


摘要:隨著科技的迅速發展,工業生產方式有了巨大(dà)變化,從以前手工作坊勞動,逐漸向著自動化、智能(néng)化邁進。在機械加工中,有(yǒu)不少企業(yè)仍舊采取人工(gōng)換刀(dāo)模式,這種模式不僅效率低,而且精確度也不夠高。為了滿足新形勢(shì)下加工製造需求,自動換刀裝置在加工製造中的作用顯得越來(lái)越重要。
關鍵詞:數控銑床;自(zì)動換刀;刀庫裝置
雖然五軸、六軸(zhóu)數控在我國的應用越(yuè)來越普及,但該(gāi)企業經濟以及曆史(shǐ)等(děng)原因,導致數控銑床仍(réng)舊存在於各大機械加工企業之中。數控加工和數控銑床,兩者最大的區別(bié)便是數控加(jiā)工中具備自(zì)動換刀(dāo)刀庫(kù)裝置,然而數控銑床卻不具備自動換刀功能,所以需要不斷地進行手動換(huàn)刀。
1 、數控銑床自動換(huàn)刀設計
1.1 選擇刀庫結構(gòu)
現代數控機床中,刀(dāo)庫配備的類型有直線排列式、夾臂式(shì)、轉塔式、圓盤式(shì)、鬥笠式以(yǐ)及鏈式刀庫等。中小型機械(xiè)臂換刀主要有直線排列式、夾臂(bì)式以及鬥笠式刀庫等。轉(zhuǎn)塔式刀庫其結構較(jiào)為緊湊,適用於全功能數(shù)控車床、經濟型數控車床以及車削中心。圓盤式中刀庫的結(jié)構較為複雜,但其工作性能極(jí)高,在中型加工中應用最為普遍。鏈(liàn)式刀庫其結構也較為複(fù)雜,適用於大型加工以及刀庫數量大的加工中心。從結構的複雜程度、製造的難(nán)易程度(dù)、經濟性能等各方麵充分考慮,最終運用直線排(pái)列式進行設計,其本身結構簡單,不用添加一些動力裝置(zhì),使得機床工作(zuò)台以及主軸之間可以互相移動進(jìn)行換刀,符合此次換刀需求。
如圖1 所示,刀庫應該固(gù)定(dìng)於工作台的左側,將占用工作台X 軸的一(yī)部分。為了使整個編程明了(le)、簡單,應該將所采用的刀具以及刀庫刀位進行一一對應,1 號刀一定要裝在1 號刀庫上麵,2 號刀要裝在2 號刀庫上麵, 以此類推,要(yào)嚴格自信地裝刀,一旦裝錯將會引起刀具之間的(de)幹涉。
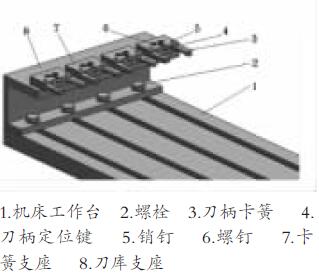
圖1 刀庫結構(gòu)圖
1.2 換(huàn)刀過程
第(dì)一,應該判斷(duàn)儲存單元中目前刀具號和換刀的質量是否符合,若符合(hé)則換刀完成,若不(bú)符合,則進行下一步換刀操作;
第二(èr),將工作台以及主軸移動至主軸的上刀具,依據號碼(mǎ)將之放回刀庫之中;
第三,主(zhǔ)軸以及工作台主動抓取一些新的刀具;
第四,刷新(xīn)主軸刀具的號碼儲(chǔ)存單元;
第五(wǔ),再次進行循環(huán),若主軸當前(qián)刀具號(hào)碼(mǎ)和換刀的號碼相符(fú)合,則換刀完成(chéng)。
2 、實現機床換刀
想要實現換刀, 應(yīng)該通過參數設(shè)置、修改PMC 控製程序以及換刀程序這三個方麵來完成。將參數6071設定成(chéng)6,在執行M6 換刀指(zhǐ)令過程中, 應該充分調O9001的宏程序,並且以此來(lái)實現M06 的換刀指令。查看一下機(jī)床係統中PMC 的梯形圖,使緊刀、鬆刀兩個(gè)輔助性指令分別為M72、M71, 係統定義(yì)M81 控製中間的繼電器R0531.1 來實現其(qí)最終的功能,而此處已經將(jiāng)M81定義成了功能指令。為了充分體現出(chū)機床功能邏輯以及宏程序之(zhī)間(jiān)的關係, 就要修改FUNAC 係統中PMC的程序。程序中主要采用永久性數據表來儲存D0000儲存主軸是當前刀具號,其中D0200儲存T指令的刀具號。
3 、刀庫完成(chéng)改裝,運行調試
刀庫(kù)改裝(zhuāng)完成之後,便進入了調試階段,刀庫要達到設計需求,能夠最大程度地提高生產效率,不用增設其餘的動力(lì)裝置,而且改裝成本低,可以充分擴展出數控銑床原本的功能(néng)。然而經過試驗之後,其中仍有(yǒu)一些不足(zú)之處。
首先(xiān),過於側重考慮成本、結構兩個方麵,刀庫中並未設置太多保護(hù)裝置。所以,若操作不熟(shú)練的工人操作時,很有可能會出現(xiàn)一些事故,想要(yào)徹底解決這一問題, 應該在刀庫位置上設置一些檢測開關,以此來檢(jiǎn)測刀庫(kù)中是不是有刀,進而避免了在非空刀位上麵(miàn)擺放刀具; 其次,刀庫中並未設置保護罩,因此,鐵屑和切削(xuē)液都極易汙染(rǎn)刀庫(kù),從而影響換刀的精(jīng)度。也可以通過在刀庫北(běi)向加(jiā)工區安裝(zhuāng)以及增加保護罩的方法處理此類問題;本刀庫中絕大多數(shù)的連接方式都是硬鏈接,沒有(yǒu)一定的彈性(xìng),所以(yǐ),換刀過程應該將放刀、抓刀(dāo)兩端用低速度來(lái)接近,進而影響了換刀的效率, 而(ér)正常換刀時間約為20秒;最後,從理(lǐ)論的角度來講,本刀庫中能夠容納無數把刀, 然而工作台位(wèi)十分(fèn)有限,導致刀具的數量較多,進而變得複雜,因此在本刀庫中,最多不能超過五把(bǎ)刀。
4 、結束語
自動(dòng)換(huàn)刀裝置是數控加工中重要的組成部分,自動換刀裝置的質量將會直接(jiē)影響最終的加工質量。自動換刀裝置結構、加持力大小以及定位等多種因素將(jiāng)會直接影響(xiǎng)到換(huàn)刀程序的快慢,一旦有運動障礙出現,或(huò)運動時具有較(jiào)大誤差,都將會導致換刀(dāo)失敗。所以,今後研究應該(gāi)從以下兩方麵改進:第一,應該充分掌握自動換刀各個過程,應該盡力提升換刀精確性;第二(èr),要將VB 語言實現自動化換刀裝置的可視化設計,進而實現真正的自(zì)動換刀人機對(duì)話。
如(rú)果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎(jiào)車(chē))產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數(shù)據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月(yuè) 基本型(xíng)乘用車(chē)(轎車)產量數(shù)據