


集束電極電火花加工模具型腔的技術研究術
2017-1-23 來源(yuán):佳木斯大學機械工程學院 作者:-
摘要:在電(diàn)火花型腔(qiāng)成型力n-r-中.采用分步法(fǎ)。先采用集束(shù)電極快速仿形成型進行粗加工。再采用(yòng)成型電極進行電火花成型精加工,避免了電火(huǒ)花型腔粗加(jiā)工中複雜結(jié)構成型電極的製作。提高加工效(xiào)率。基於花瓣(bàn)式錐形電極夾頭,研發了新型快速夾持集束電極裝置,進(jìn)行(háng)集束電極電火花(huā)成(chéng)型加工工藝試驗。摸索了(le)不同電火花加工參數對電火花加工(gōng)性能的(de)影響(xiǎng),並實現了複雜型腔(qiāng)的加工。
關鍵(jiàn)詞:電火(huǒ)花加工;成型電極;集束(shù)電極;電極夾具;電(diàn)規(guī)準(zhǔn)
電火花加工被廣泛應用於(yú)難加工材料以及複(fù)雜型腔的製作[1。4]。雖然電火花加(jiā)工存在著很多優勢(shì),但複雜型腔成型電極的製作一直以來都是人們想要努力攻破的難題。傳統實體電極製作工藝複雜,用於加工時,某個電極棱角處放電不均(jun1)勻可能導致整個實體電極的報廢。
本文基於(yú)上(shàng)海交通大學趙萬生"‘6o提出的集束電極的加工理念,首先在不同加工參數下,使用集束電極進行工藝試驗研究(jiū),得(dé)出一(yī)組適用於集束電極加工的最優參數,然後調用該組參數通過集束電(diàn)極進行型腔的粗加工,再(zài)用相(xiàng)應的實體電極進行精加(jiā)工從而完成複雜型腔的加工。
1.集束電極的加工機理分(fèn)析
集束電極主要運用化整為(wéi)零的離散思想,它(tā)是一種製作三維(wéi)自由型麵電極的新方法。這種方法將一定數量(liàng)的細的棒狀或管狀電極單元捆成(chéng)一束,再通過調整每(měi)根電極單元的長度使其擬合成近似實體電極的型麵∞J。集(jí)束電極的最大優點是(shì)免去了實體電極(jí)設計、製作的麻煩,同時單元電極便(biàn)於製作又可以被重複使用,提(tí)高了材料(liào)的利用率,降低了電(diàn)火花型腔加工的成本(běn),符合綠(lǜ)色加工的理念。集束電極主要用於(yú)三維型腔加(jiā)工時的初始粗加(jiā)工,工(gōng)作(zuò)液從管狀電極中心孔流出,改善型(xíng)腔加工(gōng)工作液流場,有利於(yú)電蝕(shí)產物的排(pái)出。其製備原理圖如圖I所示。單元電極的尺寸和內外徑比大小的選擇(zé)要適中,單元電極尺寸選擇過大,則不能很好地擬合(hé)出複雜的三維型腔麵,同時也會延長二次精加工的時間。電(diàn)極尺(chǐ)寸選擇(zé)過小,則不易(yì)於裝夾。單元電極的內徑如果選(xuǎn)擇過大,則容易(yì)在工件(jiàn)表麵留下毛刺料芯,阻礙工作液的流通與(yǔ)電蝕產物的排除,從而造成短路,影響加工效率和加工精度。另(lìng)外,單元電(diàn)極的內外徑尺寸能夠直接影響加工間隙(xì)內的工作液(yè)流場,使工具電極的相對損耗有所不同。本實驗中選用的單元電極尺寸(cùn)為(wéi)外徑1.2 mm內徑0.5 mm。
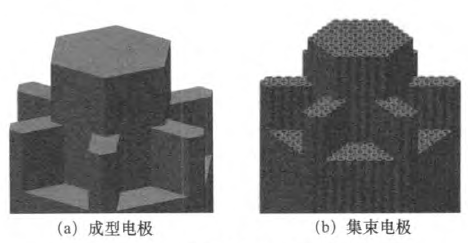
圖1成型(xíng)電極(jí)與集束電極示意圖
2.集束(shù)電極的夾持裝置的設計與使用(yòng)
2.1 集束電極(jí)的夾持(chí)裝置設(shè)計
針對集束電極的加工原理提出了集(jí)束電極的(de)夾持裝置。該裝(zhuāng)置同時兼顧實現了加工過(guò)程中(zhōng)可靠的強迫內衝液。圖2所示為集束電(diàn)極夾持裝置。該裝(zhuāng)置由電極套筒、電極夾頭、收緊螺(luó)母和工作液流道組成(chéng)。電極(jí)夾(jiá)具的接口與機(jī)床的夾具接口相連,電極夾具的衝(chōng)油口與機床配置的衝油管相連,在加(jiā)工過程中(zhōng),通過控(kòng)製機床衝油管的閥門來控製衝液流量的大小。
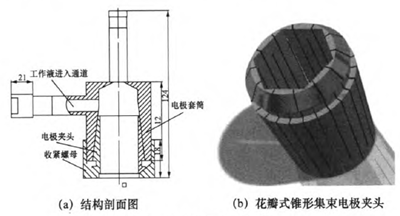
圖2集柬電極夾持裝置
電極套筒是連接(jiē)電極夾頭及收緊螺母的零件。電極套筒與衝油管管道相連形成衝液加工用的型腔,上端的夾具接(jiē)口與電極套筒形成螺紋連接(jiē),整體形成(chéng)密封腔。電極夾頭是用於完成(chéng)對單元電極組合體可靠集束(shù)的零件。夾頭(tóu)的夾緊端(duān)外側麵具有(yǒu)錐麵幾何特征,沿其兩端周向開有均勻分布的軸向收緊槽,呈花瓣式結構(gòu)。其(qí)內(nèi)側麵輪廓為所選單元電極的組合體的穩定集束(shù)幾何輪廓。在受到電極套筒及收緊螺母提供的收緊力時,可以實現徑向均勻收縮,從而完成對(duì)內側單元電極組合(hé)體的可靠夾緊(jǐn)。
收緊(jǐn)螺母為電極夾頭提供(gòng)可靠的收緊力,螺母內螺紋與電(diàn)極套筒(tǒng)外螺紋連接,通過旋進收緊螺母,收縮電極夾頭(tóu),實現對集束電極(jí)的快速可靠夾緊。
2.2集(jí)束電(diàn)極夾持裝置的使(shǐ)用
圖3所示為集束電極橫截麵(miàn)、夾(jiá)持裝置與機床主軸的連接以及工作液供液係統(tǒng)連接的實施例,根據機床供液方式設計(jì)電(diàn)極夾(jiá)具接口為側麵進液。
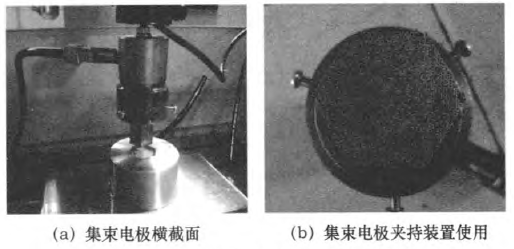
圖3集柬電板夾持裝置使用示倒
3.集束電極電火花加工試驗
3.1 電火(huǒ)花加工試驗裝置
本課題的所有試驗都是在北京凝華科技有限公司研發的NI-1250三軸聯動電火花成型機床進行。集束(shù)電極底部端麵外輪廓為正六邊形。工具和工件材料分別(bié)為紫銅和454鋼。工作液(yè)為電火花加工專用(yòng)煤油。
3.2電火花加工工(gōng)藝試驗
本實驗研究的電火(huǒ)花加工電參數主要是指:脈衝放電時間(ON)、放電休(xiū)止(zhǐ)時間(OFF)、峰值電流(IP)、加工極性(PL)。在實驗加工中,通過對比研究,選用了3組電規準進行(háng)了一定時間的加工放(fàng)電(表1)。
表1加工參數表
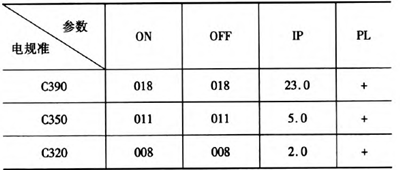
在表1中(zhōng)ON、OFF的單(dān)位為¨s,PL+表示工(gōng)具(jù)電極為正極,工件為負極(jí)(即負極性加工)。在電火花加(jiā)工過程中,ON、OFF、IP三者對加工速度、工具電極(jí)的相對損耗以及(jí)表麵粗糙粗均有影響。采用C390組的電規準進行加工時,加工的峰值電流IP較大,大約為69 A,ON、OFF的值也比較大,因此單個脈衝的放電能量高,一次放電過程中蝕除的電蝕產物比(bǐ)較多,在(zài)加工過程中工作液(yè)迅速變黑,放電時產生大量的氣泡並伴隨著濃烈的黑煙。為了保證(zhèng)放(fàng)電的順利進行,采用了較大的衝液流量,工具電極的損耗也同時增大。在使用該(gāi)組電規準進(jìn)行加工時,由於蝕除速度(dù)過快,電蝕產物進入油箱後來不及被充分(fèn)過濾,工作液中電蝕產物濃度(dù)過高,工作液的絕(jué)緣性不好(hǎo),容易產生短路現象,同時(shí)長時間的使用(yòng)過大電參數進行加工對機床內部的電源也(yě)有一定的損害,因(yīn)此不(bú)建議使用。
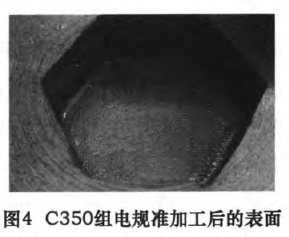
當采用C350組電規準進行加工時,放電過程中能(néng)觀察到較微弱的火花放電(diàn),加工過程中,工作液比較清澈,加工性能(néng)比較穩(wěn)定,很少出現短路現象,加工後的工件表麵粗糙度值較小。加丁後的表(biǎo)麵如圖4所示。
當采用C320組電規準進行加工時,電火花微弱,幾乎不可見,加工過程中無明顯(xiǎn)現象。原因是加工電(diàn)流(liú)為6 A,ON、OFF的數值(zhí)也非常小,加工效率非常低,速度大概在0.2mm/h,加工後(hòu)的表麵精度與C350相差不大。通(tōng)過選用上述多組(zǔ)規準進行工藝試驗,得到了(le)集束電極電火花加工時的加工速度(u。)和電極(jí)消耗比(p)隨(suí)峰值電流(,,)變化關係如表2。已知電(diàn)極相對消耗比計算公式如下:

表2在不同電規準下對加工速度(‰)和電極消耗比0影響
表2
由(yóu)表2可知,在J『,增大的情況下,加工速度(dù)也隨之增大,且增加(jiā)顯著,電極消耗(hào)重量比也隨之增大,但相應的表(biǎo)麵粗糙度值也會隨之增大。綜合上述實驗參數,選定C350為集束電極型腔(qiāng)粗加工的使用(yòng)參數。
3.3電火花型腔的加(jiā)工
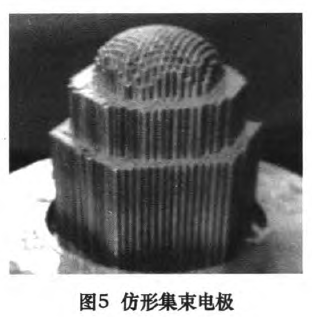
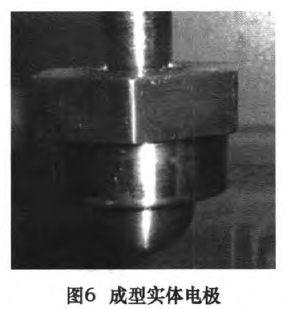
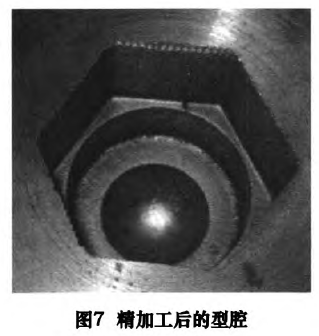
複雜型腔電火花加工(gōng)分兩步進(jìn)行:首先用集束電極模擬出近似於實體(tǐ)電(diàn)極形狀的曲麵如圖5所示,再使用C350組電規準進行大部分材料去除的(de)粗加工;第二步用表麵經過打磨處理後的(de)實體成型電極如圖6所示對型腔進行精加工,實體電極配(pèi)合電火花機床搖動功能,去除集束電極(jí)產生的管形(xíng)加工痕跡,圖7為實體成型電極加工後的型腔。
4.結(jié)語
集束電極是將實體電極的離散(sàn)化,它免去了製作實(shí)體成型電極用於粗中(zhōng)加工的步驟,降低了加工成本,提高了加工效率。通過工藝試驗得出了用紫銅集束電極加(jiā)工45。鋼的最優參數,並用該組參數成功地進行了型腔(qiāng)粗加工,之後又通過實體電極進(jìn)行了精加工,得到了粗糙度值小的型腔表(biǎo)麵。
投稿箱:
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產(chǎn)量(liàng)數(shù)據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車(chē))產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)
博文選萃
| 更多