
0 引言
自20 世紀40 年代起,國(guó)內外的(de)學者就對內冷卻磨削進行了大量研究,這些研究主要集中在開槽砂輪切削液內(nèi)冷卻[1-3]、多孔隙燒(shāo)結型(xíng)砂(shā)輪(lún)切削(xuē)液內冷卻[4-6]、徑向開孔電鍍(dù)CBN 砂輪低溫冷氣內冷卻[7]、徑向(xiàng)開孔(kǒng)砂(shā)輪切削液內冷卻[8-9]等幾個方麵。開槽砂輪切削(xuē)液內冷卻和多孔隙(xì)燒結型砂輪(lún)切削液內冷卻技術較(jiào)為成熟,在生(shēng)產(chǎn)中已經有所應用[5],但(dàn)是開槽砂輪的開槽(cáo)工藝複雜,成本高,同時在冷卻過程(chéng)中出現冷卻盲區,也無法實現連續冷卻。因此,開槽砂輪內冷卻在生產中應用很少。目前徑向開孔電鍍(dù)CBN 砂輪低溫冷氣(qì)內冷卻和徑向開孔砂輪切削液內冷卻技術尚處於實驗室研究階段,存在(zài)的主要問題是用低溫冷氣冷卻(què)有(yǒu)很好的冷卻效果,但低溫冷氣的抽取、壓縮和密(mì)封等裝置要求嚴格,使配置成(chéng)本很高。因此,磨(mó)削液的冷卻方式在目前還是最主(zhǔ)要的,是冷氣無法取代的。徑向開孔砂輪由於與試件接觸角度較大(dà),因此與試(shì)件的碰撞會產生較大的振動,並且會導致磨損加快,使加工質量不(bú)穩定,砂輪壽命縮短; 開孔砂輪製造困難,難(nán)於批量化生產,同時需要專用設備(bèi),因此成本較高。雖然內冷(lěng)卻磨削存在許多問(wèn)題,但是內冷卻磨削仍被大(dà)多數學者認為是降低磨削區溫度,避免磨削燒(shāo)傷的最有效的冷卻(què)方法,對內冷卻磨削技術的研究具有重要(yào)的理(lǐ)論和現實意義。
1 內冷卻平麵磨削實驗係統
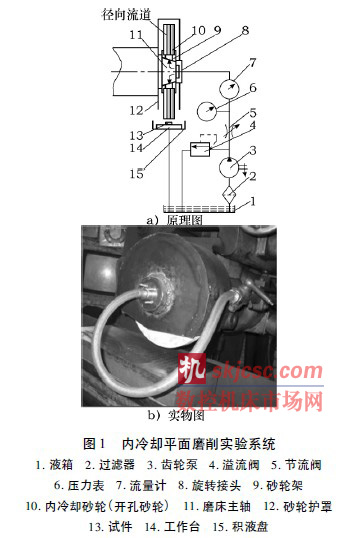
本文(wén)主要從兩(liǎng)個方麵研究開孔砂輪切削液內冷卻磨(mó)削,一是降低磨削溫度,避(bì)免磨削燒傷的效(xiào)果; 二是影響內冷卻磨(mó)削加工質量的因素。為(wéi)了達到以上研究的目的,筆者在對內冷卻磨(mó)削技術研究的基礎上,研製了用於M7130 平麵磨床(chuáng)的內冷(lěng)卻平麵磨削驗係統[11],如(rú)圖(tú)1 所示,該係統在進行磨削加工時,切(qiē)削液從開孔砂輪內部孔道直接(jiē)噴射到磨削區,破壞磨削區的封閉性,提高冷卻效果,降低磨削區溫度(dù),避免(miǎn)磨削燒傷、裂紋,提高磨削加工質量。
如圖1a 所示,內冷卻平麵磨削實(shí)驗係統主要由供液係統( 供液係(xì)統由(yóu)液箱(xiāng)1、過濾器2、齒輪泵3、溢流閥4 和節流閥5 構成(chéng)) 、砂輪架9、內冷卻砂(shā)輪( 開孔砂輪) 10 等部分(fèn)構成。內冷卻砂輪( 開孔砂輪(lún)) 10 通過砂輪(lún)架(jià)9 安裝(zhuāng)在磨床主軸11 上,試件13 通(tōng)過電磁吸盤(pán)或者夾具( 圖1 中未表示出來(lái)) 安裝在工作台14上。由液箱1、過濾器(qì)2、齒輪泵3、溢流(liú)閥4、節流(liú)閥5構成的(de)供液(yè)係統提供的切(qiē)削液通過旋轉接頭8,再經砂(shā)輪架9 內部孔道進(jìn)入開孔砂輪10 的中心區,在液壓力及離心力作用下沿徑向孔往外噴射,一部分(fèn)切削液直接作(zuò)用在磨削區,進行內冷卻; 一部分切削液被(bèi)砂輪(lún)護罩(zhào)12 遮擋、收集,從外部澆注到磨削加工部位,形成外冷卻。砂輪內部噴射出的切削液最終由積液盤15 收集,並流回液(yè)箱1 進行循環(huán)利用(yòng)。
2 實驗過程及實驗數據
磨(mó)削實驗用的試件有4 塊,尺寸為(wéi)60mm ×60mm ×20mm,材料為45 鋼鋼塊。普通砂輪和內冷卻砂輪各一片(piàn),砂輪參數如表1 所示。切削液采用5% 水基磨削(xuē)乳化液,最大(dà)流量為(wéi)125mL /s。

實驗1: 無切削液空(kōng)轉實驗。其目的(de)是在不通(tōng)切削液的情況下進行砂(shā)輪回轉強(qiáng)度試驗,並觀察係統的幹涉和砂輪振動情況(kuàng)。實驗時,將內冷卻平麵磨削係統安裝在M7130C 平麵磨床上,在不通切削液(yè)的情況下,進(jìn)行砂輪空轉實驗。第一次實驗發現係統振動較大,且伴隨有劇(jù)烈的噪聲。經過分析發現問題在於旋轉接頭的密封麵處潤滑不夠(gòu)充分,因此進(jìn)行第二次實驗時,在(zài)起動電動(dòng)機之前(qián),先通切削液對旋轉接頭密封麵進行潤滑,然後再關閉(bì)切削液,使係統在無切削液的狀態下空轉運行(háng),砂輪連續空轉時間大約5min,運行過程砂輪振動小,係統(tǒng)產生的噪聲也很小。實驗(yàn)表明: 砂輪回(huí)轉強(qiáng)度試驗合格; 內冷卻平麵磨削係統不存在幹涉; 在旋轉接頭潤滑充(chōng)分的情(qíng)況下,係統運行平穩。實驗2: 通切削液空轉實驗。其目的是在(zài)通切削液的情況下進行砂輪(lún)回轉強度試(shì)驗,並觀察切削液流量對砂輪振(zhèn)動的影響,以(yǐ)及霧化(huà)與切削液流量之間的關係。實驗時在無切削液的情況下,起動電動機,待砂輪運轉平衡後,打開切削液開關,調節節流閥,使切削液的流量逐漸增大,當流量很小時,霧化理象明顯(xiǎn),隨切削液流量的增大,霧化明顯減弱。當切削液流量增(zēng)加到最大後,保持流量讓砂輪(lún)空(kōng)轉5min 左右。在(zài)整個實驗過程中,砂輪振(zhèn)動很小,係統產生的噪聲也很小(xiǎo)。實驗表明: 砂輪(lún)回轉強度試驗合格; 切削液的流量變化對砂輪(lún)振動影響很小; 霧化與切削液流量負相關(guān)。
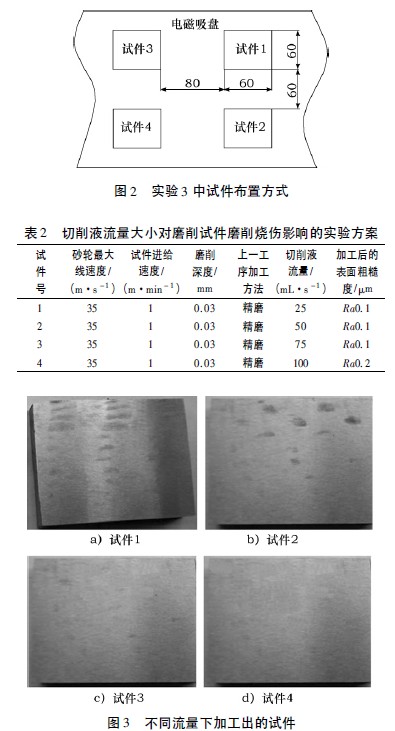
實驗3: 45 鋼材料磨削實驗(yàn)。實驗目的是比(bǐ)較切削液流量大小對磨削試件磨削燒傷程度的影響。實驗過程: 首先將4 塊60mm × 60mm × 20mm 的45 鋼鋼塊按照圖2 所示的(de)布置方式安裝在電磁(cí)吸盤上(shàng),無切削液啟動砂輪,按(àn)照表2 所示的方案(àn)調整磨削用量,改(gǎi)變切削液(yè)的流(liú)量(liàng),依次完成試件1 ~ 試(shì)件4 的加工。不同流量下加(jiā)工出的試件如圖3 所(suǒ)示,試件1 ~ 試件4的表麵粗糙度分別為Ra0. 1μm、Ra0. 1μm、Ra0. 1μm、Ra0. 2μm。
實驗4: 內冷卻磨削與外冷卻磨削對比實驗。實驗目的是驗證內冷(lěng)卻(què)磨削在降低磨削溫度,避免磨(mó)削燒傷,提高磨削質量(liàng)方麵的效(xiào)果。實驗過程: 將4 塊60mm × 60mm × 20mm 的45 鋼鋼塊按照圖2 所示的布置方式安裝在電磁吸盤上,無切削液啟動砂輪,按(àn)照表3 所示的磨削用量及切削液流量,完成試(shì)件1、試件2 的內冷卻(què)磨削(xuē)加工; 由(yóu)於外冷效果差,如(rú)果采用與內冷卻相同的切(qiē)削(xuē)液流量( 25mL /s) ,工件表麵將出現嚴重的(de)磨削燒傷,因此在實驗時,外冷卻磨削的切(qiē)削液流量取得較大,取100mL /s。然後卸下內(nèi)冷(lěng)卻磨削係(xì)統,安裝普通砂輪,按照表3 調整磨(mó)削(xuē)用量,完成試件3、試件4 的(de)外冷卻磨削加工。加工(gōng)出的試(shì)件如圖4 所示,試件1 ~ 試件4 的表麵粗糙度分別為Ra0. 1μm、Ra0. 2μm、Ra0. 1μm、Ra0. 2μm。

3 實驗數據分析及結論
實驗1、實驗2 表明,由於磨床主軸剛性(xìng)好,采用內冷卻引起的砂輪振動小,運轉平(píng)穩,控(kòng)製好切(qiē)削(xuē)液的流量,可以(yǐ)控製霧(wù)化現象。
實驗3 表明,內冷卻磨削(xuē)加工時,隨著切削液流量增大,砂輪振動加(jiā)劇,磨削加工表麵粗糙度會受到影響(xiǎng)( 試件1 ~ 試件3 表麵粗糙(cāo)度為Ra0. 1,試件4 為Ra0. 2) 。但是隨著流量的增加,磨削燒傷點逐漸減少,當流量增加到某一數值時,燒傷點消(xiāo)失,如圖3所示。
實驗4 表明,在相同的磨削用量情況下,采用內冷卻磨削可以明顯改善工件的磨削燒傷( 對比圖4a 和(hé)圖4c 或對比圖4 b 和圖4d) ; 在相(xiàng)同磨削用量的(de)情況下,試件(jiàn)加工前(qián)的表麵粗糙度越(yuè)低,磨削燒傷點越(yuè)少 ( 對比圖4a 和圖4b 或對比圖4c 和圖4d 可知) 。基於上述分析,針對內(nèi)冷卻(què)平麵磨削可得到以下研究結論。1) 與(yǔ)傳統外冷卻磨削(xuē)相比,內(nèi)冷(lěng)卻磨削引起的(de)振動較小,對於磨削加工的(de)表麵粗糙度影響較小,而采用內冷卻可以顯著(zhe)降低磨削(xuē)區溫度,避(bì)免磨削燒傷,因此,在(zài)加(jiā)工精度(dù)要求高、且對磨削燒(shāo)傷比較敏感的工件(jiàn)時,內(nèi)冷卻磨削是避免(miǎn)磨削(xuē)燒傷的一種(zhǒng)實(shí)用、有效的加工方法。2) 內(nèi)冷卻磨削的冷卻作(zuò)用,隨切削液流量的增加而加(jiā)強,但流量增加時,振動會加(jiā)劇,會增大被加工表麵的表麵粗糙度。因此,在采用內冷卻磨削時,切削液的流量不能過大,必須保證其引起的振動在(zài)砂(shā)輪主軸剛性允許範(fàn)圍內,這樣既能達到良好的冷卻效果,避免磨削燒傷,又能保(bǎo)證被加工表麵粗糙度。3) 在內(nèi)冷卻磨削加工中,切削液的(de)霧化(huà)可以通過控製切削液(yè)的流量加以控製,在加工過程中對工人的操作影響不大,隻是在機床設計時需(xū)考慮將水霧控(kòng)製在(zài)一定的範圍內,以利於環保和工人的健康。
如果您有機床(chuáng)行業、企業(yè)相關新聞稿件發(fā)表,或進行資(zī)訊合作,歡迎聯係本網編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com






州金馬")

