


摘 要 為保證刹(shā)車盤加工重要精度DTV(disk thickness variation)要求,數控車床一(yī)般采用雙刀同步加工的方法。本(běn)文針對數控車床雙刀結構進行深(shēn)入的(de)研究,提出三種雙刀結構(gòu):固定雙刀結構、液壓雙刀(dāo)結構(gòu)、伺服輔助(zhù)軸雙刀結構。通過結構分析,得出(chū)伺服輔助軸雙刀結構可精確快捷的調整雙(shuāng)刀之(zhī)間的距離,穩定保證DTV 要求,降低機床輔助調整時間,提高效率(lǜ)。
關鍵詞: 雙刀結構;DTV 精度要求;伺服輔助軸
汽車製動係統目前基本上由盤式製動替換老式的鼓式製動。刹車盤與刹車襯塊組成的一對摩擦副,是盤式製動中的主體。刹車盤按照結構形式可以分為:單麵盤、雙麵盤、高性(xìng)能盤、軸承盤,以及輪轂盤等。按照銷(xiāo)售地區分為:國內盤、亞洲盤,以及歐美盤等。加工工(gōng)藝(yì)大同小異,一般歐美盤對加工(gōng)精度和表麵光潔(jié)度要求較高,市場(chǎng)競爭激烈,隨(suí)著市場(chǎng)對產品質量要求的(de)提高,提高機床精度穩定性以及效率方麵的需(xū)求也隨之增長。采用雙刀結構加工,可以替代工序中的磨花序,其目的就是為了以車代磨,在保證很好的(de)表麵光潔度和DTV 精度要(yào)求(qiú)前提下,提高效率;目前臥式車床和立式車(chē)床都有采(cǎi)用雙(shuāng)刀結構的刹車盤(pán)加工專機(jī)。
1 、三種雙刀結構構(gòu)成
固定雙刀結構(圖1):采用幾個零件(裝配完(wán)成零件間沒有相對運動)配合通過螺釘固定在刀盤的同一(yī)工(gōng)位上,可同時完成(chéng)盤類零件兩個(gè)端麵精車(chē)的簡單(dān)機構;
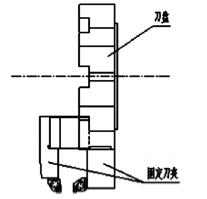
圖1 固定雙刀結構
液(yè)壓雙刀結構(圖2):采用一端固定(dìng),一(yī)端液(yè)壓鎖緊的結構,同時(shí)完成盤類零件兩個端麵精車的液壓機構,固定刀(dāo)夾采用燕尾結構定位並可以根據零(líng)件的厚度進行微調,外側刀夾在加工時液壓推動活塞軸(zhóu)向壓緊,徑向通過齒盤結構定位,鬆開時液壓(yā)取消通(tōng)過碟簧將外側刀夾推離1mm,可順利退刀;
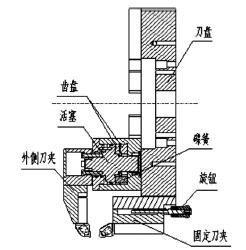
圖(tú)2 液壓雙刀結構
伺服輔(fǔ)助(zhù)軸雙(shuāng)刀結構(圖3):采用一端(duān)固定,一端伺服驅(qū)動的結構,同時(shí)完成盤類(lèi)零件兩(liǎng)個端麵精車(chē)的(de)機構,固定刀夾采用一(yī)個豎直刀夾通過螺釘固定在刀盤的一個工位,伺服驅動端采用伺服電機直聯絲杠帶動可移動刀夾,係統通過PLC 軸控製電機,使移動刀夾到達指定的位置,加工完成係統通過PLC 軸控製電機,使移動刀夾退開,順利退刀;
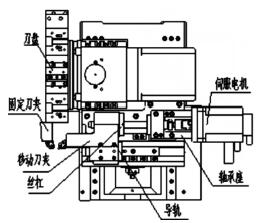
圖3 伺服輔助軸雙刀結構
2 、雙刀結構(gòu)特性(xìng)
固定雙刀結構(gòu):固定雙刀通過螺釘固定為一個整體,剛性(xìng)比較高,但加工零件的厚度(dù)固定,基本不能調整,退刀時將在零件表麵留下劃痕,如要保證表麵粗糙度要求就需要分刀加工;液壓雙刀結構:液壓雙刀固定刀夾(jiá)通過旋(xuán)轉旋鈕微調刀夾位(wèi)置,達到所需零件的厚度,準(zhǔn)確性受人為因素影響,加工時液壓推動活塞軸(zhóu)向壓(yā)緊,徑向通過齒盤咬合結構定位(wèi),零件兩端麵加工完成鬆開液壓通過(guò)碟(dié)簧將外側刀夾推離1mm,退刀繼續加工,加(jiā)工表麵無(wú)劃痕,不需要後續的磨序,加工時靠液壓壓緊適合精加工不應受(shòu)力較大,碟簧將(jiāng)外側刀夾推開時會(huì)產(chǎn)生(shēng)一定縫隙,有帶入碎屑研傷的風險。
伺服輔助軸雙刀結構:固定刀夾采用一個(gè)豎直(zhí)刀夾通過螺釘固定在刀盤的一個工位(wèi)上,伺服驅動端采用伺服電機直(zhí)聯絲杠帶動可移動刀夾,係統通過PLC 軸控(kòng)製電機,使移動刀夾到達指(zhǐ)定(dìng)的位置,加工完成係統通過PLC 軸控製電機,使移動刀夾退開,整體過程通過係統編(biān)程完成,準確(què)性高(gāo),如有刀具磨損可以通過刀補(bǔ)補償,換產(chǎn)時修改程(chéng)序即可。
3、 比較分析三種刀夾的特性
3.1 效率方麵
3.1.1 單件比較:固定雙刀結構加工線路為外(wài)側(cè)固定刀夾從外向圓心加工刹車盤左端麵,內測固定刀夾從圓心向外加工右端麵,路線(xiàn)較(jiào)長,效(xiào)率低;液壓(yā)雙刀結構為液(yè)壓鎖(suǒ)緊後(hòu)雙刀夾同時由外向圓心加工左右端麵,線路較短,效率較高;伺服輔助軸雙刀(dāo)結構移(yí)動刀夾移動到位,伺服電機抱(bào)閘,雙刀夾同(tóng)時由外向圓心(xīn)加工左右端麵,線路較短,效率較高。
3.1.2 批量比較:加工一定數(shù)量零件刀片(piàn)會逐漸磨損,固定雙刀結構需要(yào)調整刀具的位置或更換新刀(dāo)片保證厚度尺寸要求,調整時間需5-10 分(fèn)鍾;液(yè)壓雙刀結構需要(yào)調整旋(xuán)轉旋鈕微調刀夾位置或更(gèng)換新刀片保證厚度尺寸要求,調整時間需(xū)2-3 分鍾;伺服輔助軸雙刀結構需要調(diào)整係統刀補(bǔ)或更換新刀片保證厚度(dù)尺寸要求,調整時間在1 分(fèn)鍾以內。
3.2 剛性方麵
受同樣的切削力比較,固定(dìng)雙刀結構通過(guò)螺栓連接可受較大的切削力;液壓雙刀結(jié)構由(yóu)機床液壓係統提供的壓力通過活塞傳到刀夾可受一定的切削力;伺服輔助軸雙刀(dāo)結構伺服電機抱閘提供鎖(suǒ)緊力傳到刀夾可受一定(dìng)的切(qiē)削力。
3.3 便捷性
固定雙刀結構調整時需要(yào)調整刀具位置,有一定難度,需要操作(zuò)者有一定的經驗;液壓雙(shuāng)刀結構調整時需要通過旋轉旋(xuán)鈕按刻度讀數調整(zhěng),比較簡單;伺服輔助軸雙刀結構(gòu)調整時僅需要在機床係統中填(tián)入刀補即可(kě),調整便捷。
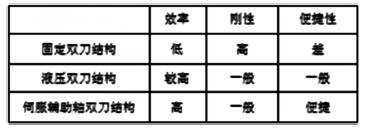
3.4 雙(shuāng)刀結構特(tè)性對比分析匯總表如下
4 、 結語
刹車盤加工最關(guān)鍵的技術要求是DTV 精度的保(bǎo)證,使用伺服(fú)輔助軸雙刀加工刹車盤,能便捷(jié)可靠地加工刹車盤的兩個端麵,保證(zhèng)DTV 要求,加工一(yī)定數量刹車盤後,刀具產生磨損,可(kě)通過係統進行刀具(jù)的補償,這種雙刀夾結構可提高(gāo)刹(shā)車盤的效率,並(bìng)提高成品(pǐn)率。
表1 雙刀結構特(tè)性對比分析(xī)表
如果(guǒ)您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")
")
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘(chéng)用車(chē)(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據