


四種輔助氣體對激光切割(gē)鍍鋅板的影響
2017-6-12 來源:遼寧科技大學應用技術(shù)學院 作者(zhě):高亮,陳宇翔,苗露
摘要:為了研究鍍鋅板激光切割工藝,開展了 Nd:YAG 脈(mò)衝激光切(qiē)割機切割厚度是0.5mm 的熱(rè)鍍鋅板的(de)工(gōng)藝實驗,使用了氮(dàn)氣(N2)、氧氣(O2)、氬氣(Ar)和空氣四種輔助氣體。分別使用激光電源的不同工(gōng)藝參數,包括輸(shū)出電流、脈(mò)衝脈寬、脈衝頻率等,通過多次實驗(yàn)測出最(zuì)佳工藝參數,氮氣(N2)的(de)最佳工藝(yì)參數(shù)為電流160A、脈寬1ms、頻率60Hz、加工速(sù)度400mm/min;氧氣(O2)的最(zuì)佳工藝參數為電流140A、脈寬0.8ms、頻率50Hz、加工速度450mm/min;Ar能切開但掛渣較多的工藝參數為電流170A、寬1.2ms、頻率65Hz、加工速度300mm/min;空氣的最佳工藝參數為電流160A、脈寬1.0ms、頻率65Hz、加(jiā)工速度300mm/min。通(tōng)過測量切縫寬度以及觀察掛渣量的多少,判(pàn)斷切割(gē)質量,得到結論:氧氣適用切割(gē)較厚鍍鋅板,氮氣(qì)適用切(qiē)割薄鍍鋅板,氬氣(qì)切割鍍鋅板效果不佳,針對本次實驗,空氣切割質量最好。
關鍵(jiàn)詞(cí):激光器;激光切割;鍍鋅板;工(gōng)藝參數;縫寬
0.引言
因鍍鋅層(céng)在鋼鐵表麵具(jù)有物理屏蔽及電化學保(bǎo)護作用[1],所以(yǐ)鍍鋅板具有良(liáng)好的耐腐蝕性[2-3],被廣泛應用在電力、建築、交(jiāo)通、化工等(děng)領域(yù)[4-6]。尤其是在汽車領域裏,使用超高強度(dù)的(de)鍍鋅板可以大幅度提高車身耐腐蝕性能,提高 汽車的使 用 壽 命[7]。傳統機械(xiè)切割技術切割(gē)鍍鋅板對鍍層具有破壞作用,而且不易實現(xiàn)複雜情(qíng)況的切割[8]。激光切割技術具有切割速度(dù)快、切縫窄、工(gōng)件無變形、靈活性等優點[9-10],廣(guǎng)泛應用在工業(yè)加工領域[11]。目前,國內激光切割應用範圍正在不斷擴大,已達幾十個領(lǐng)域,其中(zhōng)最具有代表性、應用最為廣闊的是汽車製造業。據估計,約有60%的汽車零部件可以(yǐ)通過激光切割來提高質量[12],包括汽車焊接用到鍍(dù)鋅板的切割,但(dàn)國內研究(jiū)鍍鋅板切割文獻幾(jǐ)乎沒有。鍍鋅板焊接質量的好壞主要(yào)取決(jué)於切割過程是否存在掛渣、過燒現象、切割縫寬大小以及對鍍鋅層的影響,所以研究激光切割影響光能量(liàng)的(de)因素對切割鍍(dù)鋅(xīn)板質量好壞具有重要意義。
影響激光切割的因素很多,如激(jī)光聚焦的透鏡焦距、加工對(duì)象對激光的吸收波長、決(jué)定能量大小的(de)輸出(chū)功率、脈衝輸出功率的比例和頻率等。除此以外,從噴嘴向被加工件噴射的輔(fǔ)助氣體(tǐ)對加(jiā)工質量及加工性能也起著重要的作用[13-14]。
本文從Nd:YAG脈衝激光器的輸入功率、頻率、脈寬、加(jiā)工速度等(děng)幾個方麵研究激光(guāng)切割鍍鋅板工藝實 驗。分別使用四種輔助氣(qì)體(依次是氮氣(N2)、氧氣(O2)、氬氣(Ar)和空氣(qì))下的不同工藝參數,進行多(duō)次切割實驗,通過 塞尺測量每(měi)組切縫寬度,繪製出數據相對應的圖片,觀察掛渣量多少進行比較分析數據,從而(ér)得(dé)出結論。
1.實驗方法
1.1 實驗設備
實驗采(cǎi)用固體 Nd:YAG激光切割機,見圖1。其型號是JHM-1GY-300B。參數為激光波長1.06μm,激光額定平均功率300 W,激(jī)光脈衝頻(pín)率1~200Hz(可調),激光脈衝寬度0.1~20ms(可調),聚焦鏡焦距f=75mm,聚焦光斑直徑0.3~0.6mm。四種輔助(zhù)氣體(tǐ)為氮氣(qì)(N2)、氧氣(O2)、氬氣(Ar)和空氣。
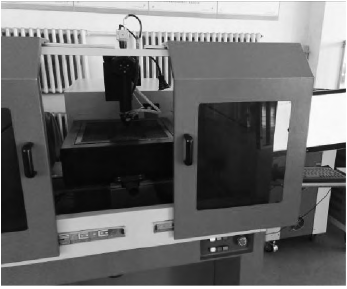
圖1 Nd:YAG 激光切割機
1.2 實驗(yàn)材料
實驗所用材料是熱鍍鋅板 DX51,材料的尺寸(cùn)為150.0mm×133.0mm×0.5mm,實驗的切縫長度22mm。切割材料(liào)板如圖2所示。
圖2 DX51鍍鋅板
1.3 實驗結果與分析
1.3.1 實驗方法及結果
實驗分別使用氮氣(N2)、氧氣(O2)、Ar和空氣四種輔助氣體,每組輔助(zhù)氣體(tǐ)下通過調節激光(guāng)器的輸出電(diàn)流、頻率、脈寬以及工作台的加工速(sù)度,依次取十組值進行切割實驗,每道切縫均用(yòng)塞尺測量寬度,然後使用(yòng) Origin 畫(huà)出寬度隨電流的變化(huà)曲線、寬度隨(suí)頻率的變化(huà)曲線、寬度隨脈寬的變化曲線、寬度隨加工(gōng)速度的變化曲線,結果如圖3~圖6所示。
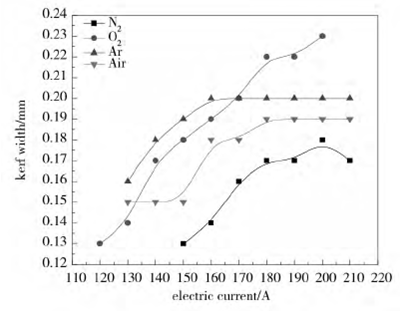
圖3 不(bú)同(tóng)電流下的切縫寬度(dù)
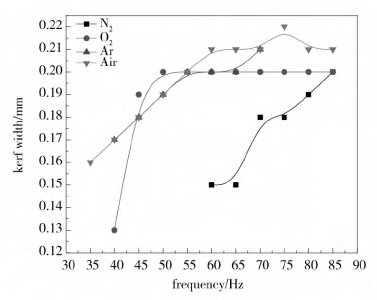
圖4 不同頻率下的切縫寬度(dù)
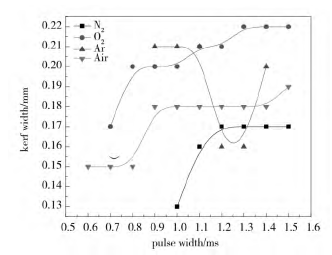
圖5 不同脈寬下的切縫寬度
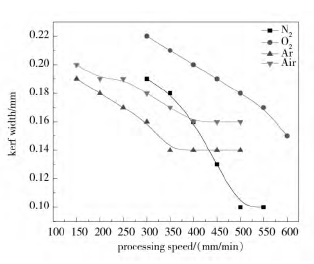
圖6 不同加工速度下的切縫寬度
這裏針對此設備定(dìng)義新的激光器參數(shù),焦相點即激光切割機(jī)噴嘴與工件表麵貼合住,往上移動的相對距離(lí)。因為設備實際焦(jiāo)點不易確定,本實驗取焦相點,進行每次實驗之前都調(diào)節(jiē)焦相點,大小均為0.75mm,所以可認為每次實驗的離焦量相同。
2.結果分(fèn)析
2.1 共同規律
從圖(tú)3~圖6可看出,增大電流、頻率、脈寬,減小(xiǎo)加工(gōng)速度,都能增大切縫寬度。這是因為增(zēng)加(jiā)輸出電流、頻率、脈寬,減小(xiǎo)加工速(sù)度即是增(zēng)加了(le)單位麵積(jī)上激光器的輸出能量(liàng),即增(zēng)大(dà)激光功率密度,照射(shè)工(gōng)件表麵使其熱量累積,熔化的(de)切縫寬度會增大,但增大到(dào)一定程度時,趨於不變,因為此時影響切縫的變為光斑直徑,離焦量相同時,其光斑直徑基本一致,所以(yǐ)切縫寬度趨於不變。
2.2 不同規律
2.2.1 使用氮氣(N2)作為輔助氣體切割
如圖3~6所示(shì),其切割切縫最(zuì)窄,但需要閾值能量較大。因為氮氣(N2)主要(yào)作為保護氣體,能夠吹除熔渣,趨於不(bú)變的參數相對氧氣較大,實驗測得(dé)最佳工藝參數為(wéi)電流160 A,脈寬1ms,頻率60Hz,加工速度400mm/min。
2.2.2 使用氧氣(O2)作為輔助氣體切割
如圖3~圖6所示,氧氣(O)切(qiē)割,切縫最寬(kuān),切割閾值(zhí)能量比較低(dī)。因為氧氣具有助燃效果,切割鍍鋅板需要能量(liàng)相對其他氣體的需要能量(liàng)小(xiǎo),但其(qí)燃燒產生熱量大,所以切縫寬度較大。
實驗測得最佳工藝參數(shù)為電流 140 A,脈 寬0.8ms,頻率50Hz,加工速度450mm/min。
2.2.3 使用氬氣(Ar)作為輔助氣體切割(gē)
如圖3~圖 6 所示,需要輸出能量較(jiào)大。因(yīn)為氬氣(Ar)作為惰性氣體,主要(yào)起(qǐ)到保護氣體的作用,但其保護性能(néng)不如氮氣,熔渣吹除困難,由於掛渣(zhā)量太大(dà),實驗(yàn)中塞尺不易測得數據,測得數據不夠準確(如圖5曲線所示)。所以即便是能切(qiē)開,其切縫掛渣太多,後續工藝處理更加困難。
實驗測(cè)得氬氣(Ar)作為輔助(zhù)氣體能切開(掛渣量大)的工藝參數為電流170A,脈寬1.2ms,頻率65Hz,加(jiā)工速度300mm/min。
2.2.4 使(shǐ)用空氣作為輔助氣(qì)體切割
如圖(tú)3~圖6所示,切縫寬度位於氮(dàn)氣(N2)和氧氣(O2)之間。因為空氣(qì)均含有這兩種氣體,既能起到助燃效果,也能起到保護氣體(tǐ)的作用,本次(cì)實(shí)驗使用空氣吹除熔渣效果也是最好的。
實驗測得最佳工藝參數為:電流 160 A,脈 寬1.0ms,頻率65Hz,加工速度300mm/min。綜合以上分析(xī),針對鍍鋅鋼板的激光切割技術,隨著激光功率密度的增(zēng)大,切 縫寬度會 相 應增大。鍍鋅層在激光切割開始會產(chǎn)生鋅等離子(zǐ)體,吸收激光能量,激光能量太弱,則鋼(gāng)板不易(yì)切開(kāi),會在鋼板表麵產生大量黑色物質(zhì),屬於鋅蒸氣冷凝(níng)的結果。取(qǔ)工(gōng)藝參數為相同輔助氣壓0.4 MPa,加工速度 300 mm/min,電 流 170 A,脈 寬 1.0 ms,頻(pín)率60Hz,焦相點0.75mm,在四種輔助氣體下分別進行(háng)一次實驗。實驗切割圖片金相(xiàng)顯微照片如圖(tú)7所示,其中,氬氣因掛渣過多未切開。通過塞尺(chǐ)測(cè)量縫寬,測量結果如表1所示。
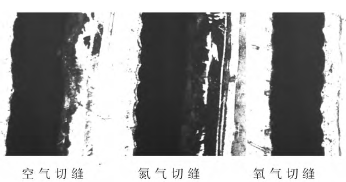
圖7 三種輔助(zhù)氣(qì)體切縫金相顯微對比(a)空氣切縫(féng) (b)氮(dàn)氣(qì)切縫 (c)氧氣切縫
表1 相同工藝參數下不(bú)同輔助氣體的縫寬

由圖7和表1可見,氬氣(Ar)切(qiē)割質量較差,掛渣量太多,導致無(wú)法測量切縫寬度,所以(yǐ)氬氣(Ar)不適用於鍍鋅板激光切割的保護氣體;氧氣(O2)切縫最寬,切割掛渣量較小;氮氣(N2)切縫最窄,但掛(guà)渣量較大;本次鍍鋅板厚度是0.5mm,屬於薄板切割,所以氧(yǎng)氣切割容易(yì),切縫較寬,因為氧氣具有助燃效果,更適用於厚板切割。本實驗設備最厚能切割2mm 的鍍鋅板,而本次針(zhēn)對0.5 mm 厚鍍鋅板切割實驗,氮氣作為輔助氣體時切縫最窄(zhǎi),空氣切縫寬度適中,掛渣量(liàng)是四種氣(qì)體中(zhōng)最少的,原因是空氣中即有氧氣可(kě)以助燃,也(yě)具有氮氣,能起(qǐ)到保(bǎo)護作用,吹除熔渣效果較好。
3.結論
激光切割鍍鋅板屬於熱切割的一種,由於鍍鋅層的影響,相對其它鋼板,需要的激光能量較大。相對其他切(qiē)割方法,激 光切 割對 鍍 鋅層的破壞不大。通過實驗可見如下結果:
(1)增加激光器電源輸入的電流、脈寬、頻率,以及減小(xiǎo)加工(gōng)速度會增大工件表麵的光(guāng)功率(lǜ)密度,從而(ér)增大了激光切割鍍鋅板的縫寬(kuān)。
(2)氧氣(qì)(O2)切割鍍鋅板,具(jù)有助燃效果,切(qiē)割(gē)能力最(zuì)強(qiáng),切縫寬度相應較大,對於厚板的切割適用。針對實驗所用的機器,最厚能切2 mm 厚度的鋼板。
(3)氮(dàn)氣 (N2)切(qiē)縫最窄,適用於薄(báo)鍍鋅板的切割。
(4)氬氣(qì)(Ar)作為輔助氣體,切割需要能量較大,切割掛渣量較多(duō),效果不佳。
(5)空氣作為輔助氣體,其切縫寬度(dù)在氧氣(O2)和氮氣(N2)間,需要能量相對也不大,而(ér)且掛渣量是(shì)四種輔助氣體中最少的,所以本次實驗,空氣作(zuò)為鍍鋅板切割的輔助氣體,切割質量最好(hǎo)。
投稿(gǎo)箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產(chǎn)量數據(jù)
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新(xīn)能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判(pàn)斷一台加工中心精度的幾種辦法
- 中走(zǒu)絲(sī)線(xiàn)切割(gē)機床的(de)發展趨(qū)勢(shì)
- 國產(chǎn)數控係統和數控(kòng)機床何(hé)去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自(zì)殺性營銷,害人害己!不倒閉才
- 製造(zào)業大(dà)逃亡
- 智能時代(dài),少談點智造,多談(tán)點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞懂數控車床加工刀具補(bǔ)償(cháng)功能
- 車床鑽孔攻螺紋加(jiā)工方法(fǎ)及(jí)工裝設(shè)計
- 傳(chuán)統鑽削與螺旋(xuán)銑孔加工工藝的區別