
傳統的軸承內外圈套淬火(huǒ)方法是將待淬火的加(jiā)熱工件自由地放人具(jù)有一定溫度範圍的淬火油箱中,這種淬(cuì)火(huǒ)方式(shì)由於油箱內的淬火油流動性較差,在紅熱工件和悴火油接觸的瞬間,容(róng)易在工件表(biǎo)麵形成氣膜。
該氣膜降低了工件和淬火油的(de)熱交(jiāo)換效率,延長了淬火時間,使淬火後的工件硬度達不到要求,並且,淬(cuì)透性和均勻性(xìng)也較差;另外,工件在淬火過程中沒有外力定型,屬自(zì)由淬火,淬火後工件變形較大。因此,為了降低廢品率,必須給工件留有較大的加工餘(yú)量,這樣也就增加了淬火後工件的(de)磨削(xuē)加工量,最終,導致產品成本加大(dà)。
目前,國外如(rú)美國、日本、韓國以及歐(ōu)洲一些(xiē)發達國(guó)家都采用模(mó)具定型淬火。國內西北軸承廠洛陽軸承廠生產的鐵路(lù)軸承以及TMIEKN煙台軸承有限(xiàn)公司和TMIEKN無錫軸(zhóu)承有限公司生產的(de)通用軸承均采用模具定型淬火。模具定型淬火就是將待淬火(huǒ)的紅熱(rè)工件(jiàn)用適當(dāng)的模具固定, 在專用淬火壓機上給模具施加一定的夾持力並在淬火過程中用流動的淬火(huǒ)油進(jìn)行冷卻(què)這種淬火方法能有效地阻止工件收縮減小變形,保證工(gōng)件的熱處理質量和尺寸穩定。
1 外圈固定模具淬火結構形式如(rú)圖l所示。
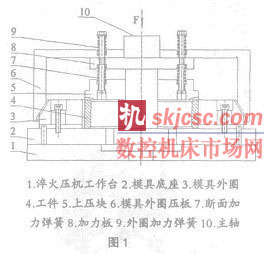
1.1工作原理
在待(dài)料狀態下,主軸10通過加力板8將上壓塊5、模具外(wài)圈壓(yā)板(bǎn)6以及加力彈(dàn)簧(huáng)提升至一定的高度(dù)模具外圈3 由等分的三塊拚接而成可以向內向外移動。此時,將待淬火的紅熱工件放人模(mó)外圈(quān)內部, 啟動悴火(huǒ)壓機的加力部分主軸向下移動由於彈簧(huáng)的作用(yòng), 當上壓板和(hé)工件接觸、模具外圈壓板和模具外圈(quān)接觸時,主軸和模具底板還有一定的距離,當主軸繼續向下(xià)移動時,加力板8壓縮斷(duàn)麵加力(lì)彈簧和外圈(quān)加力彈簧。
斷麵(miàn)加力彈簧通過上壓塊(kuài)給工件斷麵加力; 外圈加力彈簧通過模具外圈壓板給模具外圈加力, 使模(mó)具外圈向內移動, 給工件外圈加力。同時, 淬火油(yóu)通過壓機工作台中間(jiān)的孔向工件四周噴油。淬火完成後, 主軸部分向上移動,取出工件,等待下一次(cì)淬火。
1.2應用分析(xī)
該種模具(jù)定(dìng)型淬火方式, 由於工件上下麵及外圈都有模具定型,有效地阻止了工件的收縮。因此,淬火後工件變形小、尺寸穩定、熱(rè)處理質量高。缺點是模具較為複雜,隻適(shì)用於尺寸較小的工件,大尺寸的工(gōng)件(jiàn),由於取(qǔ)放(fàng)工件不方便,並不適用於該種淬(cuì)火方式。
2兩端對壓模具淬火
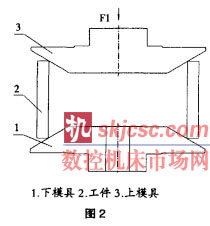
兩(liǎng)端對壓模具淬火的結構形式如圖2所示。
2.1工作(zuò)原理
上下模具分別由置於(yú)淬火壓機上下部的兩個氣缸帶(dài)動並(bìng)能上下移動,上下氣缸之間有一定的壓力(lì)差,即上氣缸壓力大於下氣缸。在待料狀態,上氣缸帶動上模具上升至上限位置。將待淬火的紅熱工件放在下模具上,啟動(dòng)上氣缸(gāng)使(shǐ)上模具向下移動,當上模(mó)具接觸到工件時,上下模具給該工件施加軸向夾持力。由於上氣(qì)缸的壓力(lì)大於下氣缸,上模具會將(jiāng)工件和下模具一同快速的壓人置於下模具下麵的淬火油箱中。同時,下模具中間的孔向工件內部噴淬火油,實現工件的內外部同時(shí)淬(cuì)火。淬火結束(shù)後,上氣(qì)缸泄去壓力(lì),返回到上限位置,下氣缸將工件推出淬(cuì)火油麵,取出工件,完成一次淬火。
2.2應用分(fèn)析
這種模具淬火方式,由於模具和工件(jiàn)的接(jiē)觸麵為錐(zhuī)麵,可以實現工(gōng)件的自動定心,消除(chú)工件淬火後的偏心誤差。同(tóng)時,也保(bǎo)證了工件的尺寸(cùn)穩定和熱處理質量。另外,這種方式(shì)的模具淬(cuì)火,取(qǔ)放工件(jiàn)方便,較大尺寸的工件,可用機械手取放工件,因此,被淬火的工件尺寸範圍較大,一般為:直徑Ф57mm—Ф450mm,高度25mm — 250mm 。
3 結論
以上(shàng)兩種模具淬火(huǒ)方式,技術成熟、設計合理,在美 國TMI紅N公司以及TIMKENT煙台軸承有限公(gōng)司和MIEKN無錫軸承有限公司實際應用多(duō)年,效果良(liáng)好。
如果您有機床行業、企業相關新(xīn)聞(wén)稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com








