


圖形化三軸數控加工係統設計
2018-3-16 來源:深圳大學機電與控製 深圳大學廣東教育 作者:林國勇 徐剛
摘要: 針對(duì)數控係統中,低成本以及操作簡易的需求,研發了一種基(jī)於 HMI+機器控製器的數控加工係統。該加(jiā)工係統通過在機(jī)器控製器內預編常見零件加工程序,並調用在(zài)人機界麵上組態的零件圖(tú)形結合輸入相關的加工參數,實(shí)現對特定類型零件或者零件(jiàn)的特定(dìng)部位數(shù)控加工。另外,該(gāi)係統可以根據(jù)實際需要設置不同的零件加工(gōng)參數(shù),隻需一次編程,就能加工出多個結(jié)構相似的零件,解決了傳統的數控係(xì)統加工前(qián)必須進行 G 代碼生成或者手工編(biān)程的問題。表明該係統具有(yǒu)較強可操作性和較高的實(shí)用價值。
關鍵詞: 界(jiè)麵組態; 機器控製器; 零件圖庫; 運動(dòng)程序
0 前言
1952 年美國成功試製了第一(yī)台三軸(zhóu)數控機床,數控係統經過 60 多(duō)年的深入研究,其可(kě)靠(kào)性、實用性和靈活(huó)性都得到(dào)了不斷改善。隨著(zhe)伺服技術(shù)和檢測技術的(de)飛速發展,數控機床的加工精度(dù)也在不(bú)斷提高[1]。目前,國內外主要的數控係統有德國 SIE-MENS 公司 SINUMERIK 係列,日本 FANOC,大(dà)連數控(kòng)和廣州數控等。
這些係統(tǒng)大(dà)多采用全閉環控製(zhì)或者半閉(bì)環控製技術,在控製精度、可靠性、操作方便性方麵日趨成(chéng)熟,已開發並製造了一係列用途(tú)廣功能強大的數控加工設備,得到了廣泛應用。但是,在目前使用廣泛的數控機床加工設備中(zhōng),數(shù)控係(xì)統比較複雜,操作人員需要具備一定的機械(xiè)加工知識(shí),並且(qiě)操作人員需要(yào)經過長時間的專業培訓。另外(wài),數控係統的(de)源代(dài)碼開發程度不高,難以(yǐ)對係統進行二次開發。
最關(guān)鍵的是數控係統價格(gé)昂貴,維護費用高,導致機械技術人(rén)員接觸少,無力購買 。文中將傳統機械加工工藝與現代數字運動控製(zhì)技(jì)術相結合。采用維倫通 MT8101i E 人機界麵與安川MP2310 運動控製器相結合,創新研發了一(yī)個用於機床(chuáng)機械加工的經濟型源代碼完全可以修改、重新配置(zhì)的開放式數控(kòng)係統。
本文作者以該係統的開發為例,基(jī)於安川運動控製器專用運動(dòng)控製語言,分析構建 “HMI+機器控(kòng)製(zhì)器”數控係統的一些(xiē)關鍵技術及實現方(fāng)法。
1、 數(shù)控加工係統構建
1. 1 係統概述
圖形化三軸(zhóu)數控加工係統主要(yào)由 HMI+機器控製器組(zǔ)成,再配有 PC 機、輔助操作裝置、伺服驅動器、交流(liú)伺服電機、編碼器和限位(wèi)開關等組成一個(gè)模塊化數控係統(tǒng)。係統硬件結構組成框圖(tú)如圖 1所示。
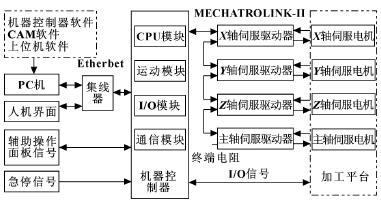
圖 1 數控係統硬件結構組成框圖
PC 機內置有 CAM 作圖軟件、Easy Builder 組態軟件及 MPE720 程序開發(fā)軟件,通過 Ethernet 網絡實現人機界(jiè)麵圖庫信息與機器控製器內運動程序(xù)信息互換。輔(fǔ)助操作麵板作用是調(diào)節各運動軸伺服電機的正向或反向運動,點動或(huò)步(bù)進運動,便於零件加工前的快(kuài)速分中對刀操作。
利用操作(zuò)麵板(bǎn)上的按鈕發出脈(mò)衝(chōng)信號控製伺服(fú)電機運動(dòng),代替(tì)了傳統數控機床的手輪,簡化係統編程,也節(jiē)約了設備製造的成本。機器控製器為係統的核心部件,采用安川 MP2310 運動控製器(qì),通過 hECHATROLINK-Ⅱ通信協議對伺服驅(qū)動器發(fā)送指令,實現順(shùn)控、運動控製、數據設定、狀(zhuàng)態監視和參數調試等操作任(rèn)務。MP2310 控製器最(zuì)多支(zhī)持16 軸插補,其專用的(de)運動語言可以進行循環、跳轉、條件分支、選擇執行和並(bìng)列執行等控製命令(lìng)編程。
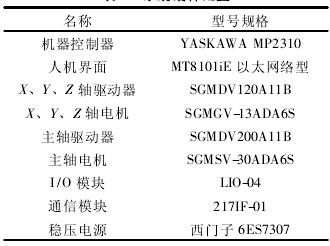
此外,MP2310 還具有強大的 PLC 梯形圖編程功能。係統硬(yìng)件配置如表 1 所示。
表 1 係統硬件配置
1. 2 硬件電路設計
三軸數控加工係統硬件(jiàn)電路圖如圖(tú) 2 所示。係統X、Y、Z 和主軸電機控製(zhì)采用(yòng) YASKAWA 公司生產的∑-V 係列中容量、中慣量交流伺服電(diàn)機,分別配以(yǐ) MECHATROLINK-Ⅱ通信指令型伺服控製單。通信指令型(xíng)伺(sì)服控(kòng)製器除了(le)可以進行速度、轉矩和位控製,還可實現高精度的同(tóng)步相位運動控製。各運動軸伺服控製單元通過 MECHATROLINK-Ⅱ網絡連(lián)接,可以實(shí)時快速收發各種控製(zhì)信息。
伺(sì)服控製器I / O 端口 POT、NOT 和 DEC 引(yǐn)腳分別接入組合(hé)開關(guān),接收運動平台限位、原點複歸等開關量信號。伺服單元主回路為交流(liú) 220 V 輸入,並且在主電路設計安裝過、
浪湧抑製和噪聲濾波等保護裝置。另外,控製(zhì)電路中設計了異常情況緊急停止運行電(diàn)路,具體工作(zuò)原理如(rú)下: ALM-端口為低電平,繼電(diàn)器 KA1 得電閉合,從而接觸器 KM2 閉合,係統正常工作。
當任意運動軸伺服控製器(qì)出(chū)現異常時,ALM +端口為高電平,此時繼電(diàn)器 KA1 失電釋放,從而接觸器 KM2 切斷控製器主(zhǔ)電路,實(shí)現電機的緊(jǐn)急停止,同(tóng)時觸發(fā)聲光報警裝置(zhì)。
按下按鈕 SB2 則可以(yǐ)解除(chú)當前報警。
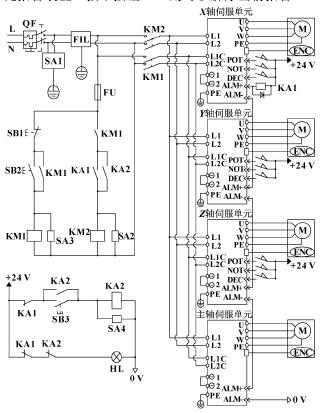
圖 2 三軸數控加工係統硬件電路(lù)圖
2、 軟件設(shè)計
圖形(xíng)化三(sān)軸數控(kòng)加工(gōng)係(xì)統(tǒng)采用 “HMI+機(jī)器控製器” 為 平 台, 選 用(yòng) 維 倫 通 Easy Builder 和 安 川MPE720 作(zuò)為軟(ruǎn)件(jiàn)開發工具。對係統進行 PLC 程序(xù)設計、人機界麵設計和運(yùn)動程序設計。軟件設計流程圖如圖(tú) 3 所示。
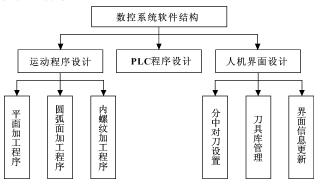
圖 3 軟件設(shè)計(jì)流程圖
2. 1 數控加工係(xì)統主界麵(miàn)設計
基於維倫通組態軟件 Easy Builder Pro4. 10. 04,對數控係(xì)統上位(wèi)機操作主界麵進行設計。數控係統上位機主界麵如圖 4 所示。

圖 4 上位(wèi)機係統主界麵
係統的人機界麵主要包括界麵操作、實時信息顯(xiǎn)示、窗口界麵管理(lǐ)和參數設置等四大功。
( 1) 界麵操作功能: 利用組態(tài)軟件編程,將傳(chuán)統數控操作麵板虛擬化,實現(xiàn)對係統伺服的(de)啟動 /停止,數控係統的操作模式選擇,各運動軸的點動、步進(jìn)、連續運行,實現精準分中對刀操作,代替傳統數控機床使用手輪進行(háng)分中對刀的功能。
( 2) 實時信息顯示功(gōng)能: 主要包括屏幕的操作信息、狀態(tài)信息(xī)、係統故障報警信息和各軸坐標信息等的顯示功能。
( 3) 窗口界麵管理功能: 主要包括零件的分中界麵、換刀界麵、螺紋加工界麵、幫助(zhù)信息界麵、機床參數界麵、零件圖庫界麵和加工圖形(xíng)界麵(miàn)。
( 4) 參數設置功能: 在進行數控加(jiā)工時,需(xū)要預先設置控製係統的相關參數和(hé)工作狀態(tài)。
例如機床的(de)主軸(zhóu)轉速、進給速度、刀(dāo)具直徑、毛坯件的分(fèn)中(zhōng)坐標、圖庫零(líng)件的目標尺寸和加工進刀(dāo)量等(děng)參數設置。
2. 2 圖庫管理界麵設計
人機界(jiè)麵和機器控(kòng)製器作為係統中的主控元件,在人機界麵內組態出零件圖庫,零件圖庫中預先保存有各種常見的零件加工(gōng)信息(xī),包括零件尺寸信息(xī)、進刀量刀具(jù)信息等。確定零件的加(jiā)工工藝方案後,在零件圖庫中(zhōng)尋(xún)找相應的圖形零件,圖形零件符合加(jiā)工圖樣要求,設置相應(yīng)的加工參數。如果圖庫中沒有加工圖樣的零(líng)件,則需要通過使(shǐ)用 PC 機內置有 CAM 作圖軟件、Easy Builder 組態軟件(jiàn)及 MPE720 運(yùn)動程序編程軟件,編寫加(jiā)工程序,並生成新的零件圖形。
為防止(zhǐ)因參數設置不當而(ér)可能出(chū)現走刀軌跡錯誤,在啟動加工前需要進行加工幹(gàn)涉檢查,隻有在幹涉檢查通過(guò)才能啟動程序進行加(jiā)工。零件圖庫管理流程圖如圖5 所示。
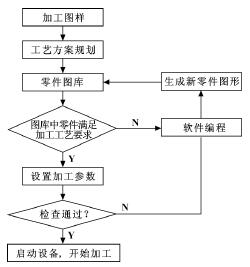
圖 5 圖庫管(guǎn)理流程圖
在(zài)正確設置待加工零件的尺寸信息和加工參數信息,係統檢查通過後,即可在零(líng)件圖庫(kù)中調出待零件圖。零件圖設計界麵如圖 6 所示。
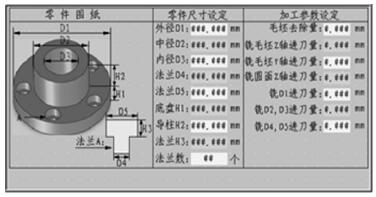
圖 6 待加工零件圖界麵
2. 3 圖形(xíng)化三軸數控加工係(xì)統軟件編程
MP2300 係列機器控(kòng)製器(qì)包括梯形圖程序和運動程序兩種程序方式,通過組合這兩種程序方式進行運動控。圖形化三軸數控加工係統運(yùn)動程序(xù)編程分為切(qiē)削加(jiā)工編程和螺紋加工編程兩種。
2. 3. 1 切(qiē)削加工(gōng)
平麵 ( 圓弧麵) 加工(gōng)首先需要進行參(cān)數設置檢(jiǎn)查,通過比較零件尺寸參數寄存器與加工參數寄存器中的數值大(dà)小,確定進行自動加工的初始條(tiáo)件。當輸入零件尺(chǐ)寸參數小於加工參數時,係統狀態信息顯(xiǎn)示報警,係統無法啟動加工,這樣能有效避免誤操作引起錯誤(wù)走刀。切削加(jiā)工(gōng)算法流程圖如圖 7 所示(shì)。
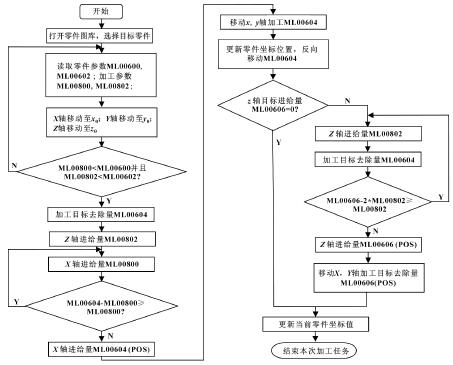
圖 7 切削加(jiā)工算法流程(chéng)圖
零件的尺寸值、加工進刀量和(hé)刀具直徑等數據均放在程序中指定的寄存器裏,係統(tǒng)執行時直接讀取寄存器中的數據,通過(guò)這種方法,並且利用 MPE720 程序(xù)開(kāi)發(fā)語(yǔ)言如循環、跳(tiào)轉、條件分支、並列執行、選擇執行和分支等控製命令編程,實現複(fù)雜(zá)的運動軌跡編程。限於篇幅,以(yǐ)下列出幾條編程語句,利用(yòng)圓弧插補命令,實現圓(yuán)弧麵切削加工任務。
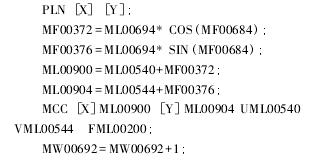
加工之前(qián),隻需(xū)在對應的寄存器內輸入(rù)相關參數,通過調用程序塊即可實(shí)現加工(gōng),使得編程簡單、靈活
。
2. 3. 2 螺紋加工
為使設備操作更具有實用性,設置了手(shǒu)動(dòng)加工和自動加工兩種(zhǒng)螺紋加工模式。螺紋加工操作界麵如圖8 所示。
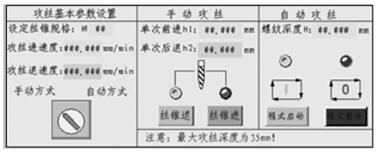
圖 8 螺紋(wén)加工操作界麵
通過(guò)對 Z 軸和主軸進行插補(bǔ),實現螺紋加工,主要(yào)編程程序語句如下:
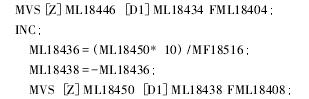
係統處在螺紋加工模式下,主軸的點動、步進等功能被(bèi)限製,以確保(bǎo)係統的安全(quán)性。
3 、結論
基於(yú) HMI 與機器控製(zhì)器的三軸數控加工係統,通過(guò)調(diào)用人(rén)機界麵上的(de)零件圖(tú)形,設置加工(gōng)參數,即可對待加工毛坯件進行分中(zhōng)對刀操作,自動加工出目標零件。解決了那些沒有經過嚴格的數控專業培訓,不具(jù)備 Pro/E、UG、Mastercam 等圖形處理能力的人員使用(yòng)數控設備進行加工(gōng)的瓶頸問題,具有(yǒu)較強可操作性和較高的實用價值。
投稿箱(xiāng):
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸(zhóu)承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月(yuè) 金屬切(qiē)削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據
博文選萃(cuì)
| 更多(duō)
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦(bàn)法
- 中走絲(sī)線切割(gē)機(jī)床的發展趨(qū)勢
- 國產數控(kòng)係統和數控機床何去何從?
- 中國的技(jì)術工人都去(qù)哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害(hài)己!不倒閉才(cái)
- 製(zhì)造業大逃(táo)亡
- 智(zhì)能時代(dài),少談點智造,多談點製造
- 現實麵前,國人沉(chén)默。製造業的騰飛,要從機床
- 一文搞(gǎo)懂數控車床加(jiā)工刀具補償功能(néng)
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝的區別