
1 結構特點
我公(gōng)司鑄造的雙(shuāng)幅板結構的大齒輪,鑄(zhù)件最大輪廓尺寸為(wéi)φ1967mm×775mm,鑄件單重為13t。要求(qiú)做靜平衡試驗,不平衡性在外徑上(shàng)不得大於 3kg,鑄件要求超聲波探傷檢查達到標準二級以上,鑄件不得有裂紋、氣孔等影響(xiǎng)機械強度的缺陷(xiàn)。
2 鑄造(zào)工藝性分析
由於齒輪屬於尺寸較大的簡單旋轉體類鑄件,鑄(zhù)件高度不大,並且是單件生產,用量不是很大,因此我們采用刮板造型。可省去製作(zuò)大型木模的時間,而且會節(jiē)約大(dà)量的木材消耗。由於鑄件輪緣(yuán)部分厚大,與中間筋板壁厚相差較大(dà),鑄件在凝固過程中易形成(chéng)裂紋,輪緣(yuán)與輪輻交(jiāo)接處形成熱節,易形成縮(suō)孔、縮鬆缺陷。因此,必須采用順序凝(níng)固原則進行鑄造,並結合適當的冒口(kǒu)補貼(tiē)和外冷鐵設計,以(yǐ)消除縮(suō)孔、縮鬆缺陷。
2.1 主要工藝參數
(1)加工餘量 由於(yú)是刮板(bǎn)造型,精度較差,應適當加大(dà)加工(gōng)餘量,上表麵的加工餘量取 25mm,齒頂圓外表(biǎo)麵取20mm,下麵、側麵取 15mm。(2)收縮(suō)率 徑向取 1.8%,軸向取 2.0%。分(fèn)型負數取(qǔ)3mm。
(3)工藝補正量 為了彌補由於鑄造收縮率與實際不符(fú),在個(gè)別情況下,由於下芯、合箱造成的偏(piān)差,以及保證齒輪強度,在(zài)齒輪輪緣背麵設置工藝補正(zhèng)量數值為 3mm。
2.2 凝固順序選擇
由於鑄(zhù)件輪緣和輪轂部分(fèn)厚大,與輻板交接處形成熱節區,容易形成縮孔、縮鬆缺陷。為此采用(yòng)順序凝固原則(zé)進行鑄造,在輪緣、輪轂處分別設置冒口(kǒu)。澆注後薄壁的輻板(bǎn)和筋板先凝固,其液態和凝固收縮分別由厚壁的輪緣和(hé)輪轂處的(de)鋼液補(bǔ)給,冒口最後凝(níng)固,用來補給輪緣及輪轂處(chù)凝固時所需的鋼液,以消除縮孔(kǒng)、縮鬆。
2.3 冒口及澆注係統設計
(1)輪轂(gū)冒口 輪轂軸徑 <1200mm 時,一般設置一個冒口,冒口根部厚度也是軸孔補(bǔ)貼厚度,設計為輪轂熱節圓直徑的 1.3 倍(bèi),軸孔補貼高度設計為輪轂(gū)高度的 2/5,冒口高度設計為 600mm。
(2)輪緣冒口 根據理(lǐ)論計算並結合實際經驗,設(shè)計(jì)冒(mào)口型號為腰形冒口(kǒu) 450mm×300mm×600mm 共 6 個,補貼厚度為 70mm,高度從下層幅板的(de)中間開始,冒(mào)口的位置設置在筋板與輪緣(yuán)的交接處,如圖1a所示。
(3)澆注係統 為(wéi)保證鋼液快速充滿型腔,減少鋼液對上箱的烘(hōng)烤時間(jiān),避免出現夾砂缺陷,我們設計了(le)開放式底反澆注係統,直澆道采用φ120mm一道,橫澆道采用φ100mm 兩道(dào)從中間往兩邊分開,內澆道采用φ80mm共 4道,全部澆注(zhù)係統采用幹燥潔(jié)淨的耐火磚管砌成,保證充型平(píng)穩,防(fáng)止衝(chōng)砂,減少夾砂缺陷。冒口、澆注係統設置工藝如圖 1b所示。

為了提(tí)高冒口中的鋼液溫度,當鋼液澆到冒口的 1/3 處時,應立(lì)即加入(rù)冒(mào)口覆蓋劑。
(4)凝固(gù)模擬驗證 按照以上工藝設(shè)置,我(wǒ)們又用模(mó)擬軟件進行最終凝固模擬驗證,從模(mó)擬結果可以看出,縮孔、縮鬆都集中在冒口內(nèi),鑄件上沒有縮孔(kǒng)、縮鬆等鑄造缺陷出現,說明設計(jì)的工藝方案是(shì)正確的(de)。
3 鑄造生產質量控製
3.1 模樣(yàng)製作
由於鑄件生產批量不(bú)是很大,鑄件(jiàn)為旋轉(zhuǎn)體結構,確定外(wài)模采用刮板造型,采用車板手工造型可省(shěng)去製作大型木模的時(shí)間,而且會(huì)節約大量的木材消耗。芯盒采用實(shí)樣芯盒,脫落(luò)式結構,保證芯(xīn)盒(hé)強度,防止製芯過程中砂芯(xīn)變形,鑄(zhù)造圓角要從外模及芯(xīn)盒中做出來。模(mó)樣分型負數設計為所示。
3.2 造型與製芯
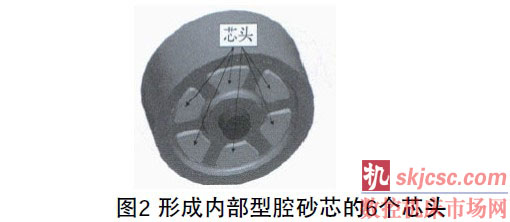
製芯時,緊(jǐn)實度要(yào)均勻,表麵要光潔,保證排氣通暢,為減少砂型在鑄件凝固過程中產(chǎn)生的收縮(suō)阻(zǔ)礙(ài),防止裂紋方便清砂,砂(shā)芯采(cǎi)用(yòng)水玻璃石灰石砂,在圓角及拐角熱節部位全部用(yòng)鉻鐵礦砂,厚度在 15mm 以上。操作上要注意保證芯骨強度,芯骨位置不能阻礙鑄件收縮,中間軸孔砂芯采用水玻璃石灰石砂,在外表麵覆(fù) 10~15mm 厚鉻(gè)鐵礦砂,防止出(chū)現粘砂缺陷(xiàn)。砂(shā)芯製作完畢後,表(biǎo)麵塗刷(shuā)兩遍醇基鋯英粉塗料。由於石灰石砂發氣量較大,造型時要注意上下箱多紮出氣眼,保證出氣暢(chàng)通。澆注係統采用專用陶瓷耐火磚管,擺放澆(jiāo)道(dào)管時要仔細,防止散砂進入澆(jiāo)注係統內,兩磚管的連接要緊密,防止連接錯(cuò)位。芯頭下部要多紮出氣孔,防止澆注時出氣不暢,導致鑄件產生氣(qì)孔缺陷。冒口出氣眼周圍要用麵砂修光吹幹,防止合箱時從出氣眼處掉進散砂。為防止合箱時上下箱錯位,方(fāng)便(biàn)合箱,采(cǎi)用(yòng)圓線和十字線複合定位方式。砂型及砂芯要進烘幹窯充分烘幹。
3.3 下芯
下芯前要先將砂型清理幹淨,然後塗(tú)刷兩遍醇基鋯英粉塗料,充分烘(hōng)幹後,開始下(xià)芯,注意檢查砂芯和芯頭部(bù)位各出氣孔是(shì)否暢通,下好砂芯後,按圖(tú)樣檢查型腔是(shì)否符合(hé)尺寸要求(qiú),然後再將砂芯上的吊鼻用水玻璃石英砂修補好(hǎo),用CO2氣體吹幹後,刷兩遍醇基鋯英粉塗料,烘幹後再將型腔內散砂重新(xīn)清理一遍。
3.4 合箱
合(hé)箱前要先將下部芯頭棱角磨成圓角,防止下芯過程中(zhōng)砂(shā)芯下不到底,注意檢查芯頭(tóu)、芯座出氣孔是否暢通(tōng),尺寸形狀是否符合圖樣要求(qiú),澆冒口係統(tǒng)內和(hé)型腔內是(shì)否幹淨,以及芯頭、芯座間隙(xì)是否填(tián)嚴,防止鋼液鑽入或跑火,芯頭和分型麵四周(zhōu)間隙應放石(shí)棉繩,保證砂芯(xīn)不(bú)竄位,分型麵處不跑火。下芯、合箱過程中,一定要對準(zhǔn)合(hé)箱線,防止碰壞砂型及砂芯,型腔內殘留砂需反複清理幹淨,保證澆注係統暢通,扣箱時注意觀察是(shì)否有砂塊脫落,防止砂塊從冒口內(nèi)掉進(jìn)型腔。
3.5 熔(róng)煉澆注(zhù)
采用10t 三(sān)相電弧爐熔煉,氧化脫碳量控製在 WC=0.45%~0.50%,還原渣用白渣,爐渣中 WFeO≤0.5%,每噸鋼液終脫氧插鋁量為0.6~0.8kg,化學成分盡量按標準範圍中下限控製,保證熔煉鋼液合格後才可出鋼,特別(bié)注意控(kòng)製 S、P 含(hán)量盡可(kě)能(néng)低(dī)。澆注溫度對(duì)鑄鋼件的質量有較大的影響,若澆注溫度過高,鑄鋼件的收縮值增大,氣體含量增大,鋼液對鑄型的熱作用增強,使大齒輪容易產(chǎn)生縮孔、氣(qì)孔、變形、裂紋和粘(zhān)砂等缺陷。當澆注(zhù)溫度(dù)過低時(shí),鋼液的流動性差,使鑄件易(yì)產生(shēng)冷隔、澆不足、夾雜等缺陷。我們確定大齒輪的出鋼溫度控製在 1580~1590℃。鋼(gāng)包使用(yòng)前要進行烘烤,烘烤溫度>700℃。鋼液出(chū)爐後(hòu)進(jìn)行底吹氬(yà),以淨化(huà)鋼液,鎮靜後(hòu)澆注溫度控製在 1530~1540℃。澆注開始時緩慢(màn)澆注,隨後全速澆(jiāo)注(zhù),鋼液上升到冒口後減速澆注,並立即加入覆蓋劑,每爐(lú)次澆注 3 塊力學性(xìng)能檢測用試(shì)塊(kuài)。澆注結束(shù)約 1h 鬆開箱卡。
3.6 鑄件打箱、清理
鑄件打箱清理這道(dào)工序雖然簡單,但若(ruò)控製不好,也會使鑄(zhù)件造成廢品,故不可(kě)忽視。打箱過早(zǎo),會使紅熱鑄件暴露在大氣中激冷,容易產(chǎn)生變形和裂紋(wén);打箱過晚,上述缺陷雖可避免,但占用場地,影響生產周期,依據理論計算和實際生產經(jīng)驗,我們確定打箱時間為(wéi) 120h。為(wéi)提高生(shēng)產效率,節(jiē)約成本,采用清砂後餘(yú)熱 200℃ 以上熱割(gē)除冒口(kǒu),在冒口根部留餘量 30~40mm,再由後道(dào)工序采用機(jī)械加工方法去除。割冒(mào)口後立即進(jìn)熱處(chù)理窯(yáo)進行退火處理,以消除鑄件鑄造應力,改善(shàn)組織。
3.7 鑄件熱處(chù)理工藝
(1)鑄後熱處理 鑄鋼件的鑄後組織中常有粗大枝晶及偏析,為消除(chú)其(qí)對鑄件最終熱處理的影響,需予以均勻化處理。鑄鋼件凝固冷卻後,由於各(gè)部位都有程度不同的鑄造應力,所以熱處理時加熱速度要嚴格控製,並需中間保溫。
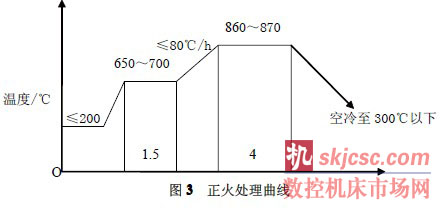
(2)正火工藝 大齒輪調質前原始組織(zhī)應為均勻細化的鐵素體、珠光體(tǐ)組織,調質後得到均勻的回火索氏體,可(kě)獲得良好的綜合力學性能,同時又能減少變形和開裂傾向。為滿足調質前(qián)鑄件內部(bù)組織要(yào)求,我們首先對大齒輪鑄件進行正火處理,以細化(huà)晶(jīng)粒,均勻組織,提(tí)高(gāo)最(zuì)終調(diào)質處理(lǐ)的效果,也(yě)有利於(yú)減少鑄態組織對調質後鑄(zhù)件性能的影響,以及避免鑄件內部鑄造應力而導致齒輪淬火時變形或開裂的可能(néng)性。正火工藝(yì)如圖 3 所示。
( 3)淬火、回(huí)火溫度的控(kòng)製 控製零件淬火溫度的選擇原則為:正常淬火加熱溫度的下限,淬(cuì)火溫度選擇(870±10)℃,采用油冷方式;升溫過程要考慮鑄件的特點,不能太快,要有(yǒu)入爐保溫、中間(jiān)保溫過程,以減(jiǎn)少淬火過程中的應力,避免淬火缺陷(xiàn)的產(chǎn)生,淬火保溫時間控製在3h 以內。回火溫度選(xuǎn)擇(580±10)℃。淬火(huǒ)和回火加熱時在零件本體設置6支熱電偶測定實際溫度。調質處理工(gōng)藝曲線(xiàn)如圖4所示。
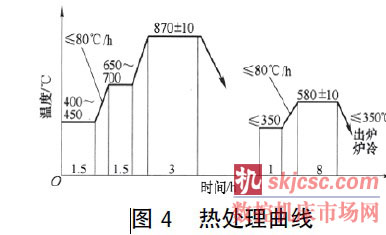
由於從爐蓋(gài)起吊到零件進入淬火介質需要 5~7min,考慮此間溫降,在齒輪鑄件臨出爐前 20min,將爐溫提高20℃,來補償這段時間的溫差,保證零(líng)件淬入冷卻(què)介質時(shí)溫度不(bú)低於淬火溫度。回火(huǒ)後隨爐冷卻(què),以減少應力。
4 生產結(jié)果
經過實際生產驗證,采用上述工藝生(shēng)產的大齒輪,表麵質(zhì)量良好,組織致密,尺寸形狀完全(quán)準確,經機械加工、銑齒,鑄件內部無砂眼、氣孔、裂紋、縮(suō)孔和縮(suō)鬆等缺陷,鑄件加工後超聲波探傷及力(lì)學性能檢測都完全達到標準,滿足了客戶要求。
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






金馬")

