
隨著(zhe)微小零(líng)件和模具的發展, 人們對微細加工的要求不(bú)斷提高, 單向(xiàng)細絲電火(huǒ)花線切割加工(gōng)因其具有(yǒu)切縫窄、精度高、工件表(biǎo)麵粗糙度值低(dī)、無切削力(lì)、不受材料硬度限製等(děng)優點, 正(zhèng)被越來越多(duō)的用戶選用。通常, 當(dāng)電火花單向走絲加工采用(yòng)的電(diàn)極絲直徑小於0. 07 mm 時, 可被認為是細絲(sī)切割。目前, 國外已有采用直徑0. 02 mm 電極絲的單向走絲電火花(huā)線切割機床。
采用微細絲進行微精加工時, 放電能量非常微弱, 加工(gōng)間(jiān)隙很小(xiǎo),運絲速度和(hé)張力的細微(wēi)變化都會引起絲位移或振動, 導致加工表麵的品質惡化, 甚至會造成明顯(xiǎn)的條紋。微細電極絲所能承受的張(zhāng)力有限, 對運絲係(xì)統的性能要求遠高於常規低速走絲電火花線切割機床。隨著電極絲直徑與放電能量的大(dà)幅減小, 放電過程及其(qí)作用機(jī)理(lǐ)都發生了本質的變化, 加工(gōng)過程的穩定(dìng)性和質量對於微細電極絲張力與絲速的變(biàn)化(huà)等變得異(yì)常敏感。要實(shí)現高(gāo)性能(néng)的精(jīng)密微細加工, 首先就必須研究微細絲單向走絲線切割機床的張力係統。
1 典型單向走(zǒu)絲電(diàn)火花線切割機床運(yùn)絲張力係統簡析
目前單向走絲電(diàn)火花線切割機床運(yùn)絲張力係統主要(yào)有以下兩種方式:
( 1) 常規單(dān)向走絲電火花線切(qiē)割運絲係統( 圖1) 。電極絲由速度輪牽引移動, 並(bìng)由速度電機控製速度, 電極絲張力由另一個張力輪實現。張力電機(jī)可為磁粉製動器, 也可為力矩電機等(děng)。前者是通過(guò)調節阻尼大小來實現的, 類似(sì)於水平拖動(dòng)物體移動(dòng);後者是通過力矩電(diàn)機的反向扭矩大(dà)小來完成張力調
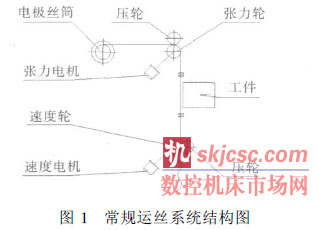
節的, 類似於向上提升物體(tǐ)。其優點是: 結構簡單(dān)、成本低(dī), 缺點是由於電(diàn)極絲筒排絲不(bú)均勻(yún), 進入張力輪之前的電極絲的張力波擾動較大, 影(yǐng)響了運絲張力係統的控製精度和穩定性。
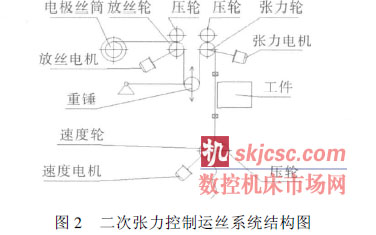
( 2) 如圖2 所示(shì), 在圖1 方案的(de)基礎上, 在運絲張力係統前增加(jiā)了一套重錘機構, 即係統有二次張力控製(zhì), 其目的是為了將因電極絲筒(tǒng)排絲不均勻(yún)而產生(shēng)的張力波動隔離(lí)掉, 進而提高進入加工區的張(zhāng)力穩定性。放絲電機將電(diàn)極絲(sī)從電極絲筒(tǒng)中拉出,旋轉速度由重錘的高低擺(bǎi)動位置來確定。當(dāng)重錘升高時, 控製放(fàng)絲電(diàn)機轉速加快; 下(xià)降(jiàng)時, 控製放絲電機轉速減小。由此, 當重錘慣量設計得足夠小時, 第(dì)二次的張力變(biàn)得基本恒定, 約為重錘重量的1/2。
上述(shù)兩個方案的運絲張力(lì)係統存在的(de)問題是:
(1) 由於(yú)張力輪或張力壓輪有變形能量的損耗, 再加上眾多輪係摩擦力矩等因(yīn)素(sù), 其初始張力( 也稱係統張力, 即張力電機(jī)設定為零(líng)時測出的電極絲運絲張力) 要達到2 N 左右, 且是不(bú)可控的(de)。對於直徑0. 15~ 0. 3 mm 的普通電極絲, 加工張力一(yī)般設定在10 N 左右, 初始張力在其中隻(zhī)占了1/5 左右, 其變化量基本可以接受。而對於細絲切割而言,由於放電能量(liàng)小, 放電間隙也很小(xiǎo), 單(dān)個um 甚至更小振幅的振動(dòng)都有可(kě)能導致放電火花的不連續, 產生加工條紋。所以運絲係統張力的波動必須嚴格控製。另外, 因電極絲直徑細、抗(kàng)拉(lā)強度低, 加工張(zhāng)力一般隻能設定小於等於 3N, 幾乎和初始(shǐ)張(zhāng)力相(xiàng)當, 張力變得無法調(diào)節。
( 2) 張力執行機元件( 如磁粉製動器(qì)或力矩電(diàn)機、驅動電路(lù)等) 受(shòu)溫度、濕度、幹擾等自身質量和環境因素的影響, 扭矩的輸出是非線(xiàn)性的, 也是(shì)不穩定的。
因而這兩種方案不被細絲切割運絲張(zhāng)力係統所選用。
2 微細絲單向走(zǒu)絲電火花線切割機床運絲張力係統研究
2. 1 重錘機構張力控製係統
為了克(kè)服上述運絲張力係統(tǒng)的缺點, 在微細絲單向走絲(sī)電火(huǒ)花(huā)線切割機床上直接選用(yòng)重錘機構來實現電極絲的張(zhāng)力控製( 圖3) 。該運絲張力係統的運絲原理較(jiào)簡單, 其優點是: 運絲係統張力隻和重錘的質量有關, 是重錘重量的1/2, 與係統其他元件無關; 係統的初始張力可以做得很小, 因而張力穩定性高。
由於電極絲具有一定的彈性模量, 故可把該運絲係(xì)統簡化成如圖4 所示的力(lì)學模型( 忽(hū)略過渡輪旋轉慣量, 並將M 回轉運動近似看成直線運動) 。
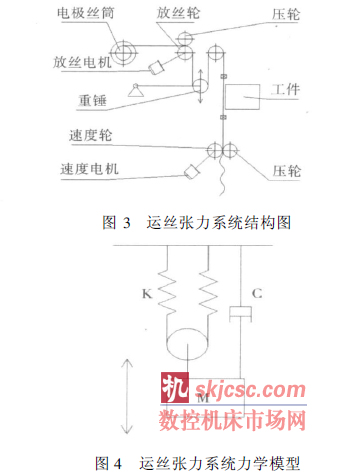
圖4該係統的彈性剛度K 為:
![]()
式中: D 為電(diàn)極絲直徑; E 為電極絲彈性模量; L為電極(jí)絲在張(zhāng)力區內的長度之(zhī)和。該係統的固有頻率w 為:
![]()
式中: M 為重錘質量。
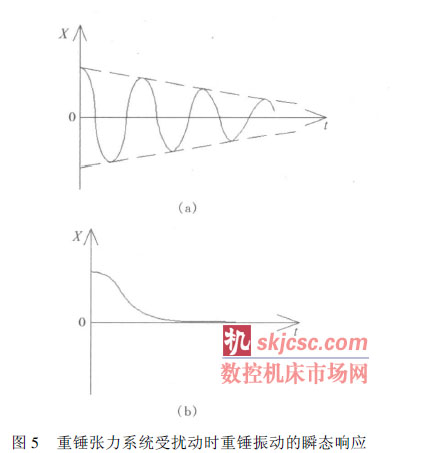
當張力係統受到瞬態振動力輸(shū)入時(shí), 重錘會發生上下振動, 張力穩(wěn)定性被破壞。該瞬(shùn)態力可由地基(jī)等走絲係統外振動(dòng)因素傳入, 也可因自身在初始放電時電極絲(sī)受熱瞬間伸長而引起。重錘的振動(dòng)幅度因阻尼係數C 的不同, 可存在2 種狀況( 圖5) 。
當張力運絲(sī)係統(tǒng)受到輪係(xì)跳動精度等周期性的
強迫振動, 或速度電機和放絲電機之間閉環控製可能發生的振蕩, 重錘的振動幅度也會因頻率比和阻(zǔ)尼比的不同出現多種結果( 圖6) 。
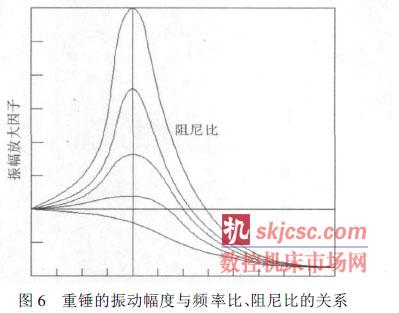
上述現象均不利於運絲係統的(de)張力恒定, 惡(è)化(huà)了放電(diàn)加工性能甚至會引起斷絲。
2. 2 重錘(chuí)機構張力(lì)控製係統(tǒng)的優化(huà)
從式( 2) 可看出, 減小M 可提升係統的固有頻率, 但重錘質量是根(gēn)據電極(jí)絲加工所需的張力來設 定的, 不能隨意減小。經研究得出的解(jiě)決(jué)方法見圖7。
( 1) 在重錘上並聯一個較大阻尼C 2, 吸收係統外振動力等因素引起的(de)重(chóng)錘振(zhèn)動, 提高(gāo)張力(lì)係統的
穩定性。
( 2) 在重錘和電(diàn)極絲之間加裝一個小質量的彈簧K 1, 使(shǐ)其不(bú)但能補償電極絲瞬間伸(shēn)長而引起的位移量(liàng), 同時還(hái)能基本保持張(zhāng)力恒定。為了防止該
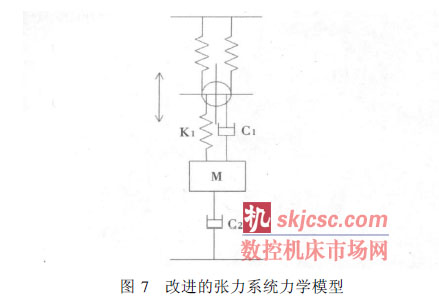
彈簧(huáng)因本(běn)身(shēn)剛度(dù)帶來的振動, 設計時在其上並聯一個較小的阻尼(ní)C 1, 來(lái)吸收(shōu)周期性的強迫(pò)振動。
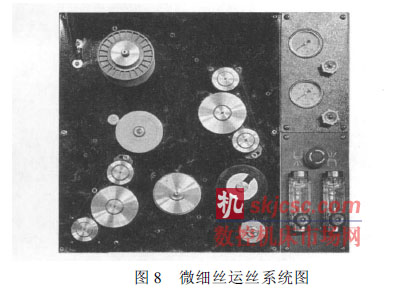
圖8 是實際(jì)研發的微細絲運絲機構圖, 走絲速度由速度輪後麵的AC 交流伺(sì)服電機閉環控製, 由計算機控製無級變速。放(fàng)絲速度快慢由放絲輪後麵的AC 交流伺服電機(jī)根據(jù)角位移傳感器位置的變(biàn)化(huà)進行閉環控製(zhì), 使電極絲的張緊力和運絲速度保持恒定, 進而提高加工過程(chéng)的穩定性, 降低斷絲概率,並保持切(qiē)縫寬度的一致性。收絲輪(lún)由軟特性(xìng)電機驅動(dòng), 用於纏繞經過加工(gōng)區放(fàng)電後的廢銅(tóng)絲。廢絲先(xiān)通過排(pái)絲輪, 排絲輪在AC 電機及(jí)凸輪(lún)傳動(dòng)下實現往複運動, 使絲在收絲輪上較均勻排列(liè)。斷絲時, 斷絲(sī)保護開關(guān)釋放, 數顯(xiǎn)屏上(shàng)顯示斷絲報警, 電源被切斷。
3 實際效果
上述重錘機構(gòu)運絲張力係統方案已用於(yú)國家863 重大數控專項科(kē)技項目" 高效、精密電加工技術與裝備"細絲切割項目中(zhōng), 且效果(guǒ)良好:
( 1) 微細齒輪加工( 圖9a) : 齒數8, 模數0. 2mm, 厚(hòu)度1 mm。
( 2) 噴絲板Y 孔型加工( 圖9b) : 縫寬0. 069mm; 厚度0. 5 mm。
4 結語
運絲張力係統是單向走絲電火(huǒ)花線切(qiē)割機床的重要組成部(bù)分, 其性能的優劣直(zhí)接影響(xiǎng)機床的加(jiā)工效(xiào)率(lǜ)及穩定性, 特別是對工件表麵加工條紋的深(shēn)淺起著關鍵的作用, 在細絲切割上表現尤為突出。典型(xíng)的二次張力控(kòng)製運絲(sī)係統在普通(tōng)的單(dān)向走絲電火花線切割(gē)機床上可得到很好的應用, 但因其初始張力較大, 不適合工作於微張力(lì)控製的微細絲(sī)單向走(zǒu)絲電(diàn)火花線切割機(jī)床。經結構優化的(de)重錘機構張力控製係統(tǒng), 可較好地滿足(zú)微細絲單向走絲電火花線切割機床對電(diàn)極絲張力控製範圍(wéi)的要求。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com








