
1工(gōng)藝性分析
1.1外形
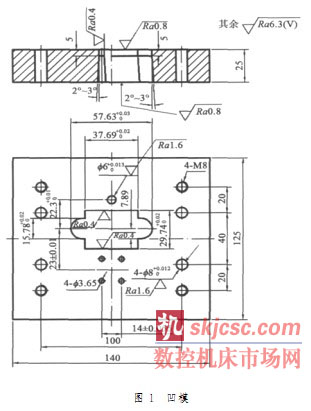
該零件是級進衝裁模的凹模,采用整體式(shì)結構(gòu)。零件的外形尺寸為25mm×175mm×140mm,呈長方體,屬小型模具零件,通過普通的刨削、銑削(xuē)加工即可完成。如圖1所示。
1.2材(cái)料
因凹模為工作零(líng)件,在連續(xù)使用和很大衝擊的條件下,要求具(jù)有較高的強度、硬度、耐磨性、耐衝擊性和較好的切削加工性,且在工(gōng)作過程中不變形、不(bú)磨損,並(bìng)保證有一定的(de)壽命。故可選用Cr12MoV高碳高鉻模具鋼,這(zhè)種材料經(jīng)熱處理硬度可達58~62HRC。
1.3型孔
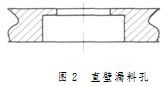
凹模刃口中形(xíng)狀最複雜的是中間為方形、左右為(wéi)半圓的型孔,精度分別為(wéi)0.02mm、0.03mm,屬於IT6或IT7,精度要求(qiú)較(jiào)高;步距為(32±0.01)mm,精度要求也比較高。另外,材料又需要熱(rè)處理,所以該型孔要用電加工或成型磨削加工。凹模漏料孔有斜度(2°~3°),雖然使用性能好,但加工困難,故需重新設(shè)計漏料孔的形狀,可改為直壁(bì)漏料孔(kǒng),使用性能不變,但加工方便。如(rú)圖2所示(shì)。
1.4 技術要求
凹模型孔部分的表麵粗糙度值為Ra0.8μm,磨削加工可以完成,其(qí)餘Ra6.3μm通過普通機加工即可完成。
凹模的熱處理方法為淬火、低溫回火,熱處理後可使材料獲得良好的衝壓加工性能。
1.5其他要求
螺栓孔、銷釘孔(kǒng)、定位銷孔可用鑽削加工完成。綜合以(yǐ)上分析,可以認為(wéi)該落料凹模的加工工藝性(xìng)良好。
2工藝方(fāng)案(àn)選擇
2.1毛坯選擇
該凹模為自製件(jiàn),形狀(zhuàng)呈長方形,故毛坯可有2種選擇:其一是選用型材,通過(guò)氣割方法直接獲得,這種毛坯未經(jīng)鍛造和熱(rè)處理,晶粒比較粗;其二是選用鍛件,通過鍛造使材料內部組織細密,碳化物(wù)和流(liú)線分布合理,從而提(tí)高模(mó)具的質量和使用壽命。鍛造後進行退火處理,消除內應力,並改(gǎi)善其加工(gōng)性能。通過分析,毛坯選用鍛件比較合理,毛坯尺寸為30mm×180mm×144mm。
2.2外形加工
凹模的(de)外形可用刨削和銑(xǐ)削加(jiā)工完成。銑削(xuē)加工(gōng)後精度可達IT8~IT10,表麵粗(cū)糙度為Ra0.4~1.6μm,加工範圍廣,適用於批量生產,但成本比較高;刨削(xuē)加工精度和效率比銑削低,通用性能好,而且成本(běn)低。該凹模又(yòu)為單件加工,表麵(miàn)質量要求(qiú)不高。所以從經濟角度看,選用刨削加工比較適宜。
2.3型孔加工
型孔可通過電加(jiā)工或(huò)成型磨削2種方法完成。成型磨削(xuē)一般放在(zài)熱處理之後(hòu),屬於精加工,但(dàn)成型磨削加工內(nèi)孔時難度大,不易(yì)完成,此時要把內(nèi)形加工(gōng)變為外形加工。凹模被分成2塊,電加工時可用線切割和電火花加工,該凹模(mó)的步距精度高,若采(cǎi)用電火花加工,則(zé)達不到要求;而采用(yòng)線切割加工(gōng)時,步距精度可一步完成,且線切割(gē)成(chéng)本低,加工(gōng)精度和效(xiào)率都比較高。
2.4其(qí)他部位的(de)加工
螺栓孔:劃線→鑽→擴(攻)。
銷(xiāo)釘孔:劃(huá)線→鑽→擴(鉸)→熱處理→研磨。其中,研磨的目的(de)是去除熱處理後產生的氧(yǎng)化皮等表麵雜(zá)質。
2.5熱處理
淬火+低溫回火工藝,放在粗、精加工之間完成。
根據上述分析可以擬定如下2種方案。
方案1:備料→刨六(liù)麵→磨→鉗→熱處理→磨(mó)→線切(qiē)割→鉗。
方案2:備料→銑→磨→鉗→熱處理→成(chéng)型磨削→鉗。
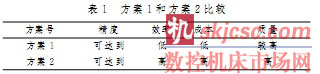
根據分析可知,從(cóng)經濟角度出發選擇方(fāng)案1比較合適(shì)。
3凹模零件的(de)加(jiā)工工藝流程
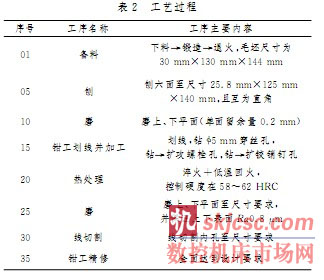
表2為凹模零(líng)件的加(jiā)工工藝過程。
4結語
模具製造時需根(gēn)據製造工藝條(tiáo)件,直接對模具零件材料進行加工(gōng),從而改變(biàn)其形(xíng)狀、尺寸、相對位置等,使其成(chéng)為符合要求的(de)零件。模具製造工藝規程編製時必(bì)須進行工藝(yì)性分析(xī),找出加工的難點,提出(chū)合理的加工(gōng)方案,並製定出(chū)合適的工藝流程。
如果(guǒ)您有機床行業、企業相關新(xīn)聞稿件(jiàn)發表,或進行資(zī)訊合作,歡迎聯係(xì)本網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com






馬")

