
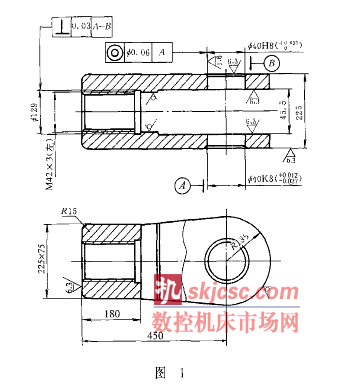
在生產中常會碰到叉頭類零件的加工, 由於叉頭螺紋孔與側麵孔垂直度要求(qiú)較(jiào)高, 為滿足設(shè)計(jì)的要(yào)求, 我們設計了一套有效簡易的工裝, 在產品上使用效果良好。圖1 所示(shì)為我廠生產的一種叉頭, 材質Z G 2 3 0一4 50。技術要求為: 兩側麵孔同心度誤差不大於0. 0 5m m , 螺紋孔在兩側麵中心, 且與兩(liǎng)個(gè)側麵孔垂直度誤差小於0. 03 m m 。工藝方法(fǎ)是先加(jiā)工側平麵及側麵孔, 再加工螺紋孔, 兩(liǎng)側麵孔可上臥車四爪單動卡盤加工, 同心度較易保(bǎo)證。加工螺紋孔時, 如何保證螺紋與側麵孔的垂直度是關鍵。
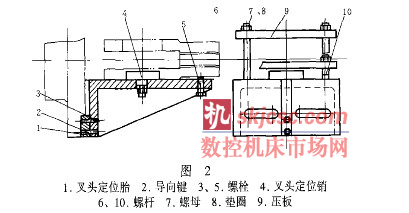
夾具結構如圖2 所示(shì), 該夾具通(tōng)過臥車花盤導向鍵2 與定(dìng)位台聯接, 通過已加工(gōng)的側麵孔用(yòng)定位銷將工件與(yǔ)定位胎相聯。工件上平麵與內側平麵分別用壓板及螺杆壓牢。此結構具有(yǒu)安裝簡單、定位精度高的特點(diǎn)。使用時首先調(diào)整定位銷中心與(yǔ)機床主軸中心在同一垂直麵內, 工件通過定(dìng)位銷與定(dìng)位胎相連, 通過導向鍵調整定位胎的位(wèi)置, 保證螺孔中心與機床主軸中心高度的一(yī)致,胎具平麵與機床垂(chuí)直度小於0. 02 m m 。最後用螺杆、壓(yā)板壓緊分別(bié)壓緊工件的兩平(píng)麵。加工時工件與定位胎一起繞機床主軸中心旋轉, 定(dìng)位銷與定位胎之間的配合(hé)為H8 / f7。
對(duì)於大(dà)小不一的工件, 隻須根據(jù)側麵孔的大小換定位銷即可, 用此法加工, 不僅保證了零(líng)件(jiàn)的加工質量,且所用工裝的通用性強, 降低了工裝成本。
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合(hé)作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








