)消失(shī)的深度界限, 靜水壓應力和相應的應變值見表2. 但是, 加工時的靜水壓應(yīng)力值, 實際上因加工溫度和材質的(de)不(bú)同(tóng)而改變, 變形阻力. 也不同, 而必(bì)須變化。以90 m m 直徑的滾子壓(yā)縮3 m m 時深20 m m 外的靜水壓應力作為微觀縮孔(kǒng)壓實的限度值. 以求得滾子直徑, 壓縮t , 壓實深度的關係。排除了溫度, 材質等不同影響而整理出來的, 可用於操作條(tiáo)件的設計。實際生(shēng)產的產品從表麵順次(cì)切削. 經過滲透操(cāo)作、磁粉操作, 確(què)認經(jīng)過熱軋加工後(hòu)從表層到30 m m , 深度已消除缺陷。
四、應用效果分析
由於近淨(jìng)型鑄(zhù)造工藝, 材料利用率約提高, 10%。機械加費用可降(jiàng)低6 7%。曲拐應力(lì)集中部位的拐頸和圓角, 由於(yú)熱軋化加工處理, 疲勞強度提高了26 %, 可以(yǐ)使鑄鋼(gāng)件的可靠性提高到鍛鋼件同等水平。
如果您有機床行業、企業相關新聞稿件發表(biǎo),或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






金(jīn)馬")

